冷挤压模具用钢主要有T10A、CrWMn、60Si2Mn、Cr12、Cr12MoV、W18Cr4V、W6Mo5Cr4V2等,以及新钢种,如降碳高速工具钢6W6Mo5Cr4V(6W6)、基体钢(65Nb、012Al、LM1、LM2等)、低合金强韧性钢(GD等)。以上钢种的热处理等可以参考本书第3、第5章有关牌号钢的热处理。
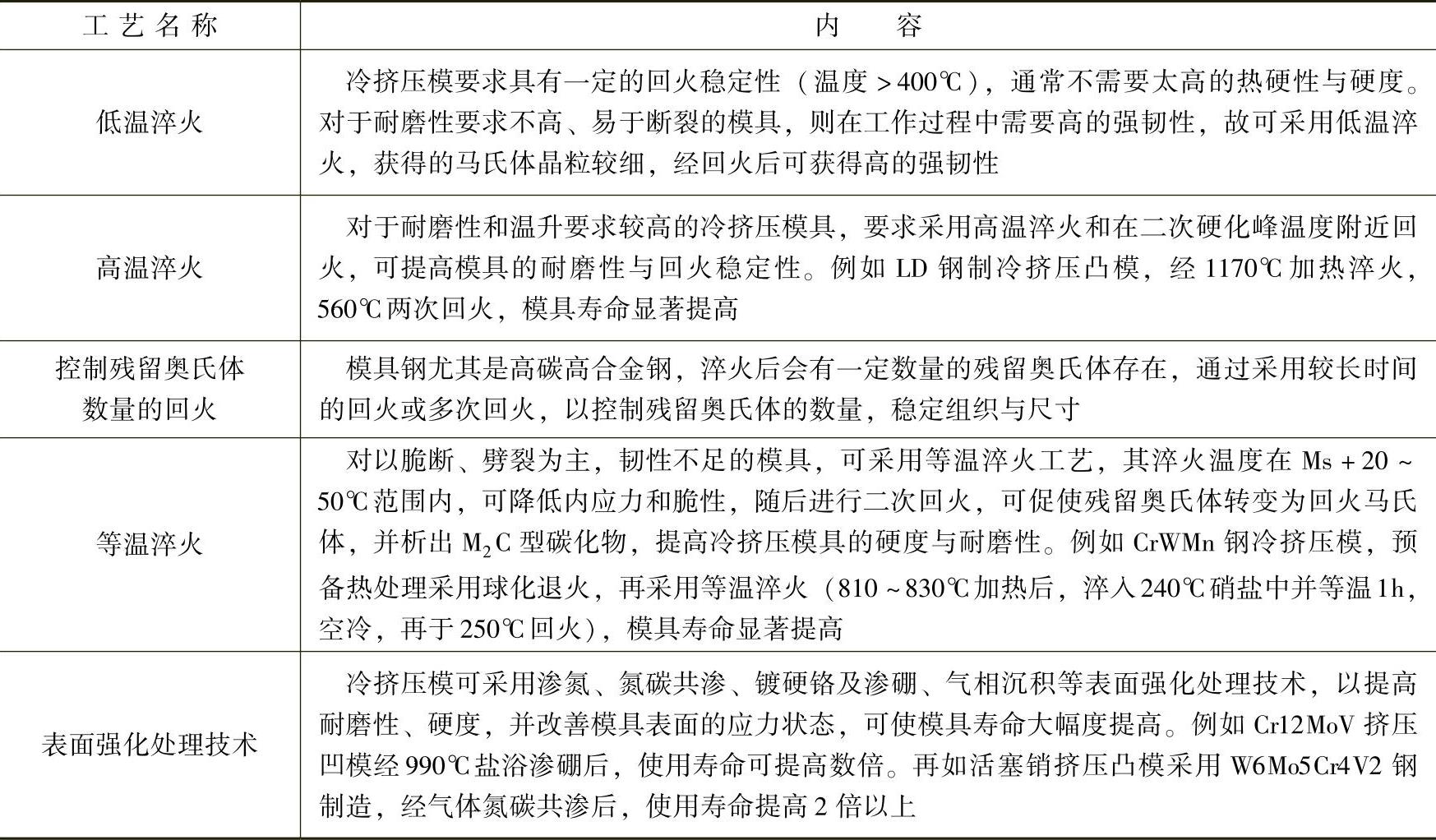
(1)冷挤压模钢的热处理工艺及其特点 为了满足冷挤压模具的性能要求,在合理选择材料的情况下,应实施正确的热处理工艺,具体见表4-30。
表4-30 冷挤压模钢的热处理工艺及其特点
(2)冷挤压模热处理工艺实例
实例1 W6Mo5Cr4V2钢轴套冷挤压模(见图4-16),要求硬度为58~62HRC。
1)低温淬火及回火:1130~1150℃油淬及560℃×1h×3次回火。与常规工艺(1240~1260℃,560℃回火3次)相比,模具平均寿命由3000~3500件提高到6000~7000件。其失效形式为磨损。
2)气体氮碳共渗:560℃×3h。采用三乙醇胺+工业用乙醇混合液(体积比1∶1)为渗剂。再进行去氢处理(200℃×2h)。
3)模具寿命。经上述低温淬火、回火后,再经气体氮碳共渗后,模具表面硬度为890~940HV,使用寿命达到9500件。(www.daowen.com)
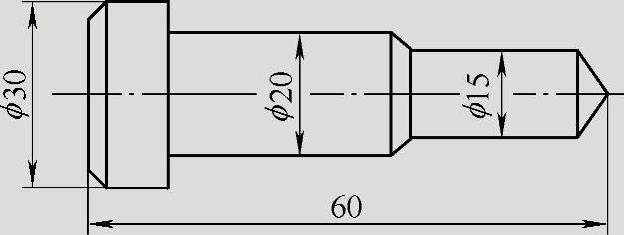
图4-16 轴套冷挤压模
实例2 梭子冷挤压凸模(见图4-17),采用高速工具钢制造,在挤压变形率为64%、单位挤压力约2500MPa条件下,挤压B-1(美国ASTM牌号)钢时,因碳化物偏析严重,使用寿命低而不稳定。
改用韧性好的65Nb钢后,因其抗压强度低而不能达到设计要求,对此增加一道气体氮碳共渗工序,由于减少了凸模的摩擦因数和成形压力,从而克服了模具镦粗的问题,大大提高了模具的使用寿命,其寿命见表4-31。
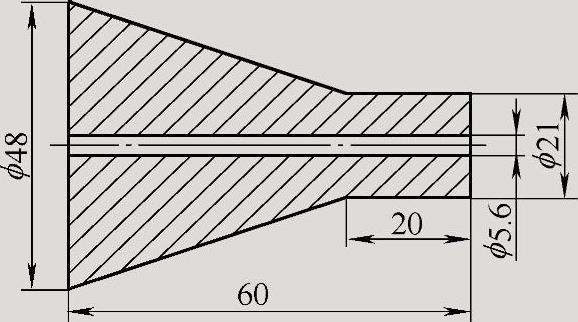
图4-17 梭子冷挤压凸模
表4-31 65Nb钢制梭子冷挤压凸模气体氮碳共渗后的寿命

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






