实例1 提高60Si2弹簧钢冲裁模寿命途径。
(1)60Si2钢制冷冲裁模的渗碳淬火工艺 图4-23所示为60Si2钢制冲孔冲头,冷冲件为9~10mm厚的Q215BF或10钢毛坯。冲头原采用Cr12钢制造,使用寿命低,只能加工几件至1000件,即折断失效;改用60Si2弹簧钢制造并进行渗碳热处理:920℃×105min渗碳,渗层深度为0.3mm,870℃二次加热,油淬,200℃回火,模具寿命达3000件,使用寿命提高2倍以上,失效形式为正常磨损。
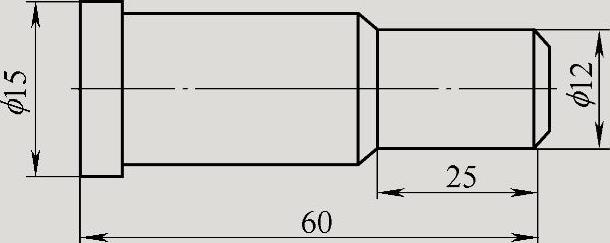
图4-23 60Si2钢制冲孔冲头
(2)60Si2钢冲头贝氏体等温淬火 小冲头工作端直径为8mm,被冲材料为0.5~3.5mm厚的薄钢板。小冲头失效形式为折断,使用寿命低;采用60Si2钢进行贝氏体等温淬火,可使小冲头在保证硬度和耐磨性的前提下,韧性显著提高。经860~870℃加热,300~320℃硝盐浴等温30min后空冷,再经200℃回火,可获得硬度为55~57HRC。处理后的小冲头在冲压(厚3.5mm的Q215BF钢板)ϕ6~ϕ8mm孔时,平均使用寿命>1.5万次,未发生折断现象。
实例2 LD钢冷摆辗模的真空热处理
(1)原工艺、材料与寿命 原采用Cr12MoV钢制造模具(见图4-24),用于摩托车起动齿轮成形。一般在辗压100~500件时模具就因掉块或纵向开裂而失效。凹模的寿命为5000件左右。摆头寿命为4000件左右。
(2)新工艺与材料 改用7Cr7Mo3V2Si(LD-2)钢制造,采用ZWC-30G型真空淬火炉,其真空热处理工艺如图4-25所示。
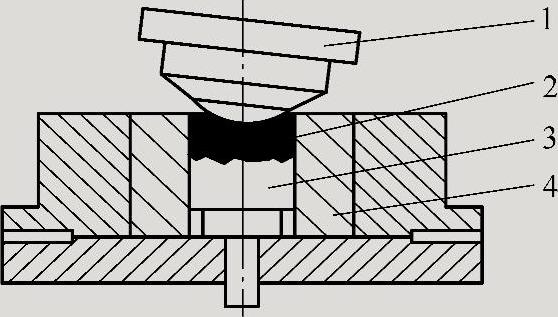
图4-24 冷摆辗模具(https://www.daowen.com)
1—摆头 2—工件 3—芯块 4—凹模
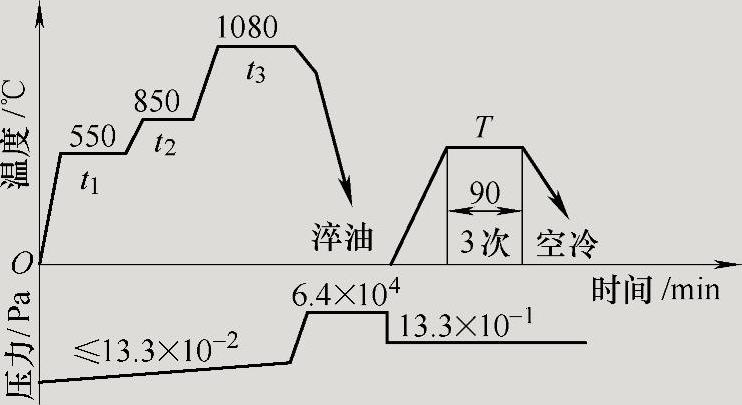
图4-25 LD-2钢冷摆辗模真空热处理曲线
1)淬火保温时间:t=ah+C。式中:a为透热系数(min/mm),550℃取1.5~2.0,850℃取1~1.5,淬火取0.5;h为模具有效厚度(mm);C为均热辅助系数(min),按装炉量在15~25min之间选取。
2)回火温度T的确定。模具硬度选择:凹模硬度为54~57HRC(T=610~630℃),摆头硬度56~59HRC(T=580~600℃),芯块硬度为54.5~57HRC(T=610~620℃)。
(3)模具寿命 LD-2钢与Cr12MoV钢制模具的使用寿命对比见表4-37。通过表4-37可以看出,采用LD-2钢后,模具寿命显著提高。
表4-37 LD-2钢与Cr12MoV钢制模具的使用寿命对比

注:本表所列为LD-2钢模具采用真空热处理后,经26万件批量生产的模具平均寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





