【摘要】:渗碳型塑料模具钢模具的热处理工艺要求见表8-3。表8-3 渗碳型塑料模具钢模具的热处理工艺要求实例1 0Cr4NiMoV钢冷挤压成形塑料模具的热处理。1)预备热处理。模具经930℃×6h渗碳后降温至860℃,保温2h后出炉,直接入油淬火;200℃×3h回火。碳氮共渗及淬火回火规范 碳氮共渗加热温度为840~860℃,出炉后直接油淬,硬度≥60HRC。
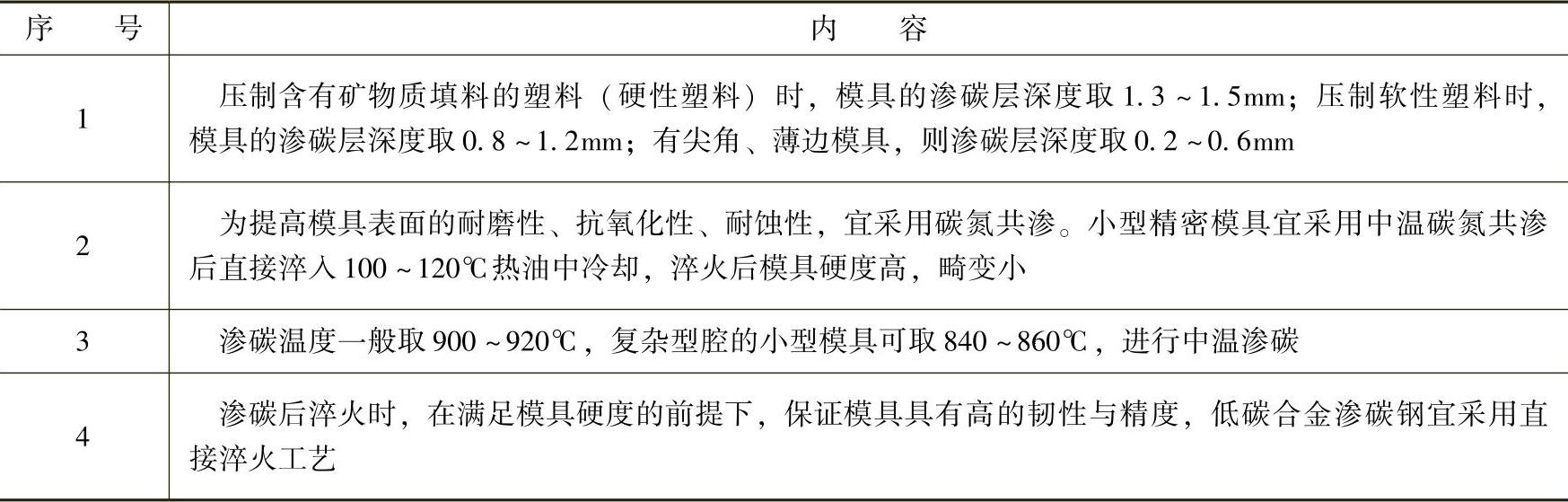
该类钢制作的模具可以采用冷挤压方法,用淬硬的凸模在渗碳模具钢制品上直接压制出模具型腔,可省去型腔的切削加工。模具加工成形后经渗碳、淬火及低温回火,使表面具有高硬度、高耐磨性而心部保持高强韧性,从而避免模具发生早期磨损和脆性断裂失效。渗碳型塑料模具钢模具的热处理工艺要求见表8-3。
表8-3 渗碳型塑料模具钢模具的热处理工艺要求
实例1 0Cr4NiMoV(LJ)钢冷挤压成形塑料模具的热处理。
1)预备热处理。模坯退火:880℃×2h加热,炉冷至600~650℃出炉空冷。退火后硬度为80~105HBW,塑性较好,冷挤压成形后进行渗碳处理。
2)渗碳与淬火、回火。模具经930℃×6h渗碳后降温至860℃,保温2h后出炉,直接入油淬火;200℃×3h回火。回火后硬度为60HRC,模具热处理畸变小,使用效果很好,寿命较长。
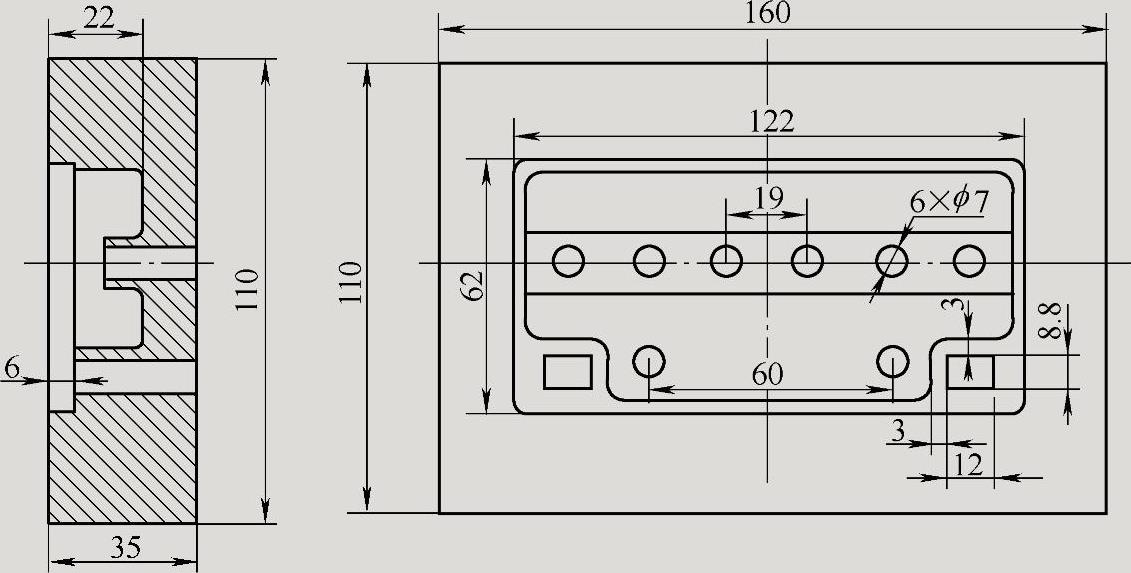
实例2 塑料注射模型腔零件(见图8-1),材料为12CrNi3钢,生产批量为中批量(30万件),注塑材料为聚苯乙烯(PS),要求渗碳或碳氮共渗热处理。
 (www.daowen.com)
(www.daowen.com)
图8-1 12CrNi3钢制塑料注射模型腔零件
(1)渗碳及淬火、回火工艺规范
1)渗碳。渗碳温度为900~920℃,罐冷。
2)淬火。淬火加热温度为760~810℃,油冷,硬度≥60HRC。
3)回火。回火温度为160~180℃,表面硬度为58~62HRC,心部硬度为26~40HRC。
(2)碳氮共渗及淬火回火规范 碳氮共渗加热温度为840~860℃,出炉后直接油淬,硬度≥60HRC。回火温度为160~180℃,表面硬度≥58HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






