渗碳型塑料模具钢主要用于冷挤压成形、型腔复杂的塑料模具。这类钢的碳含量较低,为了便于冷挤压成形,要求其在退火状态必须有高的塑性和低的变形抗力,退火硬度≤160HBW,复杂型腔的硬度≤130HBW。在冷挤压成形(或切削加工成形)后进行渗碳和淬火回火处理,使模具具有一定的硬度、强度和耐磨性,心部具有较好的韧性,从而提高模具的使用寿命。
该类钢主要制作要求耐磨性良好的塑料模具。其中,碳素钢用于型腔简单、生产批量较小的小型塑料模具,合金钢用于型腔比较复杂、承载载荷较高的大、中型塑料模具。
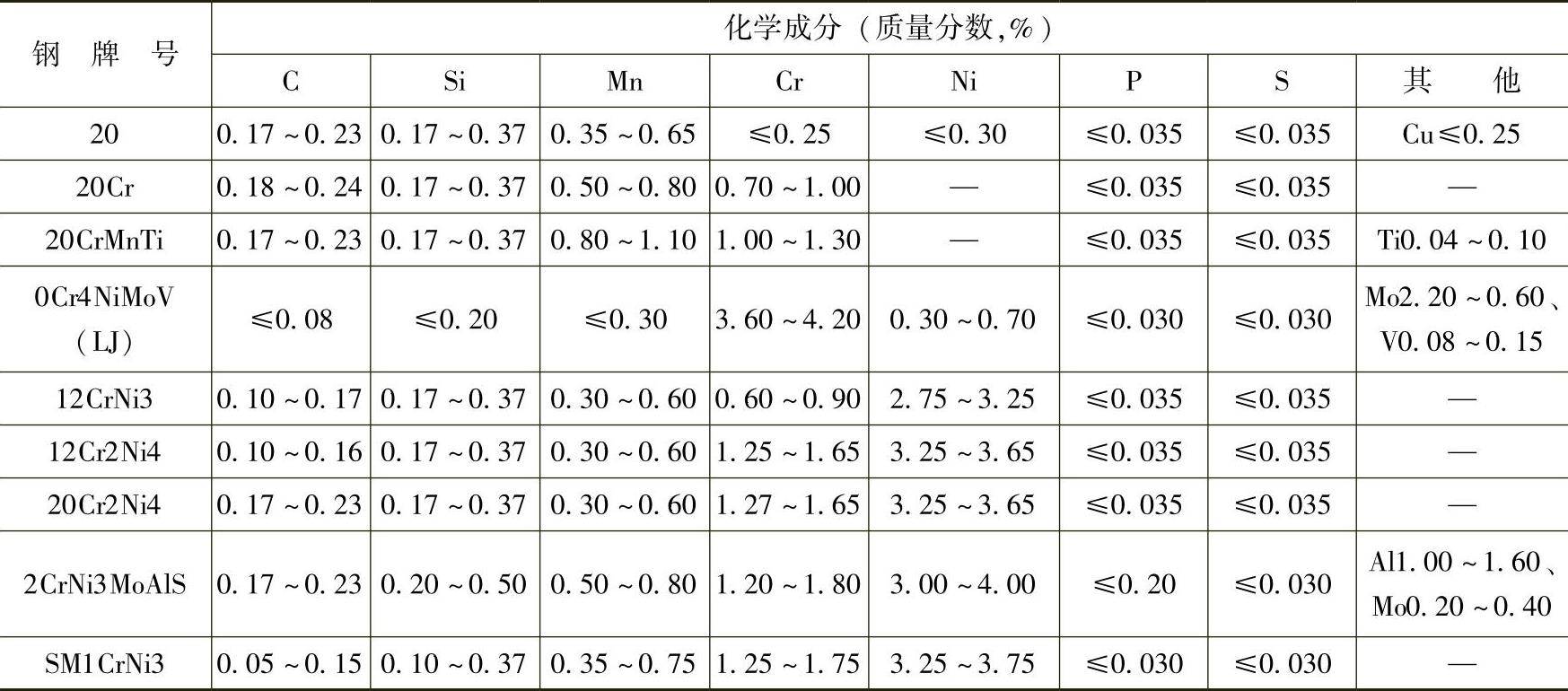
国内常用渗碳型钢种有20、20Cr、20CrMnTi、12CrNi3、20Cr2Ni4、2CrNi3MoAlS和0Cr4NiMoV(LJ)等,以及渗碳型塑料模具钢SM1CrNi3钢等,常用的渗碳型塑料模具钢的化学成分见表7-5。
表7-5 常用渗碳型塑料模具钢的化学成分
(1)20钢 20钢属于低碳钢,具有强度低、塑性和韧性较好、切削加工性很好的特点。采用冷挤压成形的模具,在冷挤压加工前应先进行正火处理。20钢适宜渗碳热处理。
1)20钢的预备热处理工艺规范见表7-6。
表7-6 20钢的预备热处理工艺规范

2)20钢的淬火与回火工艺规范见表7-7。
表7-7 20钢的淬火与回火工艺规范

3)渗碳淬火与回火。渗碳温度为900~920℃,罐冷;淬火温度为780~800℃,水冷,硬度≥60HRC;回火温度为160~180℃,表面硬度为58~62HRC,心部硬度为160~190HBW。
4)碳氮共渗与淬火回火。碳氮共渗温度为840~860℃,保温一定时间后直接淬火,水冷或油冷,硬度≥60HRC;回火温度为160~180℃,表面硬度为58~62HRC,心部硬度为160~190HBW。
5)应用。20钢适宜制作普通的中、小型塑料模具等。
(2)20Cr钢 20Cr钢经淬火、低温回火后具有良好的综合力学性能,低温冲击韧性良好。渗碳时钢的晶粒有长大倾向,故要求二次淬火以提高心部韧性,不宜降温直接淬火。20Cr钢适于进行渗碳热处理,对于寿命要求不高的模具,也可以直接进行调质处理。
1)20Cr钢的预备热处理工艺规范见表7-8。
表7-8 20Cr钢的预备热处理工艺规范

2)20Cr钢的淬火与回火工艺规范见表7-9。
表7-9 20Cr钢的淬火与回火工艺规范

3)渗碳淬火与回火。渗碳温度为900~920,罐冷。淬火:一次淬火温度为860~980℃,油冷或水冷;二次淬火温度为780~820℃,油冷或水冷。回火温度为170~190℃,表面硬度为58~62HRC。
4)碳氮共渗与淬火回火。碳氮共渗温度为840~860℃,保温一定时间后直接淬火,水冷或油冷,硬度≥60HRC;回火温度为160~180℃,表面硬度为58~62HRC。
5)应用。20Cr钢适宜制作中、小型塑料模具。
(3)20CrMnTi钢 该钢可作为一般渗碳钢使用,也可以作为调质钢使用。该钢经渗碳淬火后具有硬而耐磨的表面及韧性较好的心部,低温冲击韧度较高。该钢正火后具有良好的切削加工性,并可得到光洁的表面。该钢有回火脆性,高温回火后必须快速冷却。
1)20CrMnTi钢的预备热处理工艺规范见表7-10。
表7-10 20CrMnTi钢的预备热处理工艺规范

2)20CrMnTi钢的淬火与回火工艺规范见表7-11。
表7-11 20CrMnTi钢的淬火与回火工艺规范

3)渗碳淬火与回火。渗碳温度为900~920,罐冷;淬火温度为820~850℃,油冷;回火温度为180~200℃,油冷,表面硬度>60HRC。
4)碳氮共渗与淬火回火。碳氮共渗温度为840~860℃,保温一定时间后直接淬火,油冷,硬度≥60HRC;回火温度为160~180℃,空冷,表面硬度为58~62HRC。
5)应用。20CrMnTi钢适于制造几何形状复杂的塑料模具等。
(4)0Cr4NiMoV(LJ)钢 该钢是冷挤压成形模具钢和超低碳型塑料模具钢。该钢碳含量很低,具有优良的塑性和低的变形能力。冷挤压成形后的模具进行渗碳、淬火及低温回火,可获得高的使用性能与寿命。
1)预备热处理为锻后完全退火:870~890℃×2h加热,以40~80℃/h冷速随炉缓冷至600~650℃,出炉空冷,硬度为85~105HBW,可顺利进行冷挤压成形。
2)渗碳淬火与回火。920~940℃×6~8h渗碳后罐内冷却;850~870℃×0.5~1h加热后,油淬,硬度≥60HRC;160~180℃×2~3h低温回火,空冷,表面硬度为58~60HRC,心部硬度为27~29HRC,热处理畸变小。
3)碳氮共渗与淬火回火。840~860℃×6~8h碳氮共渗,出炉后直接油冷淬火,硬度≥60HRC;回火温度为160~180℃,硬度为58~62HRC。
4)应用。LJ钢主要用于替代10钢、20钢及工业纯铁等冷压成形的精密塑料模具。由于渗碳淬硬层较深,且基体的硬度高,故其模具在服役过程中不会出现型腔表面塌陷及内壁咬伤等缺陷,具有较高寿命。LJ钢也可用于制作高精度、高镜面、型腔复杂的塑料模具等。
(5)12CrNi3钢 该钢是渗碳型塑料模具钢和传统的中淬透性合金渗碳钢、中淬透性焊接渗碳钢。该钢在退火后硬度低、塑性好,可采用切削加工或冷挤压成形的方法制造模具。
1)12CrNi3钢的预备热处理工艺规范见表7-12。
表7-12 12CrNi3钢的预备热处理工艺规范

(续)(www.daowen.com)

2)12CrNi3钢的淬火与回火工艺规范见表7-13。
表7-13 12CrNi3钢的淬火与回火工艺规范

3)气体渗碳。900~920℃×6~7h渗碳,随后预冷到800~850℃直接淬火油冷或空冷,渗碳层深度为0.9~1.0mm,表面硬度为56~62HRC,心部硬度为250~380HBW,模具畸变很小。
4)应用。12CrNi3钢主要用于冷挤压成形的形状复杂、型腔浅的塑料模具,以及制造大、中型切削加工成形的塑料模具;也可用于大中型胶木模、高强度塑料注射模、软质塑料注射模,以及受磨损、受载荷、生产批量均较大的模具等。
(6)12Cr2Ni4钢 该钢是高淬透性高镍钢和高合金优质渗碳钢,具有高的强度、韧性和良好的淬透性。该钢渗碳及淬火后表面硬度和耐磨性很高,同时心部韧性很好,但该钢有白点敏感性及回火脆性,可用冷挤压成形或切削加工的方法制造模具。
1)12Cr2Ni4钢的预备热处理工艺规范见表7-14。
表7-14 12Cr2Ni4钢的预备热处理工艺规范

2)12Cr2Ni4钢的淬火与回火工艺规范见表7-15。
表7-15 12Cr2Ni4钢的淬火与回火工艺规范

3)渗碳淬火与回火。渗碳温度为910~930℃,罐内冷却;淬火加热温度为820~840℃,油冷,硬度≥60HRC;回火温度为160~200℃,空冷,表面硬度≥58HRC。
4)碳氮共渗与淬火回火。碳氮共渗温度为840~860℃,碳氮共渗后出炉直接油冷,硬度≥60HRC;回火温度为160~180℃,空冷,表面硬度≥58HRC。
5)应用。12Cr2Ni4钢适合于制作大、中型塑料模具等。
(7)20Cr2Ni4钢 该钢是高淬透性高镍钢和低碳高合金渗碳钢,可制造截面尺寸较大的模具,强度、韧性及淬透性均优于12Cr2Ni4钢。该钢可用切削加工或冷挤压成形的方法制造模具。该钢渗碳后不能直接淬火,在淬火前需进行一次高温回火。
1)20Cr2Ni4钢的预备热处理工艺规范见表7-16。
表7-16 20Cr2Ni4钢的预备热处理工艺规范

2)20Cr2Ni4钢的淬火与回火工艺规范见表7-17。
表7-17 20Cr2Ni4钢的淬火与回火工艺规范

3)渗碳淬火与回火。渗碳温度为900~930℃,罐内冷却,渗碳时间视渗层深度要求而定。需进行两次淬火、回火:第一次淬火温度为850~870℃,油冷,回火温度为600~650℃,空冷;第二次淬火温度为780~820℃,油冷,回火温度为160~200℃,空冷,表面硬度≥58HRC,心部硬度为26~40HRC。
4)碳氮共渗与淬火回火。碳氮共渗温度为840~860℃,出炉后直接油冷,硬度≥60HRC;回火温度为160~180℃,空冷,表面硬度≥58HRC。
5)应用。20Cr2Ni4钢适合于制作大、中型塑料模具,也可用来制作承受高载荷的渗碳模具零件。
(8)2CrNi3MoAlS钢 该钢是低碳合金渗碳钢,也是Ni-Mo-Al系时效硬化钢。适于制造变形率要求在5%以下,镜面要求高或表面要求光刻工艺的精密塑料模具。该钢经软化处理后挤压成形,再进行渗碳淬火、回火处理,可提高模具寿命。
1)2CrNi3MoAlS钢的预备热处理工艺规范见表7-18。
表7-18 2CrNi3MoAlS钢预备热处理工艺规范

2)2CrNi3MoAlS钢的淬火与回火工艺规范见表7-19。
表7-19 2CrNi3MoAlS钢淬火与回火工艺规范

3)渗碳淬火及回火。渗碳温度为900~920℃,罐冷;淬火温度为820~840℃,油冷,硬度≥60HRC;回火温度为160~180℃,硬度≥58HRC。
4)碳氮共渗与淬火回火。碳氮共渗温度为840~860℃,直接油冷,硬度≥60HRC;回火温度为160~180℃,硬度≥58HRC。
5)应用。2CrNi3MoAlS钢适合于制作大、中型塑料模具,也可用于制造承受高载荷的渗碳模具零件。
(9)SM1CrNi3钢 该钢为冷挤压、渗碳型塑料模具淬硬钢。该钢冶金质量比12CrNi3A高,抛光性与淬透性更好,在淬火+低温回火或高温回火后均具有良好的综合力学性能,可采用冷挤压成形方法制造模具,其模具成形后可以进行渗碳、淬火及低温回火。
1)SM1CrNi3钢的预备热处理工艺规范见表7-20。
表7-20 SM1CrNi3钢的预备热处理工艺规范

2)淬火与回火。淬火温度为850~870℃,油冷;回火温度为200~600℃,按需要选取回火温度。
3)渗碳淬火与回火。渗碳温度为900~920℃,罐内冷却,渗碳时间视渗层深度要求而定。淬火方式1:淬火温度860℃,油冷;淬火方式2:淬火温度780~810℃,油冷,硬度≥60HRC。回火温度为160~200℃,表面硬度≥58HRC,心部硬度为26~40HRC。
4)气体碳氮共渗与淬火回火。碳氮共渗温度为840~860℃,出炉后直接油淬,硬度≥60HRC;回火温度为150~180℃,硬度为58HRC。
5)应用。SM1CrNi3钢适合于制作耐磨性好、尺寸较大的塑料模具零件,也可用于需要冷挤压反印法压出型腔的塑料制品模具等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






