实例1 45钢、调质预硬钢P20(3Cr2Mo)钢制塑料模的真空碳氮共渗。
1)真空碳氮共渗。采用WZST-45型双室真空渗碳淬火炉,其工艺曲线如图8-4所示,碳氮共渗温度为(850±10)℃,预冷至(740±10)℃,并均温后出炉油淬,压力为100~800Pa,共渗气氛采用乙炔和氨气混合气。装炉情况:模具尺寸为260mm×200mm×25mm,数量5块;240mm×180mm×20mm,数量5块;210mm×150mm×30mm,数量5块。共计装炉15块,质量共计约150kg。
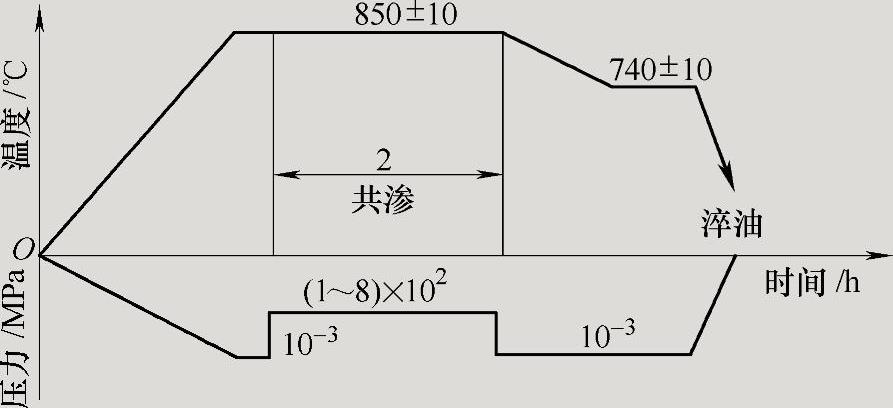
图8-4 45钢、P20钢模具的真空碳氮共渗工艺曲线
2)效果。45钢模具碳氮共渗油淬后,外观呈均匀的银灰色。45钢及P20钢模具的硬度可达到62HRC以上,提高了表面硬度,可使P20钢制模具进入高寿命状态。45钢渗碳层深度为0.53~0.56mm,有助于提高45钢模具表面性能与使用寿命。
实例2 精密密封橡胶模和精密热塑性塑料模的热处理。(www.daowen.com)
原来选用45、40Cr、T8A等钢制造两种模具,采用调质(硬度为28~32HRC)+镀铬工艺进行处理。使用过程中出现硬度低、易磨损、粗糙度值高、型腔表面出现凹坑、麻点及变形等缺陷,导致橡胶与塑料制品的外观质量较差,模具寿命低。
改用38CrMoAl钢制造模具,并采用调质+氮碳共渗工艺,虽然模具寿命高于45钢的2~3倍,但材料的切削加工性差,影响产品外观质量。因此,改用5CrNiMnMoVSCa(5NiSCa)钢制造两种模具。5NiSCa钢属于易切削预硬化模具钢,淬透性与强韧性好,其热处理工艺如下:
1)球化退火:760℃×2h加热,炉冷至660℃保温6h,退火硬度≤230HBW。
2)调质(预硬)处理。880~920℃×1tmin盐浴加热淬火,根据模具大小选用油冷或空冷,硬度为60~62HRC;550~650℃高温回火,硬度为35~45HRC,在此硬度下具有良好的切削加工性能和抛光性能。
采用5NiSCa钢制精密密封橡胶模具,其寿命达0.9万~1万件,比45制造模具的寿命提高3倍以上。采用5NiSCa钢制精密热塑性塑料模具,如L310透明窗模具,使用寿命超过50万件,而进口P20钢制同类模具的寿命仅为20万件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






