影响冷挤压模具寿命的因素主要有:模具结构、挤压工艺、模具加工、模具材料及热处理、使用与维护等。为了提高冷挤压模具寿命,可从以下方面采取措施加以控制。
(1)提高模具材料的质量和应用新材料 提高冷挤压模材料的冶金质量,如采用电渣重熔、真空熔炼等技术;选用新材料(如超高强度钢制作凸模),满足模具的工作需要。
(2)正确选用模具材料 模具材料的选择应以被挤压材料的种类、模具工作条件、失效形式、挤压方式等为依据。硬质合金及钢结硬质合金硬度高、抗压强度高、耐磨性好,可使冷挤压模寿命显著提高。
1)钢结硬质合金。钢结硬质合金制造的各类冷挤压模具的应用情况见表4-32。由表4-32可见,钢结硬质合金制造的冷挤压模具,使用寿命比模具钢制造的模具提高数倍甚至上百倍。由于钢结硬质合金模具寿命长,但生产工艺较为复杂,故大批量生产时比较适用。
表4-32 钢结硬质合金制造的各类冷挤压模具的应用情况

2)RW钢结硬质合金。这是以体积分数为40%的碳化物作为硬质相,以体积分数为60%的铬钨工具钢作为黏结相,采用粉末冶金烧结而成的一种新型热挤压模具材料。经淬火回火后,在550℃工作条件下,能保持足够的抗弯强度、较好的热硬性和高的耐磨性。
实例 连续冷挤压机,用于挤压扇形铝实心塑力电缆,原来使用3Cr2W8V钢制模具,只能挤压300m即损坏,而采用RW40钢结硬质合金制造模具,经1040℃淬火,油冷和550℃×2次回火后,挤压4671m后仍能使用,可大幅提高模具使用寿命。
(3)合理设计模具结构 保证模具具有足够的强度、刚度、可靠性及良好的导向性能;模具结构尽量避免形成较大应力集中;根据凹模的材料而选用不同的优化设计方法;采用新型模具结构。例如反挤压凹模结构采用整体式时,易在底部圆角r处产生开裂,而采用组合与镶嵌结构,则模具寿命显著提高。
(4)采用合理的锻造工艺 严格执行模具的锻造工艺规范;充分打碎碳化物,使其呈弥散均匀分布,采用高锻造比变向镦拔方法。
(5)采用强韧化处理和表面强化处理工艺
1)低温淬火、低碳马氏体淬火。
实例1 LD钢冷挤压凸模,用于挤压铝套,按常规工艺1100~1150℃加热淬火后,使用寿命仅为3000~4000次;改用低温淬火(1050℃×25min盐浴加热油淬和200℃×2.5h回火)后,获得板条马氏体+弥散碳化物组织,硬度为60~61HRC,使用寿命提高到2万次。
实例2 选用20CrMnTi钢制作该铝套冷挤压模,采用低碳马氏体淬火工艺(950℃加热、盐水淬火)后,不回火直接使用,模具硬度为46~48HRC,压制铝套2000多件,且仍可继续使用。
2)高温淬火+等温淬火+高温回火工艺。
实例 W18Cr4V钢制冷挤凸模,采用高温淬火+等温淬火+高温回火工艺后,模具寿命由原来的几百件提高到3万件以上。其热处理工艺:800~850℃×8min预热,(1260±5)℃×4min高温加热淬火,(280±10)℃×3h等温淬火,(560±10)℃×90min×3次回火,空冷。
3)贝氏体等温淬火。
实例 W18Cr4V钢制冷挤压凸模,经1280℃加热,在260℃硝盐中等温4h,空冷,并进行正常回火3次。凸模硬度为62~64HRC,下贝氏体约55%(体积分数),马氏体35%(体积分数),凸模寿命可提高1~2倍。(www.daowen.com)
4)低温淬火与氮碳共渗。
实例 “解放”牌载货汽车活塞销冷挤压凸模(见图4-18),采用W6Mo5Cr4V2钢制造,采用不同热处理工艺时,模具寿命如下:
高温淬火:淬火加热温度为1220~1230℃,油冷,回火560~580℃×1.5h×3次,回火后硬度>62HRC。采用高温淬火的模具常因脆裂而报废,模具寿命仅为400件。
低温淬火:淬火加热温度为1150℃,210℃×1h×2次回火,模具硬度为60~61HRC,由于耐磨性差,使用寿命仅1100~1500件。
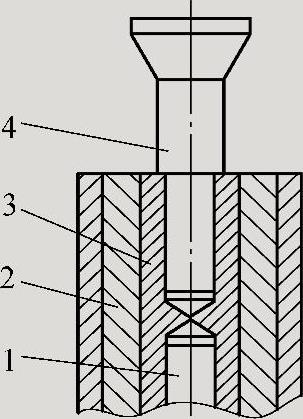
图4-18 活塞销冷挤压凸模示意
1—下凸模 2—凹模 3—活塞销 4—上凸模
氮碳共渗工艺:淬火加热温度1190℃,540℃回火2h,540℃氮碳共渗2h,处理后凸模寿命达到6000件以上。
(6)保证机械加工质量 严格保证模具加工质量,应做到凸模过渡部分圆滑过渡,工作部分与夹紧部分同心;凸模两端不留中心孔,以避免应力集中而开裂;凸、凹模表面的表面粗糙度值应满足要求;模具工作部分的研磨和抛光工序应在最终热处理后进行;在对模具工作部分磨削时,应按磨削工艺规程进行,避免因磨削发热过大而引发表面裂纹。
(7)采用合理的挤压工艺
1)选用合理的变形方式。选用单位挤压力较小的变形方式;充分考虑摩擦阻力在挤压过程中的作用,使摩擦力利于金属的流动。
2)选用合理的变形程度。选用较低的挤压速度;采用多工序和小变形量来减小模具的单位挤压力;严格控制变形程度。
3)采用最佳的模具形状。寻找最佳的模具形状,减少单位挤压力,如正挤压凹模,当凹模角度α在30°左右时单位挤压力较小。
4)对于被加工毛坯进行严格的预备热处理。严格执行退火工艺规范,对毛坯进行合理的退火软化处理,以保证硬度要求。
5)采用合适的被加工毛坯形状。原则要有利于减少挤压工序的变形程度;有利于挤压成形时的金属流动;有利于挤压成形模具型腔内定位,减少凸模所受的偏心力;保证预制毛坯上下两端面的平行度。
(8)合理使用和维护模具 模具使用前进行预热和使用过程中进行冷却;对于受力较为严重的模具,应在使用过程中进行160~200℃的去应力回火;良好的润滑条件以减少模具磨损;建立模具的维修和保养制度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







