直剪刃的热处理除了确保模具刃部的性能要求(如硬度等)外,还应采取适当的工艺措施减少热处理畸变。
实例1 5Cr5WMoSiV钢制超长剪刃(见图4-5)的低温淬火热处理。超长剪刃单件质量为280kg,淬火硬度要求52~58HRC。
1)热处理。超长剪刃采用井式炉加热低温淬火工艺。
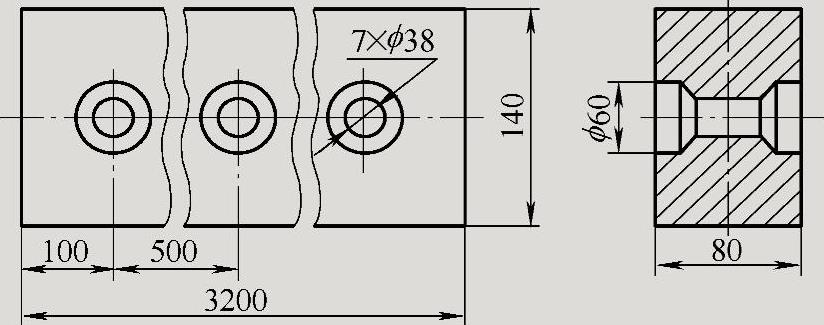
图4-5 超长剪刃结构简图
①预备热处理采用调质处理:600~650℃×2h预热,940~960℃×2h加热后油淬;400~450℃×2h预热,740~760℃×4h加热,炉冷至500℃以下出炉空冷的高温回火。
②低温淬火与高温回火。淬火:600~650℃×2h预热,940~960℃×2h加热,油淬;高温回火:400~450℃×2h预热,740~760℃×4h加热,炉冷至500℃出炉空冷。得到细小马氏体及弥散分布的碳化物组织,超长剪刃淬火后的硬度为54~55HRC,校正后畸变误差≤1.5mm。
2)模具寿命。经上述处理的超长剪刃,剪切厚度15~20mm钢板时,使用寿命比5CrW2Si钢提高1.5倍以上。(www.daowen.com)
实例2 Cr12MoV钢直剪切刃的真空热处理。
该剪切刃厚度较薄,且长度方向尺寸大。要求热处理硬度为60~64HRC,平面度误差<0.150mm。
1)采用常规热处理后,畸变量大,为2~5mm,硬度均匀性较差,并且表面有一定的氧化和脱碳现象。
2)真空热处理。550℃、850℃两次预热;淬火加热温度为1050℃,5×105Pa氮气冷却,剪切刃冷却到120℃左右立即出炉,在井式回火炉中进行200℃×2h回火。
为减小畸变,剪切刃的刀锋向上,且交叉放置,以保证加热和冷却的均匀性。真空淬火前,进行一次550℃×2h去加工应力处理,以减少畸变。
3)效果。经上述处理后,剪切刃平面度误差为0.050~0.120mm,硬度为61~62.5HRC,表面粗糙度基本未变,均满足技术要求。在此状态下不经常规的磨削即可直接使用,大大降低了加工成本,并提高模具寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




