与其他被冲裁材料相比,不锈钢板的冲裁非常困难,因其延展性、加工硬化等一些性能使冲裁更加困难。奥氏体不锈钢对模具消耗量较大,常发生早期磨损失效等。当冲裁奥氏体不锈钢板时,奥氏体的稳定性影响模具的磨损情况。
(1)模具材料
1)可选用Cr12系钢、CrWMn、Cr5Mo1V钢,以及硬质合金、钢结硬质合金等制造模具。
2)瑞典一胜百CALMAX钢。该钢是具有高的韧性和耐磨性的冷作模具钢,其化学成分(质量分数):C0.6%、Si0.35%、Mn0.8%、Cr4.5%、Mo0.5%、V0.2%。它是一种冲裁不稳定不锈钢比冲裁稳定不锈钢更好的工具钢,该钢热处理工艺为:960℃淬火,200℃×2h×2次回火,硬度为59.5HRC。
3)瑞典一胜百SVERKER21钢。该钢是具有高耐磨性、高抗压强度的冷作模具钢,化学成分(质量分数):C1.55%、Si0.30%、Mn0.40%、Cr11.80%、Mo0.80%、V0.80%。该钢用于冲裁稳定的不锈钢效果极好,其热处理工艺为:1020℃淬火,200℃×2h×2次回火,硬度为60HRC。
(2)热处理工艺 不锈钢板冲裁模根据模具材料等,采用高温淬火+高温回火+低温回火、等温淬火等强韧化处理工艺,可提高模具使用性能,延长模具寿命。(www.daowen.com)
1)高温淬火+高温回火+低温回火。如厚度为3mm以上不锈钢板精密重载冲孔模,模具材料采用日本DC53钢,其碳化物分布均匀,弥散度大,粒度为1~2μm。模具经过高温淬火、高温回火及低温回火后,可保持较高的硬度和韧性,可获得高的使用寿命。
DC53钢最终热处理工艺:1020℃高温加热后油淬,经500℃×1.5h高温回火和180℃×3h低温回火后,平均硬度为61.6HRC,冲击韧度aK为36.3J/cm2。冲压平孔6000次左右时,刃部出现薄层剥落或刃口磨损,总寿命达10万次以上;冲压凸孔2000~3000次后,刃口出现小块剥落或磨损,总寿命达2万~3万次,与Cr12MoV、W18Cr4V钢制冲孔模具相比,获得了高的使用寿命。
2)等温淬火。如Cr12MoV钢制落料凹模,冲压厚度为3mm的奥氏体不锈钢,采用优化的等温淬火工艺(见图4-4),在硬度和强度不降低的情况下,与原工艺(常规淬火、回火)相比韧性提高1倍以上,凹模寿命高达7000次以上。
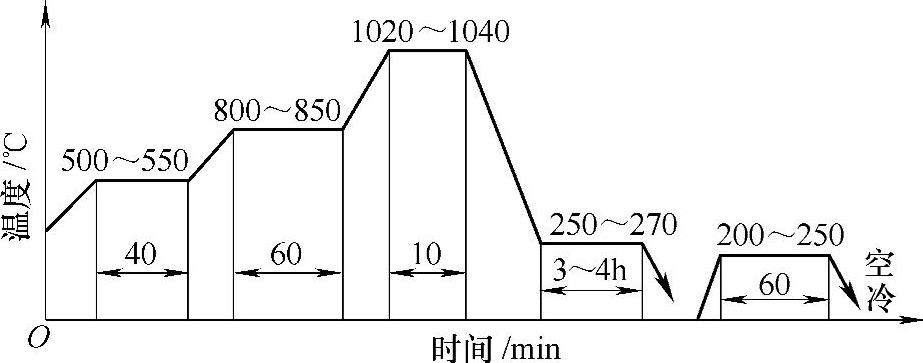
图4-4 Cr12MoV钢制凹模等温淬火工艺曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





