
热剪切模用钢有6Cr3VSi、4Cr5MoWVSi(H12)、65W4Cr2MoNiV、3Cr3Mo3W2V(HM1)、W6Mo5Cr4V2(W6)、4Cr3Mo3W4VNb(GR)等。为了使热剪切模具获得较高的寿命,根据模具材料等合理选择热处理工艺非常关键。
(1)6Cr3VSi钢热剪切模的热处理 该钢具有较高的硬度及一定的韧性和耐磨性,要求硬度为48~50HRC,比较适合制作热剪切模。
1)预备热处理为锻后等温退火:820~840℃×3~4h加热,炉冷至680~700℃等温4~5h,再炉冷至<500℃出炉空冷。
2)淬火与回火。600~620℃×1.0~1.5tmin预热,升温至950~970℃,保温0.8~1.0tmin,油冷至150~200℃出油后立即回火,410~430℃×1.5~2.0tmin×2次回火,空冷,硬度为48~52HRC。在箱式炉中加热时,应进行装箱保护或涂刷保护涂料。
3)模具寿命。6Cr3VSi钢制热剪切模平均一次刃磨寿命6000件,平均总寿命8万件,比原来采用8Cr3钢制热剪切模的寿命提高1.5~2倍。
(2)4Cr5MoWVSi钢制热剪切刃的热处理 该钢为空冷淬硬钢,具有一定的抗氧化性和热疲劳强度,热处理时抗过热敏感性好,淬火后回火时有二次硬化现象。
1)淬火与回火。预热温度分别为550~600℃、800~850℃,淬火温度为1020~1050℃,回火温度为550~650℃,回火2次,每次时间≥2h,硬度为50~47HRC。
2)激光淬火修复。该钢制作的大圆弧剪刃,尺寸为1720mm×147mm×90.25mm或1700mm×177mm×90.25mm,通过对已失效的剪刃进行磨削开刃,并对刃口进行激光淬火修复处理,修复后的模具寿命仍可达到甚至超过新剪刃。
(3)65W4Cr2MoNiV钢热剪切模的热处理 该钢具有较高强度和热强度。
1)等温淬火。600~650℃×45ts+800~850℃×45ts两次盐浴预热,1130~1150℃×20ts淬火加热,580~620℃×10min分级冷却,立即转入硝盐中等温淬火350~370℃×30min,空冷,560~580℃×2h×2次回火,空冷。硬度为55~57HRC,组织为下贝氏体+回火马氏体+弥散碳化物。
2)模具寿命。热剪切模具经等温淬火处理后,使用寿命为1.4万~1.6万件,比3Cr2W8V钢的模具寿命提高了4~8倍。
(4)3Cr3Mo3W2V(HM1)钢制热剪切模的热处理 该钢为高强韧性热作模具钢,具有良好的热疲劳强度和回火稳定性。在高温性能方面明显优于H13(4Cr5MoSiV1)钢。
实例 热剪切模外形尺寸为280mm×220mm×70mm,原用3Cr2W8V钢制造,寿命低,剪切时刃口处温度高达700℃以上,检测失效刃口处的硬度只有32~36HRC。改用HM1钢制作模具,寿命显著提高。
1)HM1钢的预备热处理如下:
①普通等温球化退火:860~880℃×2~4h加热,降温到720~740℃等温4~6h,炉冷到550℃以下,出炉空冷,硬度为207~255HBW。
②快速球化退火:850℃×40ts盐浴加热,炉冷到760~780℃保温20ts,油冷,再将模具钢升温至860~920℃保温60ts,随炉冷至500℃以下出炉空冷,硬度≤229HBW。(www.daowen.com)
2)HM1钢的淬火与回火。采用盐浴炉,560℃×28min+850℃×25min两次预热;1150℃×14min淬火加热,油冷至200℃左右出油。为防淬裂应及时回火,回火进行两次:640℃×2h+620℃×2h,空冷。
3)模具寿命。按上述工艺处理后,HM1钢制热剪切模刃口硬度为43~45HRC,寿命超过5000件,比3Cr2W8V钢的提高2~3倍。
(5)W6Mo5Cr4V2钢制热剪切模的盐浴淬火 该钢具有高的强度、耐磨性、热硬性及高温硬度。
1)盐浴淬火工艺:1150~1160℃加热淬火,200℃硝盐冷却,560℃×1h×3次回火,硬度为60~61HRC。
2)模具寿命。该工艺处理的W6Mo5Cr4V2钢热剪切模用于剪切30Cr13钢制医疗器械坯料锻后的飞边,使用寿命为1.5万件,而原3Cr2W8V钢模具的使用寿命只有0.2万~0.4万件。
(6)4Cr3Mo3W4VNb(GR)钢大圆弧热剪切刃的热处理 该钢具有良好的热强性、热硬性、耐磨性、冷热疲劳强度。
实例 大圆弧热剪切刃(见图6-20),工作时要承受850℃高温及较大的载荷作用。

图6-20 大圆弧热剪切刃
1)原模具材料。原采用4Cr5MoWVSi(H12)制造,可满足一次剪切量达到6周要求(修磨周期为6周)。但随着高强度钢板(800~900MPa)的生产,H12钢剪切刃就不能满足一次剪切量达到6周要求了,常在剪切4~5周后刃口即产生钝化,而修磨周期为3周的倍数,所以只能提前更换。
2)新模具材料及其热处理。改用GR钢制造模具。GR钢的综合性能优于H21和3Cr2W8V钢。GR钢模具热处理工艺如图6-21所示。剪切刀片淬火后应趁热校正,平面的平面度误差≤1.0mm,立面的平面度误差≤1.0mm,并及时进行低温回火。
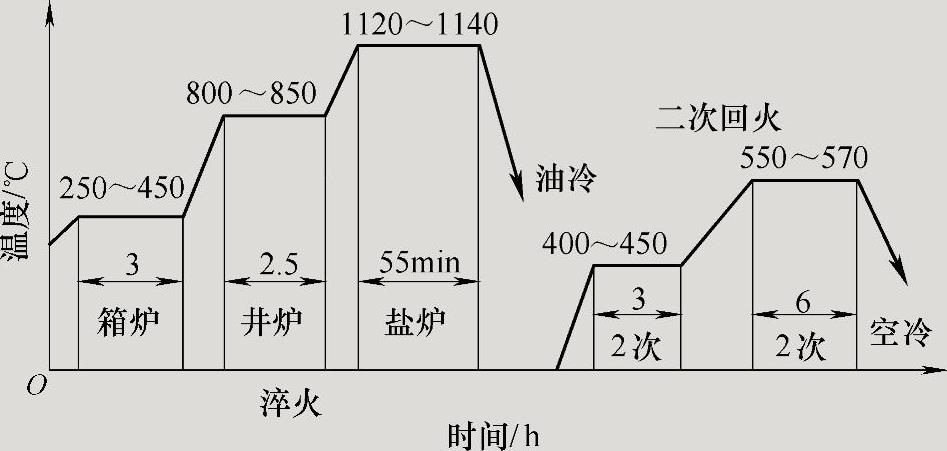
图6-21 GR钢制大圆弧热剪切刃热处理工艺曲线
3)模具寿命。经上述处理后,热剪切刃表面硬度为48~52HRC,并具有高的强度、热硬性、耐磨性和良好韧性配合。抗剪强度级别为800~900MPa的高强度钢板时,一次剪切量达到了6周要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






