喷丸强化处理利用大量弹丸高速撞击经热处理后的模具表面,使其产生强烈冷作硬化。通过喷丸可明显改善金属表层的应力状态、显微硬度、表层的微观形貌和相成分,从而提高模具的疲劳强度、抗冲击磨损及抗应力腐蚀性能。喷丸可改善模具的表面质量,并有效地去除电加工产生的表面变质层。据有关统计分析,合理的喷丸强化处理可提高模具寿命33%以上。
对表面粗糙度和尺寸公差无严格要求的大型模具(如热锻模、压铸模),可采用ϕ0.5~ϕ1.2mm的铸钢丸,以获得较高的喷丸强度;反之,可采用较小的玻璃丸或陶瓷丸(ϕ0.15~ϕ0.35mm),以保证有足够的喷丸强度并满足低的表面粗糙度值的要求。
喷丸强化技术简单易行,节约能源,适用于落料模、冷镦模和热锻模等以疲劳失效形式为主的模具。如热锻模服役时,要经受弯曲和热膨胀,常因局部屈服而导致显微裂纹产生,喷丸处理可产生表面压应力,能推迟显微裂纹的形成,从而延迟模具表面龟裂的发生。
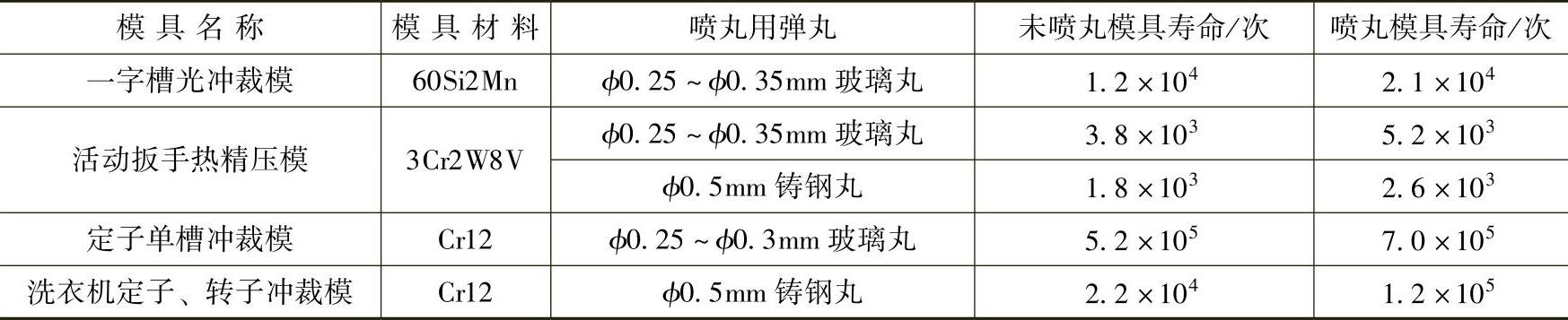
喷丸强化对模具疲劳寿命的影响见表12-26。
表12-26 喷丸强化对模具疲劳寿命的影响(www.daowen.com)
模具在电火花线切割后,不经喷丸、研磨加工、回火,直接装配使用时易出现崩刃、折断和破裂现象。即使不出现这些现象,模具寿命一般也不高。采用陶瓷或玻璃珠喷丸强化电火花线切割的模具时,若玻璃珠直径为40~63μm、流量为300g/min、喷射距离为100mm、喷射角为45°、喷射压力为0.5MPa,则可去除表面的电火花加工白硬层,改善切割层的硬度与应力分布状态。同时,模具的表面粗糙度可由Ra0.4μm降至Ra0.2μm,表面拉应力全部转化为压应力,使其硬度和疲劳强度提高,摩擦因数降低,从而延长模具的使用寿命。
实例 Cr12钢制洗衣机电动机的定、转子落料冲裁模,在经淬火、回火处理和线切割加工后直接使用时,常发生疲劳开裂和磨损失效,一次刃磨寿命只有1.2万~3.2万次;改用在电火花加工后增加一道喷丸强化处理(采用离心抛丸机,转速为1400r/min,时间为3min,钢丸直径为0.5mm)后,改善了线切割加工落料模表层的性能,一次刃磨寿命可提高到11.5万次。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





