【摘要】:热切边模用钢 根据热切边模用钢的性能要求,钢中碳含量应较高,主要为了保证在组织中含有相当数量的碳化物。表6-25 热切边模用钢及工作硬度的选择硬质合金 硬质合金硬度高、热硬性好,抗压强度高,耐磨性比高速工具钢高15~20倍。为了提高热切边模的耐磨性与寿命,可将压制烧结成形的硬质合金刃口镶块精磨后镶在模体内。改用镶套结构,并在刃口部分镶入YG20硬质合金,模体用40Cr钢制造,粗加工后淬火、回火,硬度为40~41HRC。
根据热切边模的工作条件及主要失效形式,对热切边模用钢的性能要求为:①高的耐磨性、高的硬度与热硬性,以减少热磨损;②一定的强韧性,以避免崩刃;③良好的工艺性能,以保证模具的加工质量。
(1)热切边模用钢 根据热切边模用钢的性能要求,钢中碳含量应较高,主要为了保证在组织中含有相当数量的碳化物。常用热切边模凸模用钢有:8Cr3、7Cr3、4Cr5MoSiV、5Cr4W5Mo2V、4CrW2Si、5CrNiMo、5CrMnMo等,其制造的模具硬度均为35~40HRC;常用热切边模凹模用钢有:8Cr3、7Cr3等,其制造的模具硬度均为43~45HRC。
热切边模有时也可采用T8A、T10A、9SiCr及Cr12MoV、Cr12Mo1V1等钢制造。热切边模用钢及工作硬度选择见表6-25。
表6-25 热切边模用钢及工作硬度的选择

(2)硬质合金 硬质合金硬度高、热硬性好,抗压强度高,耐磨性比高速工具钢高15~20倍。为了提高热切边模的耐磨性与寿命,可将压制烧结成形的硬质合金刃口镶块精磨后镶在模体内。(www.daowen.com)
实例 原用8Cr3钢制造的整体结构汽车行星齿轮热切边模,在模具使用过程中,刃口易发生早期变形及磨损,模具寿命仅0.3万~0.4万件。改用镶套结构(见图6-18),并在刃口部分镶入YG20硬质合金,模体用40Cr钢制造,粗加工后淬火、回火,硬度为40~41HRC。刃口采用硬质合金后,模具寿命提高到10万件以上。
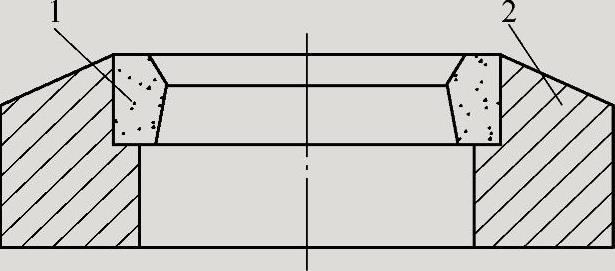
图6-18 热切边模的镶套结构示意
1—刃口(硬质合金) 2—模体(40Cr钢)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







