【摘要】:提高模具寿命的热处理工艺 冷镦模具失效原因主要是由于韧性不足及耐磨性低,对此应合理选用热处理工艺,以获得高的强韧性和耐磨性,从而延长模具寿命,具体热处理工艺见表4-26。表4-26 提高冷镦模具寿命的热处理工艺(续)冷镦模具的热处理实例实例1 W18Cr4V钢球头冷镦模,要求硬度为60~64HRC。经上述低温淬火、回火和气体氮碳共渗后,模具基体的强度及韧性不仅得到了提高,而且表面耐磨性增高,使用寿命达到9500件。图4-13 冷镦冲头简图
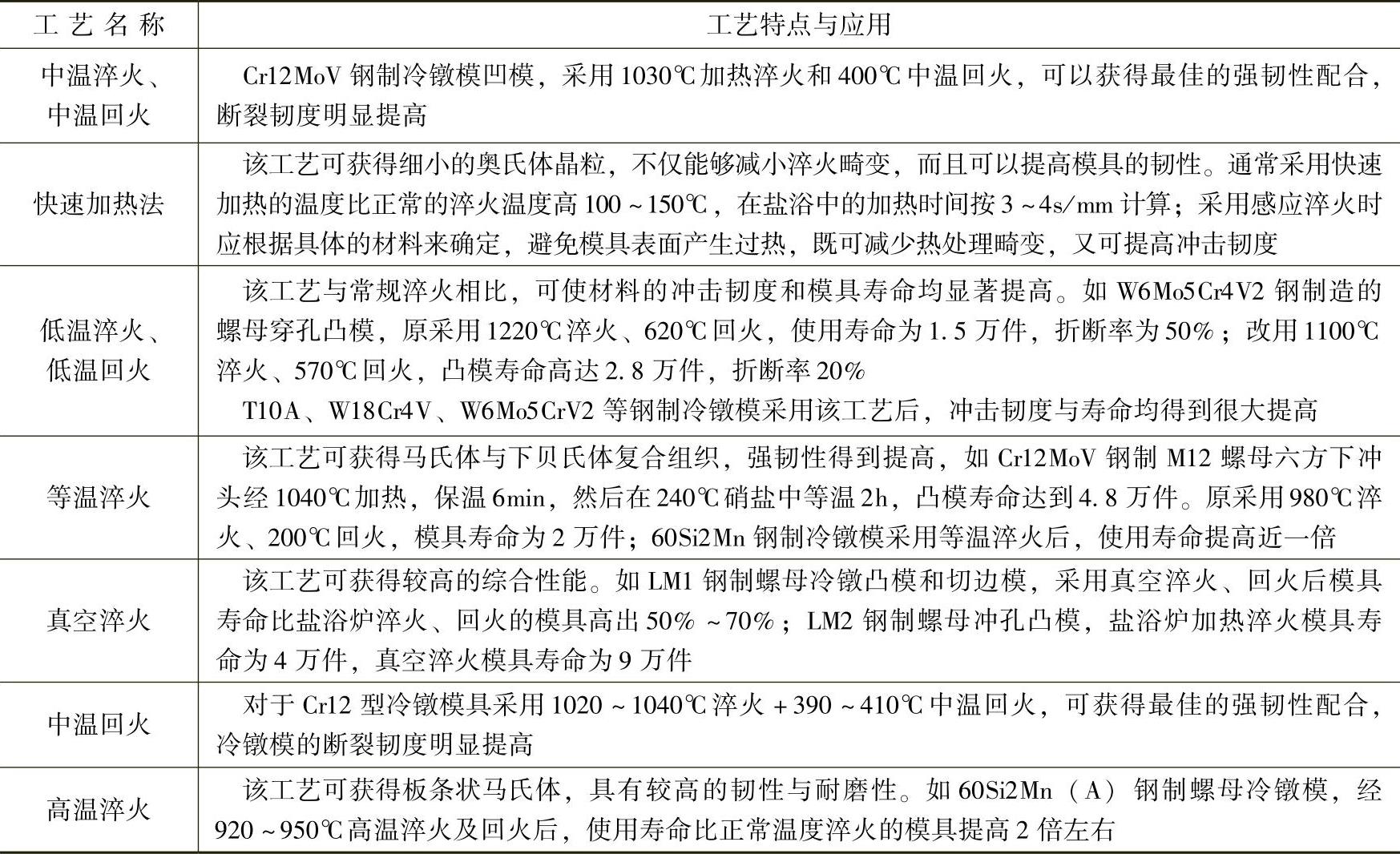
(1)提高模具寿命的热处理工艺 冷镦模具失效原因主要是由于韧性不足及耐磨性低,对此应合理选用热处理工艺,以获得高的强韧性和耐磨性,从而延长模具寿命,具体热处理工艺见表4-26。
表4-26 提高冷镦模具寿命的热处理工艺

(续)
(2)冷镦模具的热处理实例
实例1 W18Cr4V钢球头冷镦模(见图4-12),要求硬度为60~64HRC。
1)低温淬火、回火:1160~1180℃低温油淬+560℃×1h×3次回火。与常规工艺(1260~1280℃淬火,560℃回火3次)相比,采用该工艺的模具平均寿命由3000~3500件提高到6000~7000件。其失效形式为磨损。
2)气体氮碳共渗:560℃×3h。采用三乙醇胺+工业用乙醇混合液(体积比1∶1)为渗剂。模具表面硬度为890~940HV。(www.daowen.com)
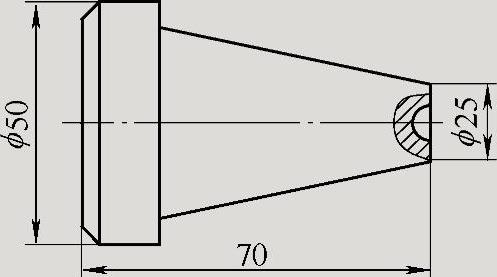
图4-12 W18Cr4V钢球头冷镦模
3)模具寿命。经上述低温淬火、回火和气体氮碳共渗后,模具基体的强度及韧性不仅得到了提高,而且表面耐磨性增高,使用寿命达到9500件。
实例2 冷镦冲头(见图4-13),材料为LD-2(7Cr7Mo3V2Si)钢,用于螺栓的冷镦成形。
1)热处理。淬火加热采用(质量分数)NaCl20%~30%+CaCl270%~80%盐浴,热处理工艺为:1050℃淬火,180~200℃×2h×2次回火。
2)模具寿命。经上述处理后,模具表面硬度为58~60HRC,aK值为88~117J/cm2,模具寿命提高到2万件,最高达3.5万件。
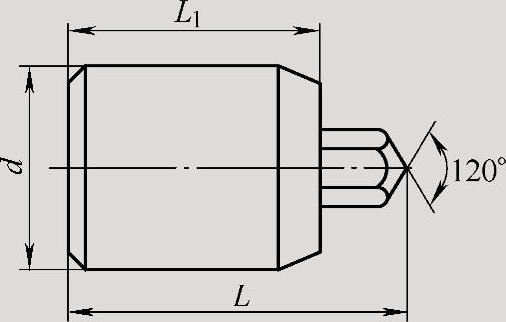
图4-13 冷镦冲头简图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





