高能束表面强化技术是以极大密度的能量(>103W/cm2)瞬时供给模具表面,使其发生相变硬化、熔化快速凝固和表面合金化效果的热处理技术,也称为高密度能表面强化。其热源通常是指激光束、电子束及离子束(也称为三束)。它们的共同特点是加热速度快,模具畸变小,不需要冷却介质,可控性能好,便于实现自动化处理。国内常采用激光表面相变硬化、小尺寸电子束处理和中等功率的离子注入来提高模具的表面硬度。
高能表面强化技术是近十几年迅速发展起来的材料表面强化新技术,在提高模具寿命等方面已经获得很好的应用效果。
1.模具的激光表面强化技术
激光用于表面处理的方法较多,主要有激光淬火(相变硬化LTH)、激光表面熔覆及合金化(LSC/LSA)、激光表面熔化处理(LSM)、激光表面化学气相沉积(LCVD)、激光物理气相沉积(LPVD)等。其中,激光淬火和激光表面熔覆及合金化可用于提高模具寿命。
(1)模具的激光淬火技术 激光淬火(相变硬化LTH)是利用激光辐照到金属表面,使表面以很高的升温速度达到相变温度形成奥氏体。当激光束离开后,由金属本身热传导而“自淬火”,使金属表面发生马氏体转变,故淬火后得到超细的隐针马氏体,其耐磨性能成倍提高。激光淬火的热影响区小,模具畸变小,其心部还能保持良好的韧性。所以,激光淬火不仅能得到较高的硬度和较好的耐磨性,而且可以得到强度与韧性的良好配合,这对改善模具的综合性能、充分发挥材料的潜力以及更好地利用新材料都十分有效。同时,可对复杂曲面的模具进行表面强化处理,解决了传统热处理工艺无法解决的问题。
1)激光淬火在模具制造中的优势:可用低档模具钢或铸铁替代高档模具钢,用国产模具钢替代进口模具钢,进而降低材料成本;可大幅度缩短制造周期;可对磨损失效模具进行修复处理,延长模具寿命。
现代模具向型腔复杂化和大型化方向发展,如汽车模具,多需要整体热处理,如压铸模、热锻模、拉延模和部分冲裁模等。采用整体淬火后模具易发生畸变,且加工困难,制造成本高,模具精度难以保证,或受模具尺寸的限制无法实现整体淬火。对此,可以采用激光淬火技术。
2)激光淬火设备。国内开发的半导体激光模具强化系统,由半导体激光器、六轴机器人系统、龙门机床及专业控制系统等组成。模具激光淬火时,将机器人倒挂在龙门机床的顶部,并且在机器人手臂前端固定半导体激光器。在龙门机床内可摆放一系列模具,通过龙门机床的移动及六轴机器人实现高效、精确加工,可对大型、复杂曲面的模具表面进行强化处理。激光淬火的功率一般在3000W以上,以5000W的居多。
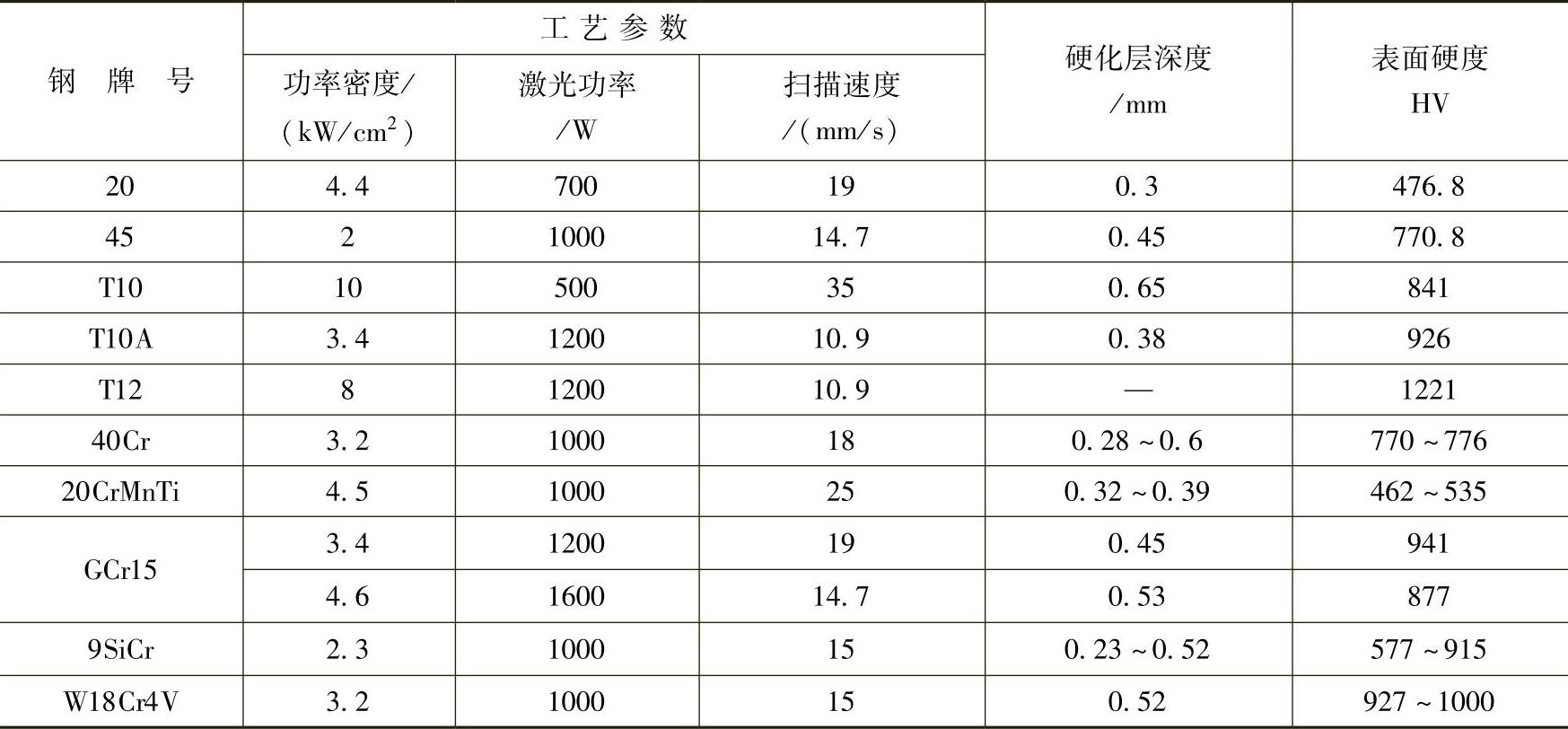
3)激光淬火工艺参数。几种材料的激光淬火工艺参数及效果见表12-35。
表12-35 几种材料的激光淬火工艺参数及效果
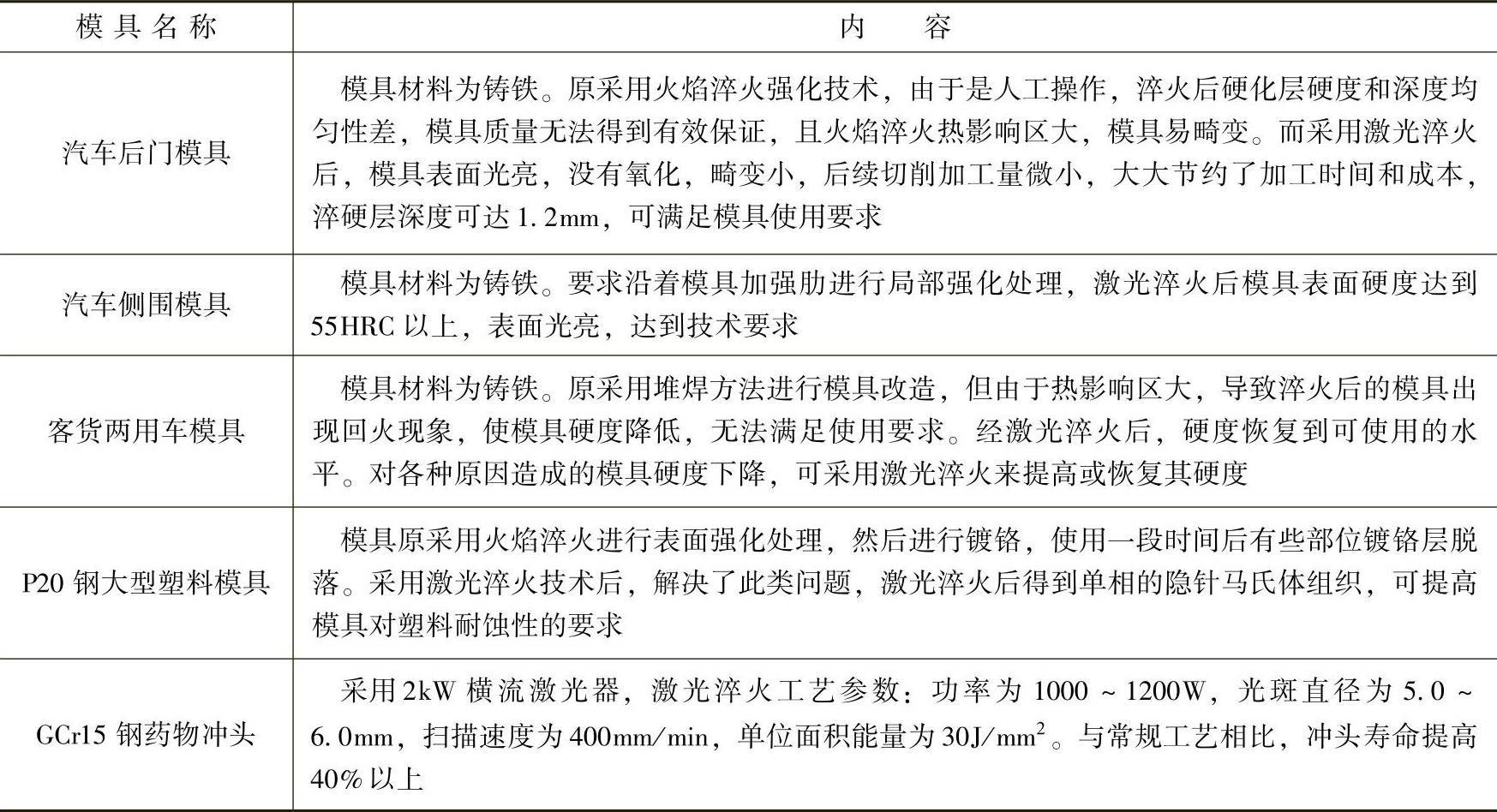
4)激光淬火技术应用实例见表12-36。
表12-36 激光淬火技术应用实例
(2)模具的激光熔覆技术 激光表面熔覆(LSC)也称为激光涂覆,它是采用激光将按需要配制的合金或陶瓷粉末化,或将熔覆丝或板材软化,并使模具基体表层微熔,从而得到一层具有特殊物理、化学或力学性能的熔覆层的。
激光熔覆层因具有良好的结合强度和高硬度,在提高材料的耐磨损方面显示出优越性。可以通过熔覆高温性能良好的合金材料(如钴基、镍基合金),提高模具的高温强度和抗氧化性能。激光熔覆对于面积较小的局部处理具有很大的优越性。目前,激光表面熔覆技术广泛应用于模具的表面强化和磨损失效模具的修复处理。有些用其他方法难以修复的模具,如聚乙烯造粒模具,采用激光熔覆的方法可以恢复其使用性能。
1)激光表面熔覆的工艺。激光熔覆依据合金供应方式的不同,可分为预置法和同步送粉法两大类。目前多采用同步送粉法。
①同步送粉法的主要工艺流程:基材熔覆表面预处理→送料激光熔化→最终热处理。
②激光表面熔覆材料主要分为金属粉末、陶瓷粉末和复合粉末等。
③工艺参数主要有激光功率密度P、束斑尺寸D、扫描速度v、激光扫描多道搭接系数μ等。
2)应用实例。斯太尔曲轴模具设计要求首次寿命1万件以上。直接采用5CrMnMo模具钢经热处理后,一套模具可生产1500件左右即需要修复。采用不同材料实施堆焊修复,首次寿命可以提高到2000~3500件,但模具寿命仍然偏低。改用激光熔覆处理技术后,使热锻模具寿命大幅度提高。
①激光熔覆处理。激光熔覆材料采用陶瓷合金化涂料。激光熔覆采用PRC3000快轴流CO2激光器,激光器输出功率为1600~1800W,光斑直径为3mm,扫描速度为2~4mm/s,采用氩气侧吹保护。激光熔覆处理时,工艺参数的控制要保证模具分型面圆角不能熔化,但必须完全淬火。
②模具寿命。在5CrMnMo钢模具堆焊层表面(已修复)进行预置陶瓷合金涂料的激光熔覆处理后,可获得表面光洁、无缺陷、与基材形成良好冶金结合的合金化层,模具表层硬度可达600HV0.2。生产应用验证,未经激光熔覆强化的最佳堆焊工艺修复的模具生产极限为3500件,而采用激光熔覆技术后模具首次寿命可达8630件(经检验全部为一级品),提高模具寿命2倍以上。
2.模具的电子束表面强化技术
电子束表面强化是利用高能量密度(106~108W/cm2)的电子束进行表面加热处理的新技术。通过控制能量密度,可进行表面相变硬化、表面合金化、表面熔融强化和表面冲击强化。
由于电子束的快速加热,故模具畸变极小,无须后续的校正工作,淬火后的显微组织可获得细晶结构。42CrMo钢电子束淬火的效果见表12-37。
表12-37 42CrMo钢电子束淬火的效果
 (www.daowen.com)
(www.daowen.com)
电子束表面强化技术用于提高模具寿命已取得显著效果,如4Cr5MoSiV1(H13)钢制切边模经离子束表面强化处理后,使用寿命提高10倍。
(1)模具的电子束表面淬火技术 电子束表面淬火技术又称为电子束表面相变硬化技术,它是用电子束轰击模具的表面,使其表面快速加热到相变点以上,待电子束离开后模具的表面自冷淬火而硬化,表面可获得极高的硬度。该技术适用于碳钢、中碳低合金钢、铸铁等材料的表面强化处理。
实例 热变形模具,材料为Cr12钢,要求电子束表面淬火。
1)预备热处理:1050℃淬火,180℃回火。
2)电子束表面淬火工艺参数。对Cr12钢制模具的电子束表面淬火在10kW的电子束装置中进行,其工艺参数为:电压为150kV,电流56mA,电子束直径为2mm,扫描速度为50~200mm/s,作用时间为0.05~0.1s,冷却速度为2×104~6×104℃/s。
3)电子束表面淬火检验结果。电子束淬火的表面硬度为880HV,热影响区硬度为780HV,基体硬度为650HV,硬化层深度为0.1~0.2mm,表层组织为细小马氏体+残留奥氏体+δ-铁素体+碳化物,热影响区组织为马氏体+残余奥氏体+碳化物,基体组织为回火马氏体+碳化物。
(2)模具的电子束表面合金化技术 该技术将具有特殊性能的合金粉末涂覆在金属的表面上,再用电子束进行轰击加热熔化,或在电子束作用的同时加入所需的合金粉末,使其熔覆在模具表面上,形成一层新的耐磨、耐蚀、耐热性高的合金表层,并细化表层的组织结构,从而提高模具的寿命。
通过电子束表面合金化,可在廉价的碳钢基体上获得高合金钢具有的高耐磨、耐热及耐蚀性能,从而降低模具的制造成本。
(3)模具的电子束表面熔覆技术 电子束表面熔覆与激光表面熔覆具有相同的工艺规程,即将所需要的特殊性能的合金粉末预置在金属表面,并用电子束加热将其熔化,在基体表面形成具有某些特性的覆层,或在电子束作用的同时将配好的合金粉末以一定的速度送到电子束照射处,使其熔融在模具表面上,形成所需要的熔覆层。该合金熔覆层与基体材料是冶金结合,且熔覆是在真空状态下进行,与激光表面熔覆相比,其熔覆层的针孔、气孔相对要少,表面质量也高。另外,电子束熔覆层组织细密、硬度高、耐蚀性好。
电子束表面熔覆工艺方法分为粉末预置法和同步送粉法。选择熔覆粉末材料时,一般以其熔点低于基体材料的熔点为好,如铁基、镍基、钴基等合金粉末。若以耐磨为主时,还可以在合金粉末中添加高硬度碳化物粉末,如WC、TiC等,以提高熔覆层的硬度。
(4)模具的电子束表面熔凝技术 电子束表面熔凝(又称为电子束表面重熔)是用比电子束相变硬化更高能量密度的电子束照射金属表面使表面熔化,一旦停止电子束照射,在冷基体的作用下快速凝固,从而使组织细化,实现强度和韧性的最佳配合,并大大降低原始组织的显微偏析。
电子束熔凝最适用于铸铁、高碳高合金钢。因为经电子束表面熔凝后铸铁表面能获得高硬度的极细莱氏体组织;工模具经电子束表面熔凝处理后,则在提高工模具表面强度、耐磨性和热硬性的同时,仍保持工模具心部的强韧性。例如,高速工具钢冲孔模的端部刃口,经电子束熔凝处理,可获得深1mm、硬度为66~77HRC的表层,其组织细化,碳化物极细,分布均匀,具有强度和韧性最佳配合的性能。
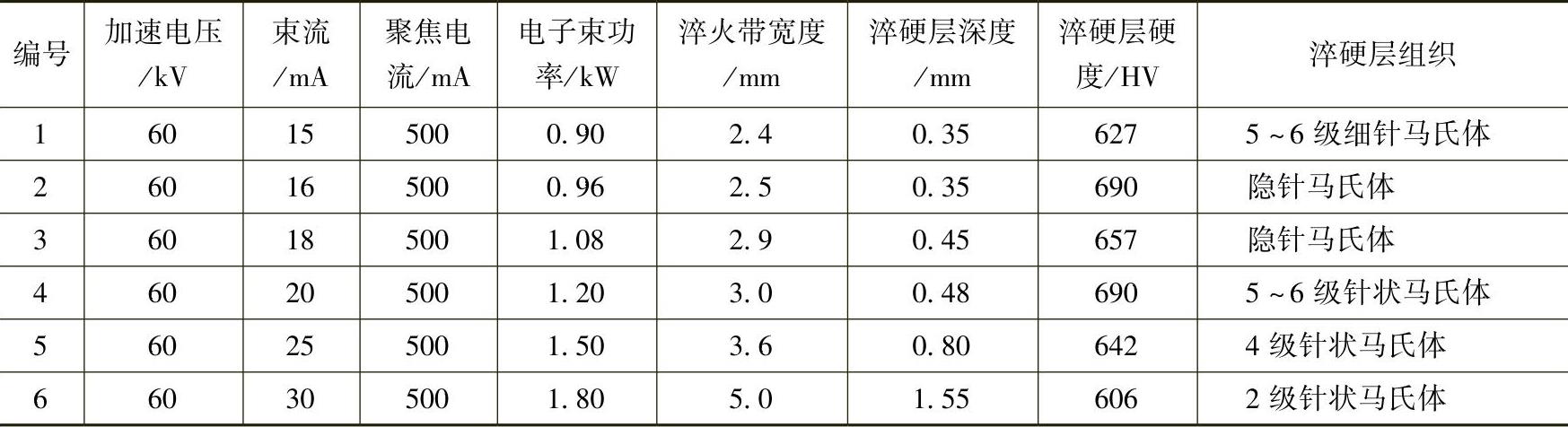
部分模具钢的电子束表面熔凝处理工艺参数见表12-38。模具钢经电子束熔凝处理后,材料表面的碳化物大部分溶解,快速凝固后使原来呈较大颗粒分布的碳化物变得细小均匀,而基体转变为细小的隐针马氏体,从而提高模具材料性能与寿命。
表12-38 部分模具钢电子束表面熔凝处理工艺参数

3.模具的离子注入技术
离子注入是在真空中将预先选择的元素的原子离子化后,经高压电场加速,使离子获得很高能量后打入材料中的物理过程。利用离子注入的方法,可获得高度的饱和固溶体、亚稳相、非晶态和平衡态合金等不同组织的结构,从而改善制件的表面力学性能。该技术已在模具的表面处理上获得了突出效果,其不足之处有离子注入层较薄、小孔处理困难、设备复杂昂贵等。
(1)技术特点 由于离子注入后既不改变模具的几何尺寸,又能形成与基体完全结合的表面合金。同时,由于大量离子(N离子、C离子、B离子、Ti离子、Cr离子、Ni离子、Mo离子、S离子等)的注入可使模具表面产生明显的硬化效果,大大降低摩擦因数,显著地提高模具表面的耐磨性、耐蚀性,以及抗疲劳与抗氧化等性能。
(2)主要工艺参数 离子能量(即离子源的加速电压)通常为30~200keV;离子注入剂量通常为1015~1018离子/cm2。
(3)应用 该技术用于处理冲裁模、拉丝模、挤压模、拉深模、塑料模(尤其是注射模)等,平均寿命提高2~10倍。塑料成形模、冲压模具等经离子注入后,使用寿命成倍提高。
1)离子注入在拉丝模上的应用,不仅保持了模具的精度,而且延长了模具的寿命。如拉丝模经离子注入后,可降低拉丝模与金属丝之间的摩擦因数,降低拉动金属丝的拉力,且拉出来的金属丝表面光滑,可使拉丝模的寿命提高2~12倍。
2)计算机电磁线圈塑胶架模具,经金属离子注入处理后,效果优于美国和新加坡类金刚石镀膜(DLC)的处理技术。不仅使用寿命由原来的48h增至450h,同时提高了产品的一次合格率,大幅度减少维修次数。
3)向GCr15轴承钢模具表面注入N离子至3×1015离子/cm2(注入剂量)时,显微硬度可达到1100HV,耐磨性能可提高3~5倍。我国生产的各类冲裁模和压制模一般寿命为2000~5000次,而英、美、日本的同类产品(模具)采用离子注入技术后寿命达50000次以上。
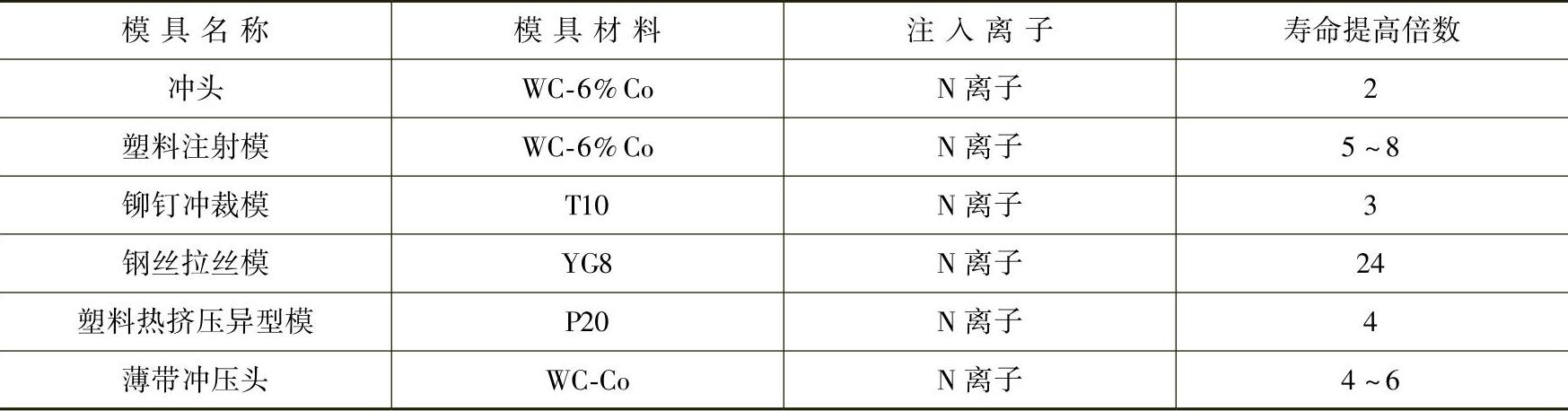
4)离子注入在模具上的应用见表12-39。
表12-39 离子注入在模具上的应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






