对于厚板重载冲裁模的热处理,既要保证模具获得高的强韧性,又要进一步提高模具的耐磨性。可采用高碳钢低温、短时快速加热工艺,以获得较多的板条马氏体组织;采用贝氏体等温淬火、固溶双细化处理工艺等来提高冲裁模的强韧性。
1.厚板冲裁模用钢的选择
厚板冲裁模用钢主要有:Cr12MoV、W18Cr4V、W6Mo5Cr4V2及T8A等。冲件批量较小时可用T8A钢制造模具,但模具寿命不高;对于批量较大的中厚板冲裁模常用W18Cr4V、W6Mo5Cr4V2钢制造凸模,用Cr12MoV钢制造凹模。但高速工具钢及Cr12型钢模具易崩刃及断裂,影响模具寿命。
为了进一步提高厚板冲裁模寿命,可采用新型模具钢LD-1、GM、ER5、65Nb、012Al、CG-2、LM1、LM2、GD及低碳高速工具钢6W6、火焰淬火模具钢CH-1、马氏体时效钢,还有硬质合金及钢结硬质合金等。
(1)7Cr7Mo2V2Si(LD-1)钢 LD-1钢为高强韧特种耐磨冲裁模具钢。实例为弹性挡圈冲裁模,冲压厚度为2.5mm、硬度为22HRC的65Mn冷轧钢带。原用Cr12型钢制造模具,使用中易崩刃,模具寿命低;改用LD钢后,解决了崩刃问题,模具寿命提高4倍以上。
(2)6Cr4W3Mo2VNb(65Nb)钢 65Nb钢具有高的强度、硬度及较高的疲劳强度,且韧性好。实例为链条链板冲裁模,冲压钢板厚度为1.88mm,凸、凹模间隙为0.01mm。原用W18Cr4V钢制造模具,常发生崩刃,模具寿命10万~13万件;改用65Nb钢制造后,模具寿命达72万~134万件。
(3)5Cr4Mo3SiMnVAl(012Al)钢及6Cr4Mo3Ni2WV(CG-2)钢 两种钢具有较高的强韧性,良好的耐热性和抗冷热疲劳性。用012Al、CG-2、65Nb、LD钢制作冲裁模代替Cr12MoV、高速工具钢等都取得较好效果。例如,用以上四种基体钢制作冲裁模凸模,冲压厚度为9mm及11mm的汽车板簧,比原用Cr12MoV钢模具寿命提高4~6倍,比高速工具钢模具寿命提高2~3倍。
(4)Cr8MoWV3Si(ER5)钢 该钢具有较高的强韧性和耐磨性。实例为高速精密冲裁级进模,冲压硅钢片,原用Cr12MoV钢制作模具,一次刃磨寿命20万次;改用ER5钢制作模具,硬度为64~65HRC,一次刃磨寿命40万次,总寿命可达1000万次。
(5)7CrSiMnMoV(CH-1)钢 该钢具有较好的强度与韧性的配合。CH-1钢制作重载冲裁模,冲压板厚在4mm以下效果显著,冲压7mm以下的钢板时也得到了应用。CH-1钢制重载冲裁模寿命见表4-8。
表4-8 CH-1钢制重载冲裁模寿命

(6)6CrNiMnSiMoV(GD)钢 该钢具有较好的强韧性和耐磨性。GD钢制作的中厚板冲裁模与Cr12型钢冲裁模比较,由于该钢的碳化物偏析较小,强韧性提高,故很少出现模具的崩刃、折断等缺陷,模具寿命大幅度提高。GD钢制中厚板模具寿命见表4-9。
表4-9 GD钢制中厚板模具寿命
 (www.daowen.com)
(www.daowen.com)
(7)钢结硬质合金 DT钢结硬质合金制造冲裁模、落料模,具有高的耐磨性与强韧性,可获得很高的使用寿命。其正常的失效方式为磨损,而不会出现崩刃与碎裂等现象。如DT合金用作冲压材料厚度>3mm的冲裁模中形状复杂的凸模、凹模镶块,制作凸、凹模时硬度分别为58~62HRC和60~64HRC时,模具寿命非常高。
2.厚板冲裁模的热处理技术
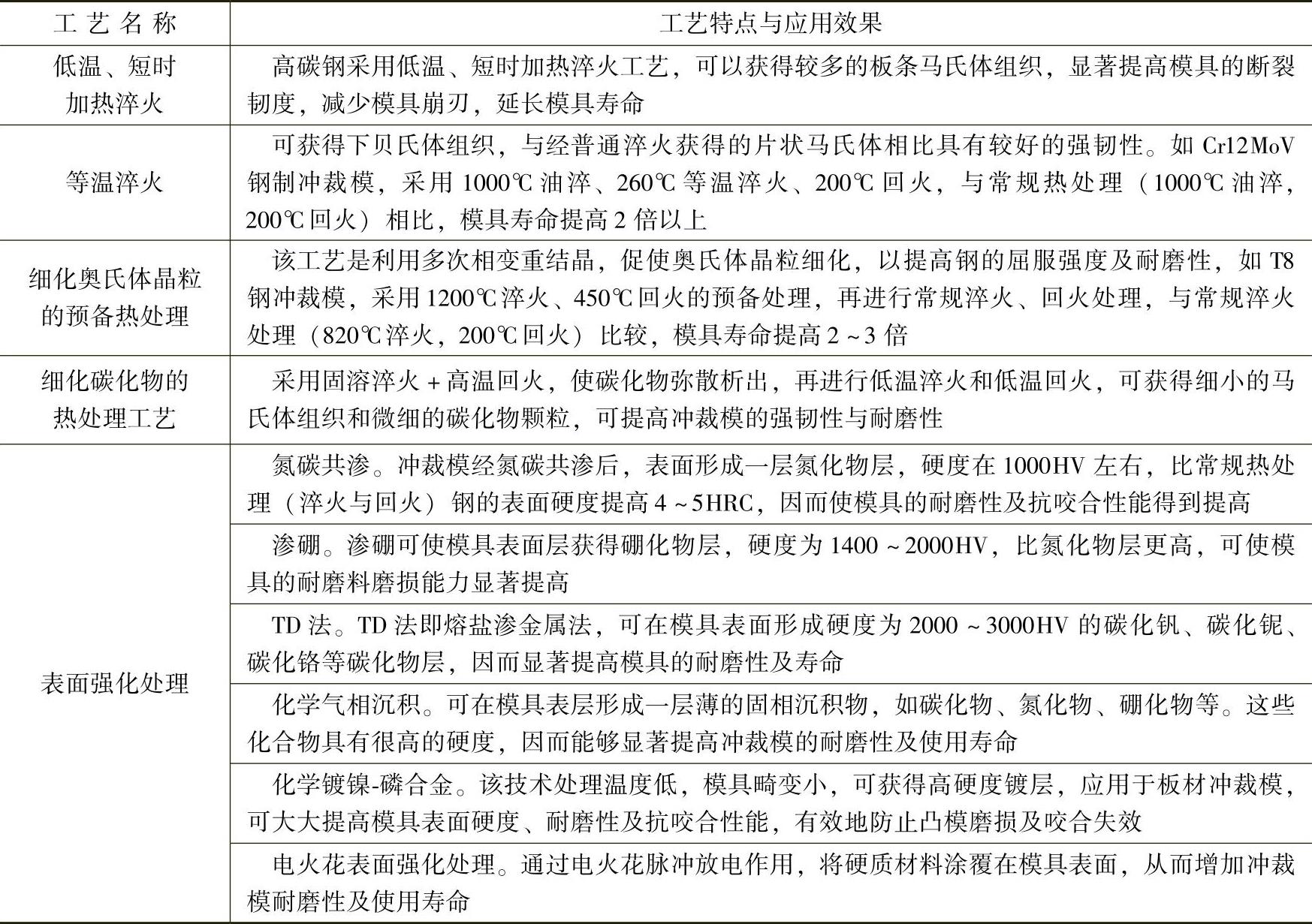
对于厚板冲裁模要保证模具获得高的强韧性和较高的耐磨性,热处理时需要细化奥氏体晶粒与碳化物,获得板状马氏体、下贝氏体以及复合组织。为了进一步提高模具寿命,可采用表面强化处理技术,具体可选择表4-10所列的热处理工艺。
表4-10 厚板冲裁模的热处理工艺
3.厚板冲裁模热处理实例
实例1 6CrNiMnSiMoV(GD)钢制冲裁模、落料模的热处理。
1)3~6mm和>6mm的钢板冲裁模,一般采用Cr12型钢制造,但材料中碳化物偏析严重、韧性差,模具在使用过程中易发生崩裂与折断等早期失效,使用寿命不长。由于GD钢克服了此类缺点,改用GD钢制造可使模具寿命大幅度提高。
2)GD钢模具热处理工艺与寿命。锻后采用球化退火:760℃×2h加热,炉冷至680℃保温6h,退火后硬度≤240HBW。最终热处理工艺:600℃×90ts预热,900℃×50ts盐浴加热,油淬后硬度>64HRC,180~200℃×2h×2次回火,硬度为59~61HRC。经上述工艺处理后,模具刃磨寿命可达1万件,较原用Cr12MoV钢模具寿命提高4~5倍。
实例2 6Cr4W3Mo2VNb(65Nb)钢制链条链片冲裁模的热处理。
1)球化退火。850~870℃×2~3h加热,炉冷至730~750℃保温5~6h,炉冷到500℃出炉空冷,硬度为190~210HBW。
2)淬火与回火。淬火温度为1140~1150℃,保温时间按8~12s/mm计算,小件保温时间按6~8s/mm计算,油淬;540~560℃×2h×3次回火,回火后硬度为60~62HRC。
3)模具寿命。经上述处理的冲裁模,冲压8~10mm厚度的45Mn链条板链片5万件后,还未发现破裂,可以继续使用。对厚度1.5~2mm的链片,则可冲压20万~40万件,比高速工具钢、高铬钢模具具有更高的寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




