堆焊是一种熔焊工艺,它是借助焊接手段对金属材料进行厚膜的表面改性,即在表面熔覆一层或几层具有特定性能(耐磨、耐热、耐蚀等)的材料。这些材料可以是金属、合金、陶瓷等。因此,堆焊有耐蚀堆焊、耐磨堆焊、堆积层堆焊和隔离层堆焊之分。堆焊也用于修复模具等,其许多表面缺陷都可以通过堆焊进行消除。
(1)堆焊技术的优点
1)堆焊层与基体金属的结合是冶金结合,结合强度高,抗冲击性能好。
2)堆焊层金属的成分和性能调整方便。
3)堆焊层厚度大,一般堆焊层厚度为2~30mm。
4)节省成本,当模具的基体采用普通材料制造、表面用高合金堆焊时,可节约大量贵重金属。
5)在模具维修过程中,对受损模具的表面加以堆焊修补,可以大大延长模具寿命。
(2)模具常用堆焊技术 模具常用堆焊技术包括电渣堆焊、等离子弧堆焊、焊条电弧堆焊、火焰堆焊等。
1)堆焊用材料如下:(www.daowen.com)
①堆焊用合金。分为铁基、碳化钨、铜基、镍基及钴基堆焊合金五类。常用的钴基堆焊合金在650℃以上仍保持较高的强度和硬度,它们有着高的高温蠕变强度、一定的耐蚀性和优良的抗黏着性能,适合于热锻模等的堆焊。
②堆焊用金属。金属堆焊技术是选用高热硬性(对热作模具)、高硬度、高耐磨性(对冷作模具)的堆焊金属,在模具易疲劳变形部位,堆焊上一定厚度的合金钢,因此堆焊时应根据模具的不同要求选用合适的焊条,如锰钼钢焊条、锰铬硅焊条等。对于3Cr2W8V钢热锻模堆焊可选用3CrWSi焊条。
2)电渣堆焊技术。它是利用电流通过液体熔渣所产生的电阻热作为热源,使填充金属熔覆在基材表面的堆焊方法。电渣堆焊的特点是熔覆速度快,一次可堆焊很厚的堆焊层,可采用实心焊丝、管状焊丝、板状或带板进行堆焊,适用于堆焊厚度较大(15~90mm)、表面形状简单的大中型模具。
3)等离子弧堆焊技术。它是利用联合型或转移型等离子弧为热源,将焊丝或合金粉末送入等离子弧区进行堆焊的工艺方法。等离子弧堆焊主要适用于质量要求高、批量大的模具零件的表面堆焊,如用于模具刃口等耐磨零件的表面堆焊,以提高表面强度和耐磨性。
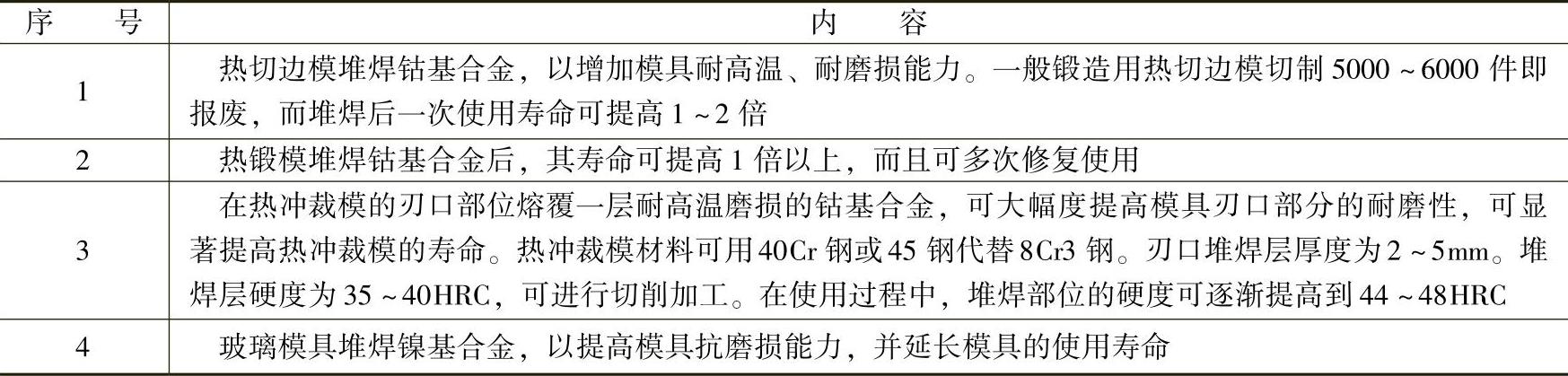
(3)堆焊技术在模具上的应用 堆焊技术在模具上的应用较广,具体应用实例见表12-30。
表12-30 堆焊技术在模具上的应用实例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





