(1)8Cr3钢制热冲裁模的热处理 根据模具的失效形式,要求凹模具有较高的硬度以保证耐磨性,硬度为43~45HRC。如果被冲裁材料为耐热钢或高温合金,其硬度还应增高,但不宜超过50HRC,否则易产生崩刃。凸模的硬度可在35~45HRC之间选择。
1)预备热处理为锻后等温退火:790~810℃×2~3h加热,炉冷到700~720℃等温3~4h,炉冷至550℃出炉空冷,退火硬度≤241HBW。
2)最终热处理为淬火+中温或高温回火:淬火温度为820~840℃,油冷,模具表面油冷至150~200℃出油,并立即进行回火。为了避免复杂模具的淬火畸变与开裂,可采用延迟淬火的工艺方法,即在空气中冷却到780℃左右,然后再进行淬火。回火温度是根据模具的工作硬度确定的。凸模回火温度为480~520℃,回火后硬度为41~45HRC。凹模回火温度为370~390℃。
(2)钢结硬质合金热穿孔冲头(凸模)的热处理 该冲头通常采用3Cr2W8V钢制作,用螺钉固定在柄部顶端。在模具服役过程中,头部受加热毛坯的影响很快升温软化,导致冲头头部变形与磨损,寿命较低。为了提高冲头的耐磨性、耐热性及寿命,将冲头部分改用钢结硬质合金制造。
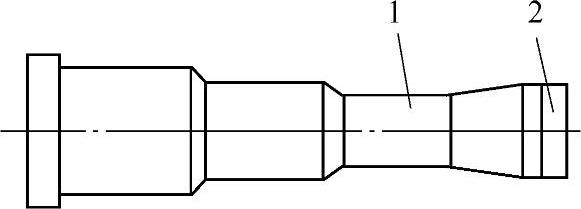
图6-17 焊接式钢结硬质合金冲头
1—8Cr3钢 2—钢结硬质合金
1)冲头材料与结构。冲头选用GT35钢结硬质合金,并将冲头与柄部8Cr3钢焊接成一体,如图6-17所示。(www.daowen.com)
2)钢结硬质合金的热处理工艺如下:
①退火。GT35钢结硬质合金冲头与8Cr3焊接后采用装箱保护退火处理。具体退火工艺:740℃预热,880℃×3h加热,炉冷至720℃保温3h,炉冷。
②淬火、回火。淬火加热应在盐浴炉中进行,将焊缝控制在盐浴面以下,具体热处理工艺规范见表6-24。回火后的钢结硬质合金冲头硬度为65~68HRC,柄部(8Cr3)的硬度为35~38HRC。经上述处理后,冲头的寿命提高15倍以上。
表6-24 GT35钢结硬质合金冲头的热处理工艺规范

(3)堆焊或喷焊处理 堆焊是用焊接方法来对金属进行表面强化的方法。喷焊是以转移型等离子弧为主要热源,在金属基材表面喷焊合金粉末的方法。为了提高热冲裁模的寿命,采用堆焊或等离子喷焊等工艺,在模具刃口部位熔覆一层耐高温磨损的钴基合金,可大幅度提高模具刃口部分的耐磨性及寿命。堆焊与喷焊处理分别见本书12.6.10节和12.7.4节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






