现在越来越多的零部件(如汽车车身部件、大型家用电器制品)通过塑料模具成型。大型塑料模具通常采用预硬化钢制造。这类钢在钢厂就已经过热处理,供货状态的模块整个截面强度均匀。德国40CrMnNiMo8-6-4(1.2738)钢非常适用于制造大型模具,该钢淬透厚度可达1000mm,即使是带深腔的模具也可以获得合适的硬度和强度。化学成分与其相似的40CrMnMo7(1.2311)钢,可制造最大厚度达400mm的模具。如果模具加工量大,则可采用含硫40CrMnMo8-6(1.2312)易切削模具钢。其他大型塑料模具钢有718(3Cr2NiMo)、P20(3Cr2Mo)、P20BSCa等。
塑料模具钢钢锭锻后需进行去氢退火处理,然后加工为大型模块,再进行预硬化处理。
(1)大截面40CrMnNiMo8-6-4(1.2738)钢模块调质处理
实例 大截面1.2378钢锻制模块,外形尺寸为1.2m×1.1m×2.5m和1.2m×1.3m×2.8m,单件质量为26~35t。热处理技术要求:热处理后6个面硬度均为34~37HRC,心部硬度≥32HRC。
1)淬火与回火技术。淬火前借助计算机模拟软件,按照心部不产生珠光体转变的临界冷速,初步确定模块淬火时表面冷速和返温(即温度回升)温度,以及冷却时间等参数,以达到整体淬硬的目的。在实际淬火过程中,采用可同时满足以下三个方面的方法:①大模块6个不同截面进行间歇式喷雾淬火;②6个面均达到模拟的表面冷却温度要求;③达到模块的心部冷速大于模拟临界冷速,从而使其在整个截面内形成马氏体和贝氏体转变。
首先,将喷雾淬火机床进行改造,实现6个不同截面立体喷雾淬火。喷雾参数的水压、风压均设定为0.1MPa,通过控制喷雾时间来控制各个不同截面的冷却情况。
大模块淬火工艺曲线如图10-1所示。按照计算机模拟的心部淬火所需的冷速要求,制订整个冷却工艺过程。总体冷却时间为6~7h,各个面根据现场各个面返温温度情况,每隔15~20min进行一次调节,各个面喷雾3~5min或吹风冷却。用手持远红外测温仪进行监控,并及时微调。大模块回火工艺曲线如图10-2所示。
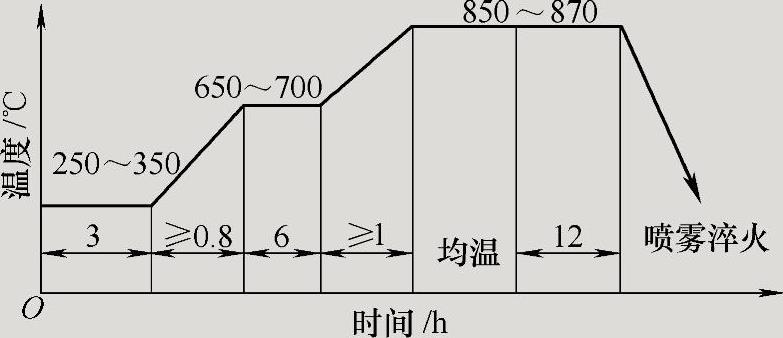
图10-1 1.2378钢大模块淬火工艺曲线
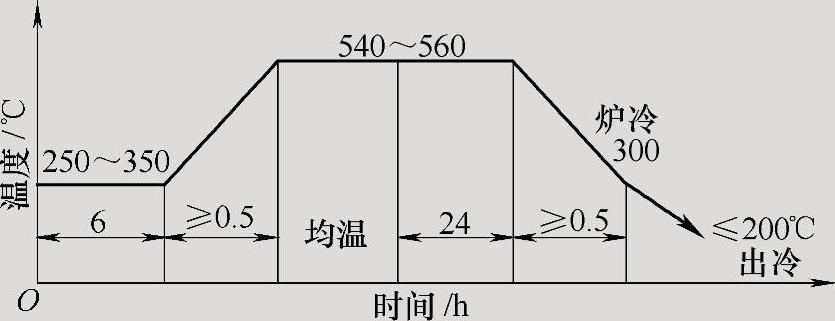
图10-2 1.2378钢大模块回火工艺曲线
2)硬度检验。采用以上工艺制造的模具,通过表面和截面的硬度检验均满足其技术要求。
(2)40CrMnMo8-6(1.2312)钢 该钢是德国布德鲁斯1.2312钢,属于预硬塑料模具钢。该钢易切削、抛光和电蚀加工,供货状态为预硬态,硬度为290~330HBW。该钢可用于制造大型长寿命塑料注射模,如汽车保险杠、大型家用电器制品等的模具。
(3)3Cr2NiMo(718)钢及其热处理(www.daowen.com)
实例 东北特殊钢集团生产718塑料模具钢大模块尺寸为2540mm(长度)×1320mm(宽度)×810mm(厚度)。热处理采用水-空交替淬火冷却技术。技术原理(见图10-3):首先利用风冷对大模块进行预冷(A阶段);然后喷水冷却使表面快速降低到718钢的Ms点以下(B阶段),这样可以获得最快冷却速度,从而发生马氏体相变;再利用风冷和雾冷慢速冷却,当表面温度回升至500℃左右时,表面已形成的马氏体得到自回火,重复这个过程,直至心部冷却到贝氏体点以下(C阶段),以形成贝氏体组织。
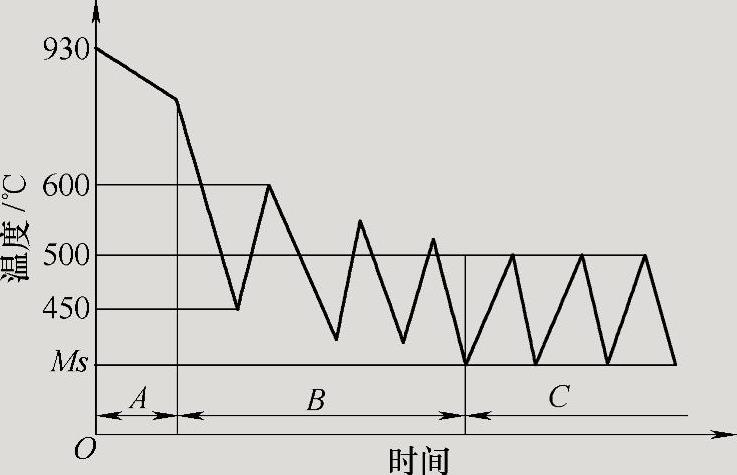
图10-3 718钢的水-空交替淬火冷却工艺曲线
根据718钢的奥氏体连续冷却转变图,其淬火马氏体比贝氏体的硬度高100HV,但经600℃高温回火,两者的硬度就趋于一致,相组成都变成粒状碳化物分布于铁素体基体中。最终大模块硬度为33.6~35.8HRC,硬度差≤3.2HRC,完全满足技术要求。
(4)P20钢大模块的预硬化处理
实例 P20钢大模块外形尺寸510mm×1350mm×3000mm,单件质量为16t。
1)大模块热处理。锻造大模块经台车式电阻炉加热到860℃并保温后,在46℃的w(UCONE)为15%的水溶液中冷却约3h,最后进行560℃回火。
2)检测模块的表面硬度为30HRC、32HRC(锤击式布氏硬度计测试后换算值),距离长度700mm截面上不论在1/2宽度还是1/2厚度方向上的表面与心部硬度差均在3HRC以内(厚度方向采用HR-150DT型洛氏硬度计测试,宽度方向采用HBE-3000型布氏硬度计测试,再换算成洛氏硬度),完全满足技术要求。
(5)P20BSCa钢及其热处理 该钢是大截面易切削预硬化钢,是P20钢的衍生品种,具有很高的淬透性,有效直径或截面厚度为600mm的模块可以淬透,且淬火回火后心部硬度可达33HRC,完全可以满足大截面塑料模具的需要(预硬硬度要求30~35HRC),特别适合于制造大型或超大型塑料模具。
1)预备热处理为锻后球化退火:830~850×2~3h加热,炉冷至720~730℃等温4~6h,炉冷至500℃出炉空冷,退火硬度≤229HBW。
2)井式炉加热淬火。880~900℃×2tmin加热后,油淬,油冷至200℃左右出油空冷,淬火后硬度为50~52HRC;650℃回火,硬度为33~35HRC。
3)应用。P20BSCa钢用于制作洗衣机内桶塑料成型模、电冰箱内腔塑料成型模,以及全塑汽车覆盖件成型模等,外形尺寸均在600mm以上,甚至更大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






