一般情况下,滚丝模在正常的热处理工艺下,硬度要求为54~56HRC,使用寿命为0.5万~1万件,无法满足使用寿命在3万~8万件的设计要求。对此,可采用等温淬火工艺、“零”保温淬火工艺、循环加热工艺、真空热处理工艺等。
1)等温淬火。等温淬火可获得复合组织,提高模具的强韧性。
实例 常用滚丝模材料为Cr12MoV与9SiCr等。采用等温淬火工艺:两次预热温度分别为600℃和850℃,1000℃盐浴加热,在270~280℃的硝盐浴中等温冷却4h,最后在390~410℃回火炉中保温1~1.5h。该模具经等温淬火后,具有高的强韧性,内孔和螺纹牙型畸变小,等温淬火处理后的滚丝模寿命为5万~8万件,比常规热处理模具寿命提高4~5倍。
2)“零”保温淬火。为了解决滚丝模的过热、晶粒粗大、氧化脱碳,以及使用中崩刃等缺陷,并提高滚丝模的寿命,可采用“零”保温淬火工艺。
实例 Cr12MoV钢制滚丝模[如ϕ156mm(外径)×100mm]的“零”保温淬火。
“零”保温淬火:850~860℃×10min盐浴预热,1020~1030℃盐浴加热,当炉温恢复到此温度时进行“零”保温淬火,在540~550℃硝盐浴中分级5~7min,空冷,最后在硝盐浴中进行220~230℃×1.5h×2次回火。自表面到14mm处的硬度为59~62HRC,符合硬度要求。由于螺纹部分具有高的硬度,而内部具有一定的强韧性,因此不容易出现崩刃等早期的失效情况,滚丝模寿命较高。
3)循环加热工艺。循环热处理可使滚丝模获得更高的力学性能,并显著提高模具寿命。
实例 9SiCr钢滚丝模,采用常规热处理工艺(预热600℃×3min,淬火加热860℃×20ts,160~180℃硝盐浴淬火,250℃×1h回火)时,硬度为58HRC左右,抗弯强度σbb为3960MPa,挠度为5mm,寿命为1万~2万件;而采用循环热处理工艺(见图4-20)时,淬火后硬度在61~63HRC,回火后的硬度为59~61HRC,抗弯强度σbb为4920MPa,挠度为7mm,滚压T12A钢的M8手工丝锥时的寿命达到4万件。
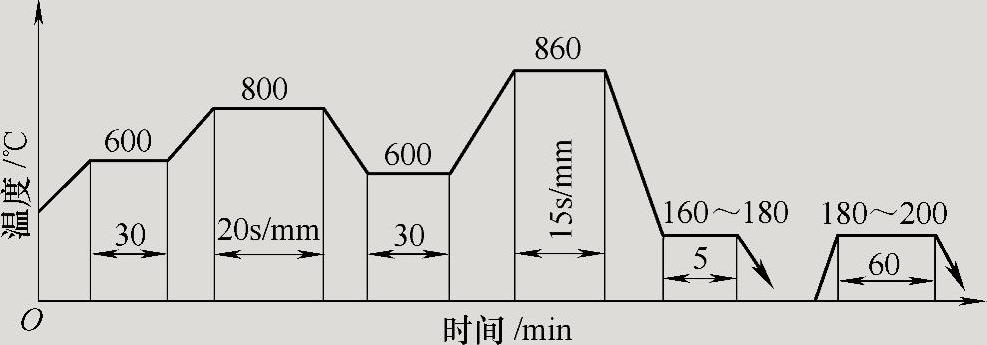
图4-20 9SiCr钢滚丝模的循环热处理工艺曲线
4)真空热处理工艺。滚丝模采用真空热处理,可解决表面需抛光、畸变大、氧化与脱碳问题。Cr12MoV钢制滚丝模与搓丝板真空热处理的淬火冷却有高压N2冷却、真空油冷却及气淬、油冷等方法,其寿命明显高于其他热处理设备,Cr12MoV钢制滚丝模真空热处理后的寿命见表4-34。
表4-34 Cr12MoV钢制滚丝模真空热处理后的寿命(https://www.daowen.com)

实例 Cr12MoV钢制滚丝模的真空热处理。
采用VFH-1000PT型加压气淬真空炉。850℃×80min预热,1020℃×65min加热,淬火时通入高纯度N2加压气淬,压力为0.2MPa,温度降至100℃出炉;220℃×3h×2次回火。滚丝模经真空热处理后,畸变极小,且组织与硬度均匀,平均寿命比箱式炉处理的滚丝模的平均寿命提高2.5倍,高达23640件。
5)高频淬火。滚丝模经高频感应淬火后,畸变小,使用寿命长,且节能环保。
实例 Cr12MoV钢滚丝模,规格为ϕ150.5mm(外径)×24mm(厚度)。在热处理前,用滚丝柱冷滚出螺纹牙形,热处理后不再加工螺纹牙形,要求其表面硬度为58~62HRC。
高频感应淬火采用GP-60型高频炉,使用螺旋式内孔淬火感应器,高频感应淬火参数:阳极电压为11kV,阳极电流为0.56A,栅极电流为2.8A,加热时间43s后淬入300~320℃硝盐浴中,分级10min左右后空冷,最后在油炉中进行140~160℃×8h回火。
6)高强滚丝模的热处理。近年来,调质螺栓毛坯的硬度已经提高到25~36HRC,有的高达28~41HRC,用一般材料(Cr12MoV、9SiCr、T8A、T10A等)制造的滚丝模加工时,常出现崩齿、齿面磨损及齿形成片剥落等早期失效情况,已经不能满足服役条件的需要。为提高模具寿命,应选用碳化物颗粒度小、分布均匀的新钢种,如7Cr7Mo3V2Si(LD-2)、9Cr6W3Mo2V2(GM)钢等。
实例1 7Cr7Mo3V2Si(LD-2)钢制造的滚丝模,规格M10×1.5mm、M12×1.5mm、M20×1.5mm:在真空中加热淬火时,淬火温度为1020~1050℃,回火温度为200~220℃,使用寿命1万~8万件,滚丝模平均寿命比Cr12MoV钢模具采用箱式炉加热淬火时提高35%~40%,加工普通螺栓可提高寿命15%,加工调质的高强度螺栓提高寿命约60%~80%。
实例2 9Cr6W3Mo2V2(GM)钢制造的高强度滚丝模。该钢制造的滚丝模的使用硬度应比被滚压材料高20HRC左右。
1)GM钢的退火工艺:850~870℃×4h加热,炉冷至740℃保温6h,炉冷至300℃出炉空冷,硬度为207~227HBW。
2)GM钢的淬火与回火工艺:在真空炉中加热,淬火温度为1130~1160℃,保温结束后充入高纯度N2冷却一段时间,油淬,油冷至100℃以下出炉,淬火硬度为63HRC左右。回火在硝盐炉内完成,即530~560℃×1.5h×2次回火,硬度上升到64.5~65HRC。它在加工调质硬度为41~43HRC、规格为M10×1mm的42CrMo钢高强度螺栓时,使用寿命比Cr12MoV钢提高13倍以上;加工硬度为40HRC、M12×1.5mm的40Cr钢制螺栓时,使用寿命达到3200件,是原Cr12MoV钢制滚丝模寿命的6倍以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





