TD覆层处理技术,即熔盐渗金属(渗钒、渗铌和渗铬等)技术,它是在一定温度下(850~1050℃)将模具置于硼砂熔盐及其特种介质中,通过特种熔盐中的金属原子和模具材料中的碳、氮原子发生化学反应,在模具表面形成一层5~20μm的V、Nb、Cr、Ti等金属碳化物层。该覆层具有极高的硬度,硬度可达3200HV左右,具有极高的耐磨、抗咬合、抗热黏着、耐蚀性等性能,覆层致密、光滑,与基体冶金结合,可进行多次反复处理,是目前解决冷成形模具拉伤问题最有效而经济的方法之一,可提高模具寿命几倍至几十倍。TD法主要用于要求耐磨的各种热作模具和冷作模具。
(1)TD覆层处理工艺流程 前处理→回火→清洗→检验→TD处理→淬火→回火→调整公差→后处理。小型模具的预热温度为520℃,较大模具的预热温度可适当提高。TD处理温度为850~1050℃,熔盐渗金属(浸渍)时间根据模具材料来选择,通常小型模具浸渍时间为7~8h,大型模具浸渍时间为12~14h。在完成浸渍后,将模具进行盐浴淬火,通常在500℃的盐浴中冷却,然后将模具取出,缓冷至60~70℃,即完成淬火工序。测定模具表面温度,在表面温度为60~70℃时必须及时进行回火。
(2)盐浴配比 TD法的盐浴配比见表12-23。
表12-23 TD法的盐浴配比

①T8A钢,TD处理温度为1000℃,保温6h。
②T12A钢,TD处理温度为1000℃,保温5.5h。
(3)TD覆层处理的模具材料 模具材料通常采用w(C)>0.3%的铬钢,如Cr12Mo1V1、Cr12MoV、Cr5Mo1V,以及日本的SKD11、SKD12、SLD、DC53,美国的D2、A2、D3,瑞典的XW-41、XW-42、XW-10、XW-5等。(www.daowen.com)
(4)预处理要求 TD处理前模具工作面的表面粗糙度Ra≤0.8μm。TD处理前必须进行淬火。
(5)模具尺寸 受TD处理设备和成本的限制,国内通常加工500mm×1000mm以内的模具,超过此尺寸一般采取镶块结构。
(6)TD技术的应用 TD技术广泛应用于汽车制造等行业的拉深、弯曲、翻边、冷镦、冲裁、冷挤压等冷作模具,用于解决各类磨损所引起的拉伤及磨损超差的问题。TD技术在模具上的应用见表12-24。
表12-24 TD技术在模具上的应用
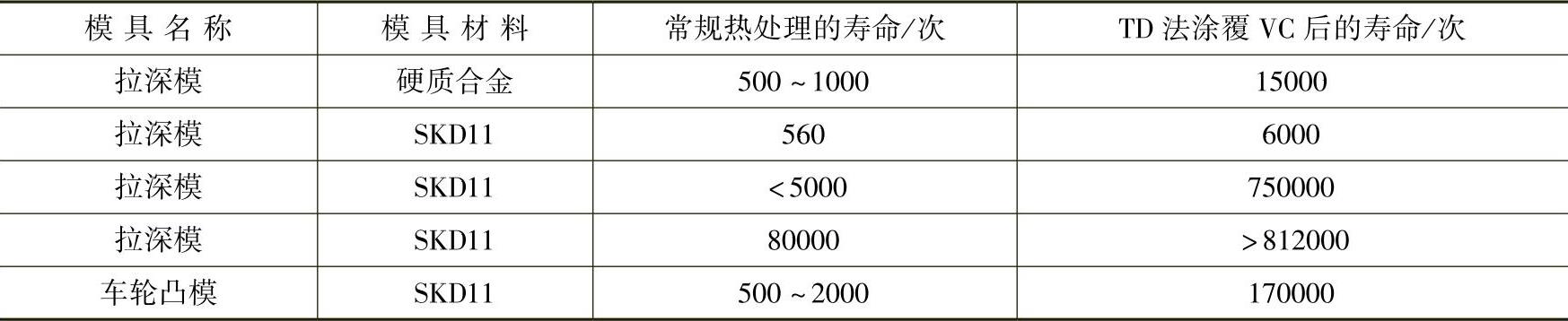
注:本表中钢牌号SKD11为日本牌号,相当于我国的Cr12MoV钢。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





