
模具的镀金属技术,即表面覆层技术的应用,不仅可以提高模具的耐蚀性,同时还能够提高模具的硬度与耐磨性。模具常用的镀金属技术有电镀、电刷镀、化学镀和热浸镀等。
1.模具的电镀表面强化技术
电镀是一种用电化学方法在镀件表面上沉积形成金属和合金镀层的工艺方法。镀硬铬是应用较多的一种,又称耐磨镀铬、工业镀铬。在一定条件下沉积的铬镀层具有很高的硬度(900~1200HV)和耐磨性,并有较好的耐热性、耐蚀性。由于电镀温度低,不会引起模具畸变,有利于复杂模具的型腔强化。此工艺在拉深模、塑料模、橡胶模、玻璃模中应用较多,也可以用于模具修复。该技术对深型或圆角小的模具及经受急冷急热的热作模具效果不佳。
(1)电镀工艺规范 电镀一般包括镀前预处理、电镀及电镀后处理三个阶段。镀硬铬的工艺规范见表12-27。
表12-27 镀硬铬的工艺规范

(续)

模具电镀后宜及时进行除氢应力处理,可在400~530℃保温1~2h,以避免氢脆的产生。
(2)应用 模具经电镀后,外观漂亮,具有优良的耐蚀性和耐磨性,且使用寿命延长。例如,胶木模进行镀铬处理后模具寿命由原来的2000件提高到8000件。
2.模具的刷镀表面强化技术
刷镀又称电刷镀或选择性电镀,它是在模具的表面需要镀覆的部位快速沉积金属镀层的技术,可在常温和无镀槽条件下快速沉积金属。刷镀可提高模具型腔表面的硬度、耐磨性及抗咬合性,还可以修复模具型腔表面的局部划伤、拉毛沟槽、蚀斑和磨损等。修复后模具表面的耐磨性、硬度和粗糙度等均可达到原来的性能指标。
(1)刷镀技术的原理与特点 刷镀是在槽镀技术上发展起来的,基本原理同电镀,也是电化学反应。刷镀是使阳极(镀笔)与模具(被镀件)发生相对运动,从而使镀液中的金属沉积在模具表面上。刷镀的镀速快,是一般槽镀的5~20倍。刷镀设备简单,操作方便,用一套设备可以在多种基材上镀覆不同的镀层,并可在现场流动作业,特别适用于大型模具的修复和局部的镀覆等。
(2)一般工艺流程 表面修整与清洁→电解脱脂→水洗→活化→镀过渡层→镀工作镀层→镀后处理。
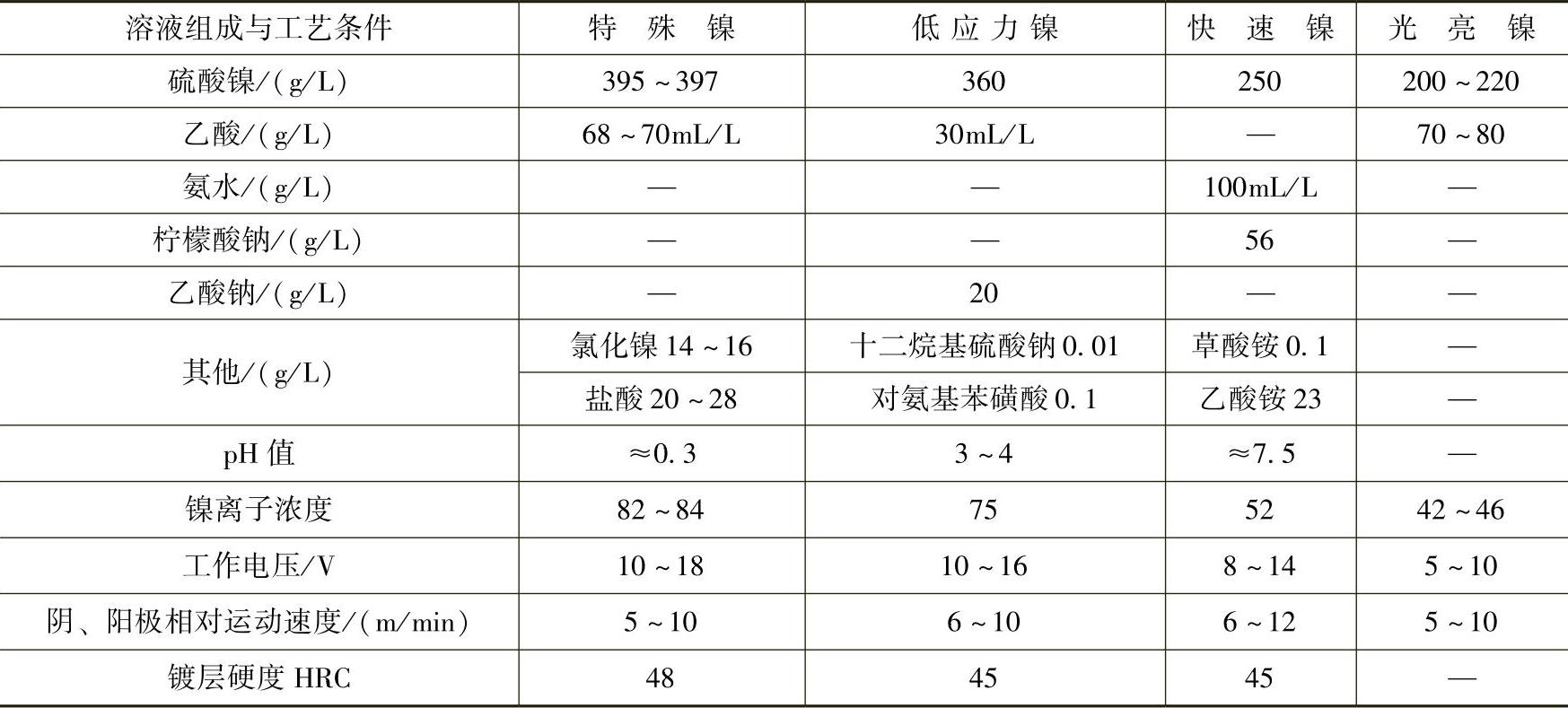
(3)镍刷镀液的组成与工艺规范 刷镀主要工艺参数有电源极性、镀笔与模具的相对运动速度和刷镀工作电压等。在刷镀的整个过程中,模具和镀液都应在30~50℃下进行操作。镍刷镀液的组成与工艺规范见表12-28。
表12-28 镍刷镀液的组成与工艺规范(www.daowen.com)
(4)刷镀技术的应用 刷镀对塑料模具、热作模具、冷作模具、铸铁模具都有较好的应用效果。可使热作模具(如热锻模)表层有较高的热硬性、耐磨性和抗氧化能力,提高模具寿命50%~200%;用于冷作模具可以提高表面硬度和抗黏着性能;塑料模具在服役过程中型腔出现的麻点、蚀孔、划痕、剥落和棱角磨损等损伤缺陷,均可以通过刷镀技术进行修复。
实例 电动机轴孔冲裁模的刷镀修复处理。电动机轴孔冲裁模材料为Cr12钢,其下模刃口加工超差0.1mm,淬火后进行尺寸修复。首先用特殊镀镍打底层,无电擦拭3~5s,模具零件接负极,工作电压为18~20V,闪镀3~5s,然后工作电压降至15V,阴阳极相对运动速度为10~15m/min,镀层厚度为2mm;然后镀镍钨-D(在镍钨合金镀液的基础上加入少量的硫酸钴及其他添加剂组成的刷镀液)为工作层,工作电压为10~15V,阴阳极相对运动速度为6~20m/min。镀层厚度达到规定尺寸即完成模具的修复。
3.模具的化学镀表面强化技术
化学镀是不加外界电流,在金属表面的催化作用下经控制化学还原法进行的金属还原过程,也就是金属离子获得从镀液中的化学反应中产生的电子,在模具表面还原沉积形成镀层的过程。模具多采用Ni-P化学镀方法,其基本原理是以次亚磷酸盐为还原剂,将镍盐还原成镍,同时使镀层中含有一定量的磷,沉积的镍膜具有自催化性,可使反应继续进行下去。
采用Ni-P化学镀的模具,既能提高模具表面的硬度和耐磨性,又能改善模具表面的自润滑性能,降低摩擦因数,提高模具表面的抗擦伤能力及耐蚀性等。化学镀适合于冲裁模、挤压模、塑料成形模、橡胶成形模等。化学镀已经在多种模具上获得了应用,模具热磨损超差不太大、热裂纹不太深时,还可起到修复作用,可使模具寿命提高1倍以上。
实例1 Cr12MoV钢制圆筒件拉深模的化学镀Ni-P合金强化处理。
1)拉深模的工作条件。被拉深的工件材料是经过退火处理的20钢。模具的前加工处理是球化退火和淬火、回火处理,硬度为60~63HRC,用线切割机床加工成形后进行镀Ni-P合金化处理。
2)化学镀Ni-P合金处理。镀液基本成分及参数:氯化镍28g/L,pH值为5.5;乙酸钠5g/L,镀液温度85℃;次磷酸钠10g/L,沉积时间6h;柠檬酸钠12g/L。镀后进行380~400℃×2~3h的时效处理。
拉深模经化学镀Ni-P合金处理后,硬度为60~64HRC,摩擦因数低,磨损量小,模具使用寿命可达9万件,而未经镀Ni-P合金处理的只有2万件。
实例2 冲压8~12mm厚Q235钢板的T10A钢制冲孔模冲头(见图12-18),在硬度为50~54HRC使用时,冲头寿命一般在1000次左右;改进后,将模具进行化学镀Ni-P合金,可使冲头寿命提高4倍,具体见表12-29。该工艺还可用于因尺寸超差而报废的凸模(冲头),可使寿命再提高1倍以上。
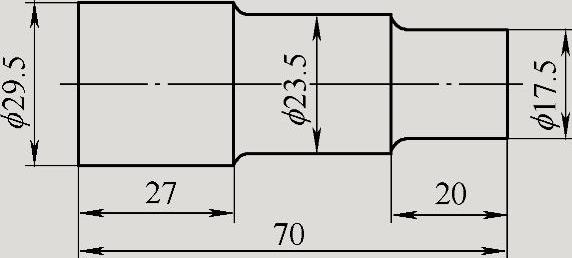
图12-18 T10A钢冲头
表12-29 化学镀镍-磷合金凸模的寿命(单位:件)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






