为了降低模具制造成本,不少大型模具采用铸铁制造,如汽车表面覆盖件拉延模的常用材料有:国产的HT300、QT600-3、MoCr及MoV(合金)铸铁等,日本的FC250、FCD500、KSCD800Ⅰ、TGC600等,德国的GG25、GG50、GG60、GGG70L等,美国通用汽车公司的GM238、GM241、GM338M等。国内外模具用铸铁对照见表10-1。
表10-1 国内外模具用铸铁对照

实例1 汽车大型覆盖件拉延成形模具材料及其热处理。
1)模具材料。模具外形尺寸达5~6m,模具单件质量达20~30t,常用灰铸铁、球墨铸铁、合金铸铁或铸钢制造。大型汽车覆盖件模具由凸模、凹模和压料圈等多个零件组成。根据每套模具的冲压功能、服役条件、被成形板材性能和生产批量不同,选用不同材料。一般来说,对小型和小批量生产用模具,德国一般选用灰铸铁GG25和铸钢GS(ZG25铸钢)制造;大型高精度长寿命和大批量生产用模具,一般选用灰铸铁GG25V和球墨铸铁GGG60、GGG70、GGG70L制造。部分德国铸铁化学成分见表10-2。
表10-2 部分德国铸铁化学成分

2)热处理。对汽车覆盖件拉延模而言,模具材料的耐磨性至关重要。铸铁,尤其是球墨铸铁经过渗氮处理后具有很高的疲劳强度、耐磨性和抗咬合性。(www.daowen.com)
汽车覆盖件拉延模的离子渗氮,采用德国MPT公司生产的大型自动控制脉冲电源离子渗氮炉,炉膛直径有1400mm和3000mm两种规格。
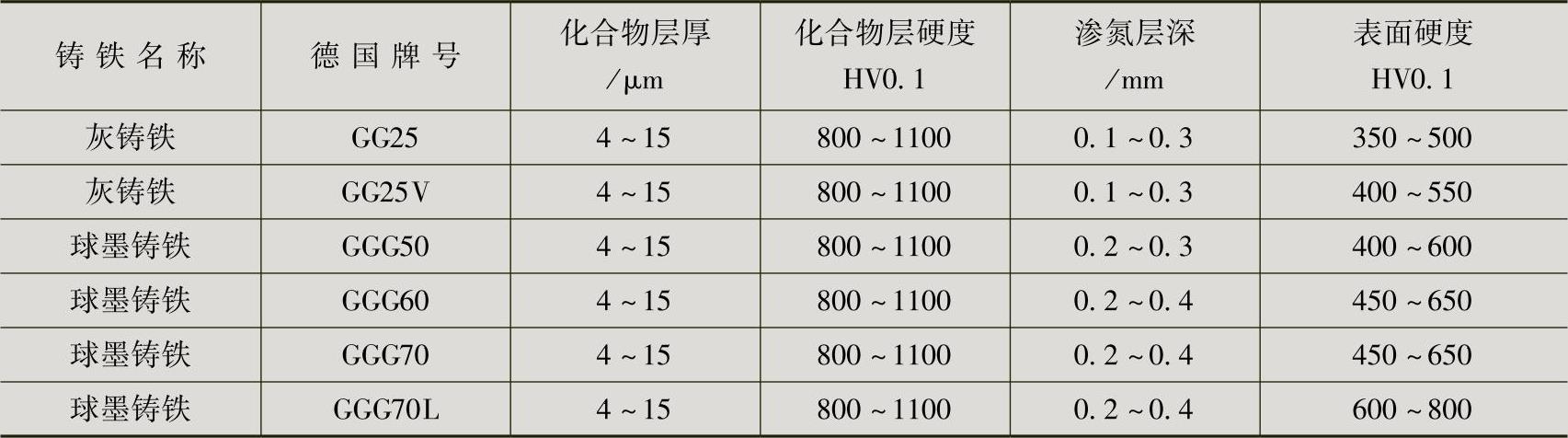
铸铁与钢的离子渗氮工艺基本相同,但是根据铸铁材料离子渗氮的特点,所采用的离子渗氮技术也有它自身的特点。大型铸铁模具离子渗氮温度为520~560℃,保温时间为12~24h。离子渗氮采用氮(气)氢(气)混合气或氨气。铸铁模具要求高耐磨性时,采用含氮气60%~90%(体积分数)的氮氢混合气;模具要求高精度长寿命时,采用含氮气10%~30%(体积分数)的氮氢混合气或氨气。几种常用铸铁材料离子渗氮效果见表10-3。
表10-3 几种常用铸铁材料离子渗氮结果
实例2 高强度球墨铸铁及其热处理。模具采用高强度球墨铸铁制造,不仅具有高的强度,而且在服役过程中,球墨铸铁能够浸入润滑油,其组织中的石墨也具有自润滑作用,两者能够有效地减轻拉深过程中的摩擦作用。高强度球墨铸铁采用双介质延迟冷却马氏体等温淬火工艺,可以获得较高的强度和韧性,硬度可达55~58HRC。
1)双介质延迟冷却马氏体等温淬火。先将模具缓慢预热,再加热到880~900℃,保温后先在空气预冷,然后用盐水淬冷至550℃左右,即转入油冷,当模具冷至250℃左右,放入180~200℃的热油中,等温保持2~3h,再将油温降至170℃左右等温5~7h,最后出油空冷。模具硬度为55~58HRC。
2)应用。该材料与热处理技术用于制造大型拉深件、汽车覆盖件的拉深模具,可获得较好的使用效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







