预硬型塑料模具钢是由钢厂在供货前已经进行了热处理(如调质),并达到用户所要求的硬度(如30~40HRC)和使用性能,使用单位可直接加工成模具,不再进行淬火、回火处理就可以直接使用,从而避免了模具热处理畸变与开裂等问题,提高了模具的制造精度。该类钢最适宜制作形状复杂的大、中型精密塑料模具了。
有些预硬化钢在模具加工成形后进行渗氮处理,在不降低模具基体硬度的前提下,提高了模具型腔的表面硬度和耐磨性,延长了模具寿命。
该类钢大体上可分为三类:中碳合金结构钢、预硬型塑料模具专用钢及易切削预硬型塑料模具钢。
1.中碳合金结构钢及其热处理
该类钢代表钢牌号有40Cr、42CrMo及38CrMoAl等,其化学成分见表7-21。中碳合金结构钢经调质处理后具有良好的综合力学性能,适于制作中型塑料模具。该类钢经碳氮共渗处理后,可进一步提高耐磨性与耐蚀性。
表7-21 常用中碳合金结构钢的化学成分

注:w(P)、w(S)均≤0.035%。
(1)40Cr钢 40Cr钢属于中碳调质钢,经适当的热处理后,可获得一定的韧性、塑性及耐磨性。该钢的淬透性高于45钢,适合于高频淬火、火焰淬火等表面硬化处理以及碳氮共渗等,经调质处理后具有良好的综合力学性能。
1)40Cr钢的预备热处理工艺规范见表7-22。
表7-22 40Cr钢的预备热处理工艺规范

2)40Cr钢的淬火与回火工艺规范见表7-23。
表7-23 40Cr钢的淬火与回火工艺规范

3)40Cr钢的调质工艺规范见表7-24。
表7-24 40Cr钢的调质工艺规范

4)应用。40Cr钢适于制作中型塑料模具,可用于拉深模、整形模,也可用于冷挤压冲头、重载冷镦冲头、中小型冲头,以及小型高寿命冷剪切工具等。
(2)42CrMo钢 该钢属于高强度钢,具有高的强度和韧性,淬透性良好,淬火时畸变小,调质处理后具有高的强韧性,并具有较高的疲劳极限和抗多次冲击能力。该钢通常将调质后表面淬火(如感应淬火)作为最终热处理。
1)42CrMo钢的预备热处理工艺规范见表7-25。
表7-25 42CrMo钢的预备热处理工艺规范

2)42CrMo钢的淬火与回火工艺规范见表7-26。
表7-26 42CrMo钢的淬火与回火工艺规范

3)感应淬火与回火。感应淬火温度为890~910℃,乳化液冷却,表面硬度≥53HRC;回火温度为160~180℃,空冷,硬度≥50HRC。
4)亚温淬火强韧化处理。淬火温度为760~780℃,回火温度为550~570℃,硬度为36~38HRC。
5)应用。42CrMo钢适宜制作要求一定强度和韧性的大、中型塑料模具等。
(3)38CrMoAl钢 该钢是常用的渗氮钢和调质型塑料模具钢,属于超高强钢,具有高的耐磨性和疲劳强度,但淬透性不高。该钢有很好的渗氮性能和力学性能,在调质后进行渗氮处理的表面硬度高(850HV以上),耐磨性好,并具有一定的耐蚀性。该钢适宜以预硬状态制造塑料模具(25~40HRC),然后进行渗氮处理。
1)38CrMoAl钢的预备热处理工艺规范见表7-27。
表7-27 38CrMoAl钢的预备热处理工艺规范

2)38CrMoAl钢的淬火与回火工艺规范见表7-28。
表7-28 38CrMoAl钢的淬火与回火工艺规范

3)调质。淬火温度为900~940℃,油冷,硬度≥55HRC;回火温度为600~650℃,回火时间为1~2h,硬度为241~321HBW。
4)气体渗氮。技术要求:硬度>900HV,渗层深度为0.03~0.04mm。气体比例(体积分数):NH390%、载气(RX气)10%。NH3分解率为25%~35%,渗氮温度为530℃,保温时间为25h,表面硬度≥1000HV。
5)应用。38CrMoAl钢适合以预硬状态制造塑料模具(25~40HRC),然后进行渗氮处理。一般在调质及渗氮后使用,适于制作聚氯乙烯、聚碳酸酯等有腐蚀气体及耐磨的注射模等,也适于制作耐磨性、疲劳强度以及尺寸精度要求高的渗氮模具(零件),一般在调质及渗氮后使用。
2.预硬型塑料模具钢及其热处理
该类钢在钢厂经过充分锻打后制成模块、扁钢或圆棒,经过预硬处理至要求硬度(28~40HRC),使用单位可直接切削加工成形使用,避免了模具热处理后的畸变、开裂及脱碳等缺陷的发生,提高了模具的制造精度,对于需要提高模面硬度的模具,可进行火焰淬火或渗氮处理等。目前常用的预硬型塑料模具钢有SM3Cr2Mo、3Cr2MnNiMo等,其化学成分见表7-29。
表7-29 常用预硬型塑料模具钢的化学成分

注:w(P)、w(S)均≤0.030%。
(1)SM3Cr2Mo钢 该钢是一种通用型预硬化塑料模具钢,经调质处理(预硬化硬度为28~35HRC)后可进行机械加工,具有良好的切削加工性和镜面抛光性能。该钢机械加工成形后,型腔变形及尺寸变化小,经渗碳淬火后可提高表面硬度,具有较高的热硬性及耐磨性。
1)SM3Cr2Mo钢的预备热处理工艺规范见表7-30。
表7-30 SM3Cr2Mo钢的预备热处理工艺规范

2)SM3Cr2Mo钢推荐的淬火与工艺规范见表7-31。
表7-31 SM3Cr2Mo钢推荐的淬火与回火工艺规范

3)SM3Cr2Mo钢的预硬化处理工艺规范(调质处理)见表7-32。硬度高于30HRC的模具型腔表面经切削加工并抛光后粗糙度值Ra为0.10~0.05μm,可以达到镜面光亮要求。
表7-32 SM3Cr2Mo钢的预硬化处理(调质)工艺规范

4)化学热处理。该钢经渗碳、渗氮、氮碳共渗或离子渗氮后再进行抛光,表面粗糙度值Ra可降低到0.03μm左右,模具具有较高的耐磨性和硬度,其寿命大大提高。
5)应用。SM3Cr2Mo钢适宜制造大中型、精密、形状复杂的长寿命塑料模具和低熔点合金(如锡、铅、锌)的压铸模等。(www.daowen.com)
(2)3Cr2MnNiMo钢 该钢是国际上广泛应用的预硬化塑料模具钢,是P20钢的改进型新钢种,由P20+Ni熔炼而成。该钢较P20钢具有更高的淬透性、强韧性和耐蚀性,具有很好的抛光性能。用该钢可直接加工成模具,这样既保证大型或特大型模具的使用性能,又避免了热处理引起的模具畸变,其性能优于SM3Cr2Mo钢。该钢经渗氮、渗硼等化学热处理,表面硬度为1000HV,可显著提高模具的耐磨性和耐蚀性,进一步提高模具寿命。
1)3Cr2MnNiMo钢的预备热处理工艺规范见表7-33。
表7-33 3Cr2MnNiMo钢的预备热处理工艺规范

2)3Cr2MnNiMo钢推荐的淬火与回火工艺规范见表7-34。
表7-34 3Cr2MnNiMo钢推荐的淬火与回火工艺规范

3)应用。3Cr2MnNiMo钢适于制作大型、复杂、精密塑料模具,可用于镜面抛光要求的塑料模具。该钢经渗氮或氮碳共渗处理后,可进一步提高塑料模具的耐磨性与耐蚀性能,可以制作低熔点合金,如锡合金、锌合金、铝合金用压铸模具等。
3.易切削预硬型塑料模具钢及其热处理
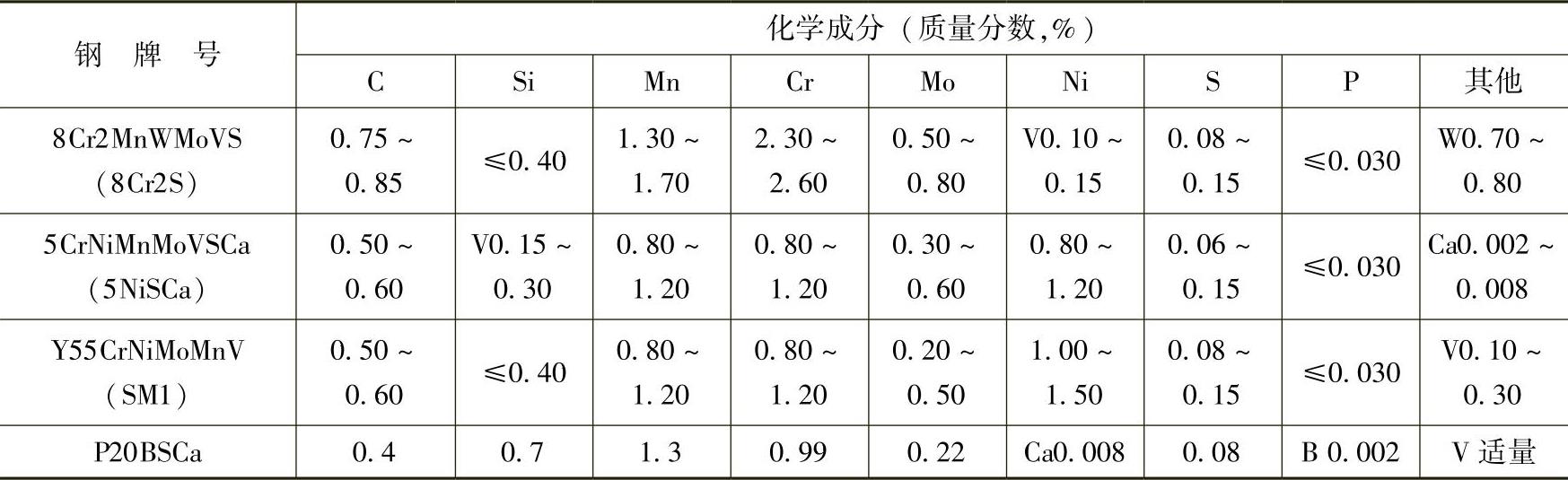
为了改善塑料模用钢的切削加工性,加入S、Ca等元素得到预硬型塑料模具钢,其制成模具后其型腔的表面质量高,在硬度为30~40HRC的预硬状态下直接进行加工,精加工后的模具不再热处理,避免了热处理畸变,如国产的8Cr2MnWMoVS(8Cr2S)、5CrNiMnMoVSCa(5NiSCa)、4CrNiMnMoVSCa(4NiSCa)、Y55CrNiMnMoV(SM1)钢等,适用于制作大、中型精密塑料注射模、胶木模及橡胶模等。
在SM3Cr2Mo(P20)钢基础上发展的易切削预硬型塑料模具钢,国产的有P20SRE、P20BSCa等。
常用易切削预硬型塑料模具钢的化学成分见表7-35。
表7-35 常用易切削预硬型塑料模具钢的化学成分
(1)P20BSCa钢 该钢是大截面塑料模具钢和易切削预硬型塑料模具钢,具有良好的切削加工性、综合力学性能和花纹蚀刻性,其淬透性高,有效直径为600mm的模块可以淬透,且淬火回火后心部硬度可达33HRC以上。
1)预备热处理为球化退火:830~850℃×2~3h加热,炉冷至720~730℃保温4~6h,炉冷到500℃出炉空冷,硬度≤229HBW。
2)淬火与回火。淬火温度为870~880℃,保温时间按1min/mm(盐浴炉)或2min/mm(电阻炉)计算,油冷,淬火硬度为50~52HRC;回火温度为600~650℃,回火后硬度为30~35HRC。
3)应用。P20BSCa钢可作为要求硬度在30~35HRC的大型或超大型、复杂、精密塑料模具,如洗衣机内筒塑料成型模、电冰箱内腔塑料成型模等。
(2)8Cr2MnWMoVS(8Cr2S)钢 该钢为易切削精密塑料成型模具钢,具有良好的切削加工性和镜面抛光性,使模具在加工后可以直接使用。该钢可进行渗氮处理。其热处理工艺简便,淬透性好,空冷淬硬直径为100mm以上,空淬硬度为61.5~62HRC,热处理畸变小。预硬状态硬度为40~45HRC。
1)8Cr2S钢的预备热处理工艺规范见表7-36。
表7-36 8Cr2S钢的预备热处理工艺规范

2)8Cr2S钢的淬火与回火工艺规范见表7-37。表7-38为8Cr2S钢预硬处理工艺规范。
表7-37 8Cr2S钢的淬火与回火工艺规范

表7-38 8Cr2S钢的预硬处理工艺规范

3)提高8Cr2S钢模具寿命的热处理工艺见表7-39。
表7-39 提高8Cr2S钢模具寿命的热处理工艺
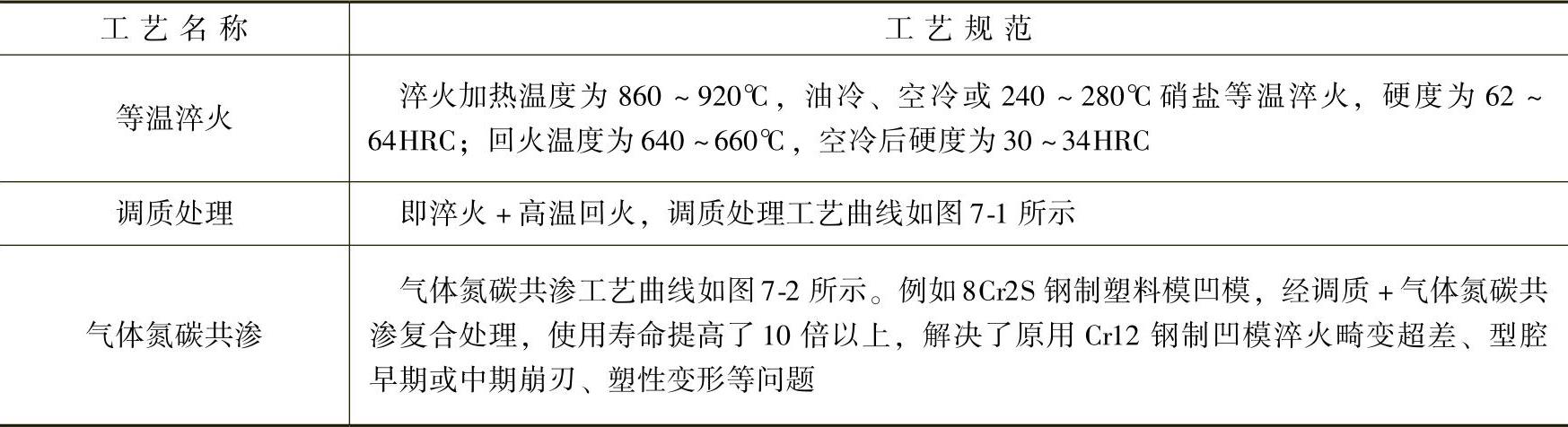
4)应用。8Cr2S钢作为易切削预硬型钢,可以代替P20钢制作精密塑料模具、塑料压缩模具。用于塑料模具时,比CrWMn钢模具寿命提高1倍以上。作为预硬钢,适宜制作各种类型的塑料、胶木、陶土等制品的精密模具。该钢制作的模具配合精度较其他合金工具钢高1~2个数量级,表面粗糙度值低1~2级,使用寿命普遍高2~10倍。作为高硬度钢,适于制作精密冲裁模,如用作电器零件冲裁模,使用寿命较9Mn2V钢模具提高2~10倍。
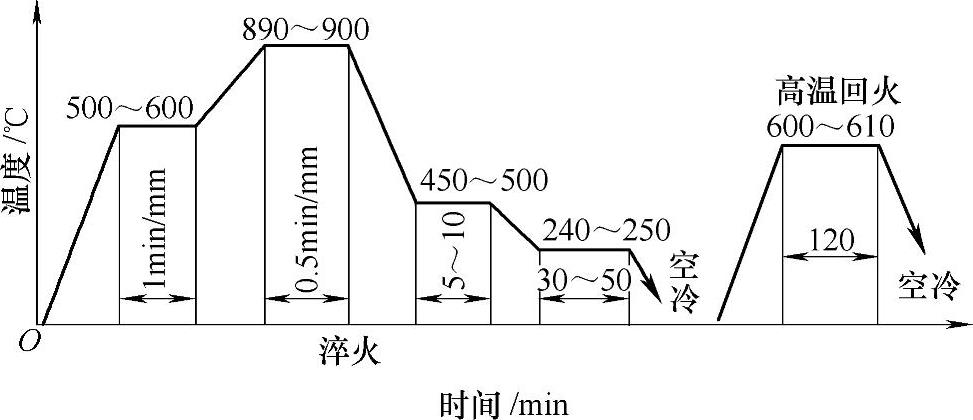
图7-1 8Cr2S钢制凹模调质处理工艺曲线
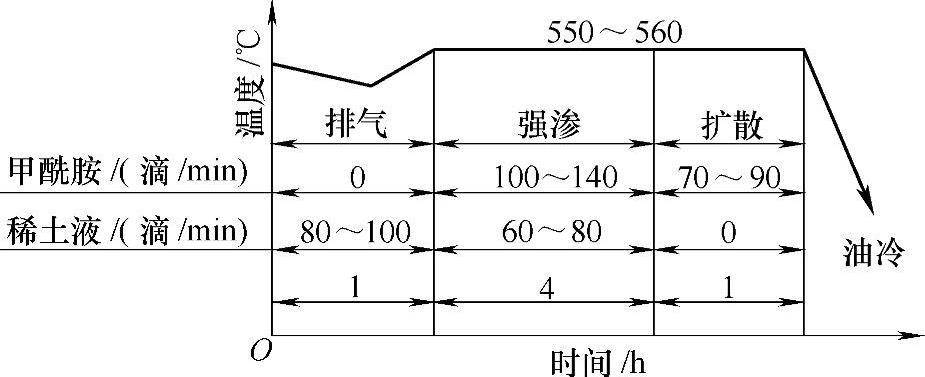
图7-2 8Cr2S钢制凹模气体氮碳共渗工艺曲线
(3)5CrNiMnMoVSCa(5NiSCa)钢 该钢属于易切削高韧性的精密塑料模具钢。在预硬状态下(35~45HRC)具有优良的镜面抛光性能,在高硬度(50HRC以上)下的热处理畸变小、韧性好。该钢经渗氮、渗硼或镀铬、镀镍等,可进一步提高模具表面的硬度和耐蚀性。
1)5NiSCa钢的预备热处理工艺规范见表7-40。
表7-40 5NiSCa钢的预备热处理工艺规范

2)5NiSCa钢的淬火与回火工艺规范见表7-41。
表7-41 5NiSCa钢的淬火与回火工艺规范

3)应用。5NiSCa钢广泛用于制作型腔复杂、质量要求高的注射模、压缩模或畸变要求极小的大型塑料成型模、透明塑料模及橡胶模。用于制作注射模、橡胶模、胶木模时,可提高模具寿命3~4倍。该钢淬硬至硬度为40~45HRC时,可用于形状复杂、精度要求高、产量大的热塑性塑料注射模等。
(4)Y55CrNiMnMoV(SM1)钢 该钢属于易切削调质型时效预硬化塑料模具钢。该钢具有良好的耐蚀性、切削加工性和渗氮性等。该钢的镜面抛光性和蚀刻性能良好,通过时效处理,使模具获得使用状态的强度和硬度,可有效地保证模具的最终尺寸和形状的精度。可以通过镀铬、渗氮、离子束等表面处理方法来提高耐磨性和耐蚀性。
1)SM1钢的预备热处理工艺规范见表7-42。
表7-42 SM1钢的预备热处理工艺规范

2)SM1钢的淬火与回火工艺规范见表7-43。
表7-43 SM1钢的淬火与回火工艺规范

3)SM1钢的调质工艺规范见表7-44。
表7-44 SM1钢的调质工艺规范

4)应用。SM1钢用于通用塑料模具和镜面较高的预硬塑料模具,也可用于塑料模具的型芯、凸模、型腔板、镶件,以及用于有镜面要求的热塑性塑料注射模等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






