【摘要】:具体工艺为:700℃预热,900~950×0.5tmin加热,油淬,250℃×4h回火,热处理后的表面硬度为58~62HRC,满足了冷镦模的服役条件,使用寿命提高2~3倍。图4-14 60Si2MnA钢制螺母冲孔模(冲头)实例2 用GJW50WC钢结硬质合金制作的螺栓冷镦模,经硼硫复合渗后,使用寿命比Cr12MoV钢制模具提高18倍以上,可加工38万件不出现磨损超差和表面拉毛及剥落现象。
实例1 六角螺母冲孔模(冲头)(见图4-14),材料为60Si2MnA钢,要求硬度为58~60HRC。冲压螺母的材料为Q235钢,其硬度较低。采用常规热处理工艺(700℃预热,860℃×0.5tmin加热后油淬,250℃×4h回火)处理的模具在使用过程中,成形部位过早产生塌陷、镦粗和弯曲等失效,分析其原因是淬火温度低,心部未淬透,存在铁素体组织,导致模具的强度降低,尽管表面硬度满足了要求,但使用寿命不长。
对此,采用高温淬火工艺,将淬火温度由原来860℃提高到900~950℃,有利于获得板条状马氏体,同时促进奥氏体均匀化和残余碳化物溶解。具体工艺为:700℃预热,900~950×0.5tmin加热,油淬,250℃×4h回火,热处理后的表面硬度为58~62HRC,满足了冷镦模的服役条件,使用寿命提高2~3倍。
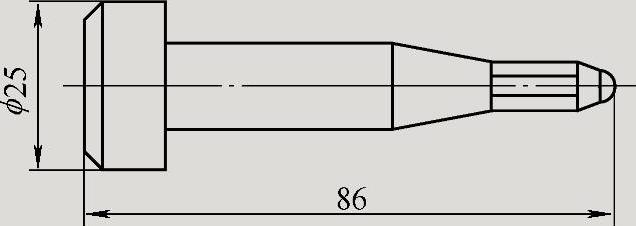
图4-14 60Si2MnA钢制螺母冲孔模(冲头)(www.daowen.com)
实例2 用GJW50WC钢结硬质合金制作的螺栓冷镦模,经硼硫复合渗后,使用寿命比Cr12MoV钢制模具提高18倍以上,可加工38万件不出现磨损超差和表面拉毛及剥落现象。
GJW50WC钢结硬质合金制冷镦模的硼硫复合渗工艺:950℃×4h渗硼,980℃×0.5h扩散,空冷;1000℃油淬,200℃×2h回火;140℃×5h渗硫;最后在120℃热油中去应力回火。模具硬度为66~68HRC,表面可获得一层厚为40~60μm的硫化物与硼化物层,具有较低的摩擦因数、较高的耐磨性和抗咬合性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关提高模具寿命的途径:选材及热处理的文章






