1.薄板冲裁模用钢的选择
薄板冲裁模用钢主要有:T10A、CrWMn、9Mn2V、Cr12及Cr12MoV等。其中:T10A等碳素工具钢只适用于冲裁件数较少、冲压件形状简单、尺寸小的模具;CrWMn钢可用于冲压件数多且形状复杂、尺寸较大的模具;Cr12及Cr12MoV钢耐磨性较高,性能比前几种钢好,但使用过程中易出现崩刃及断裂,影响模具寿命。
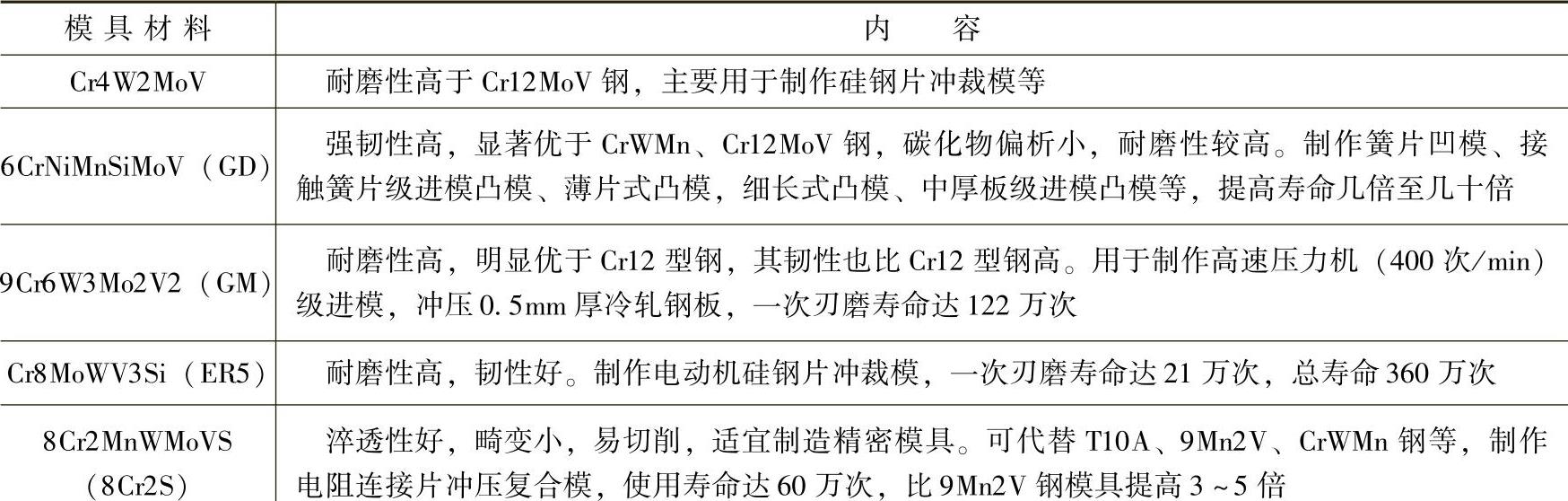
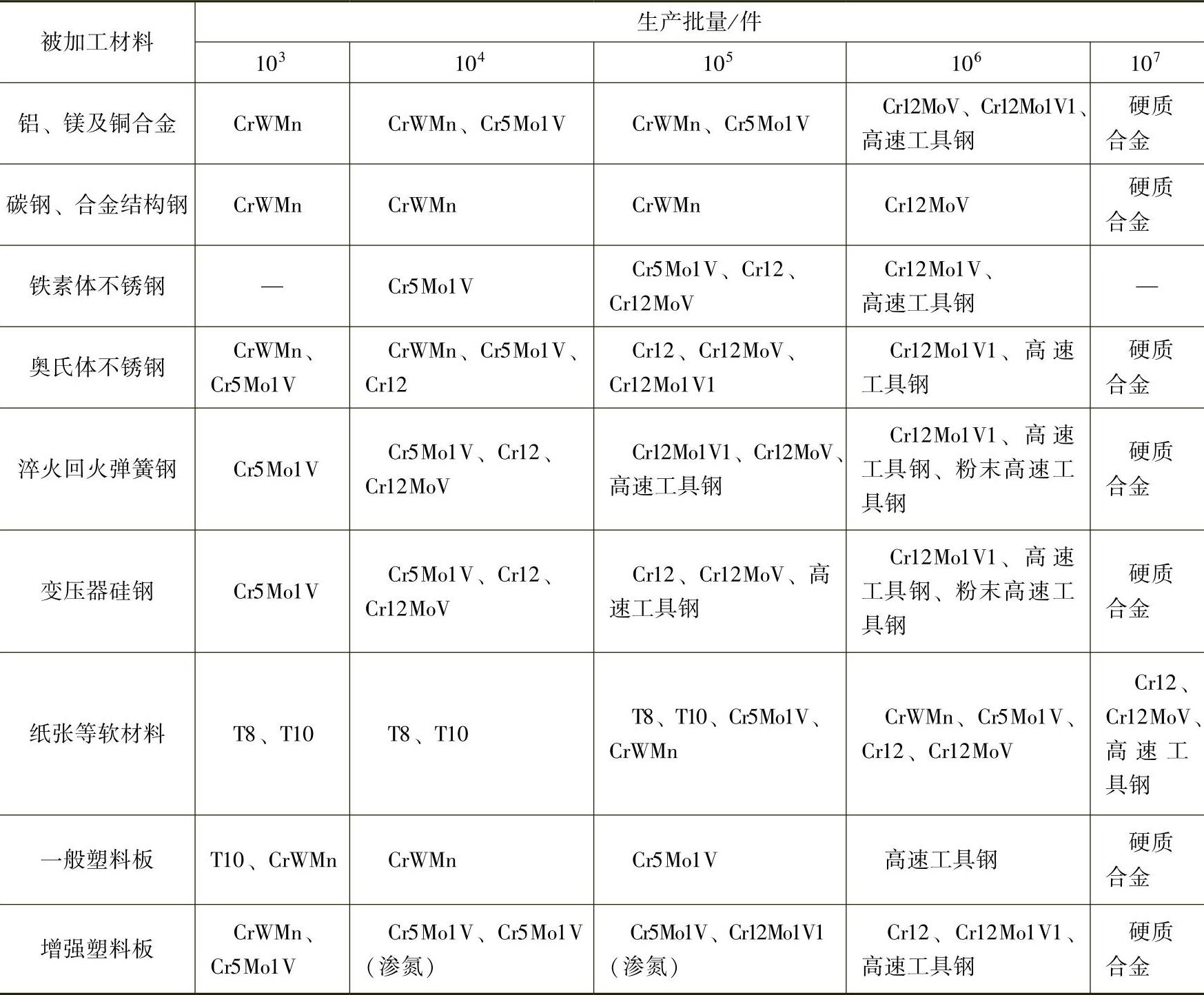
为了提高模具寿命,克服以上钢种的不足,国内研制了新型冲裁模用钢,其主要有:Cr4W2MoV(120)、6CrNiMnSiMoV(GD)、7Cr7Mo2V2Si(LD-1)、9Cr6W3Mo2V2(GM)、Cr8MoWV3Si(ER5)、7CrSiMnMoV(CH-1)、8Cr2MnWMoVS(8Cr2S),引进的国外钢牌号有Cr12Mo1V1(D2)和Cr5Mo1V等。常用薄板冲裁模用钢特点与用途见表4-3。根据被加工材料、生产批量的不同,推荐的薄板冲裁模用钢见表4-4。
表4-3 常用薄板冲裁模用钢特点与用途
(续)
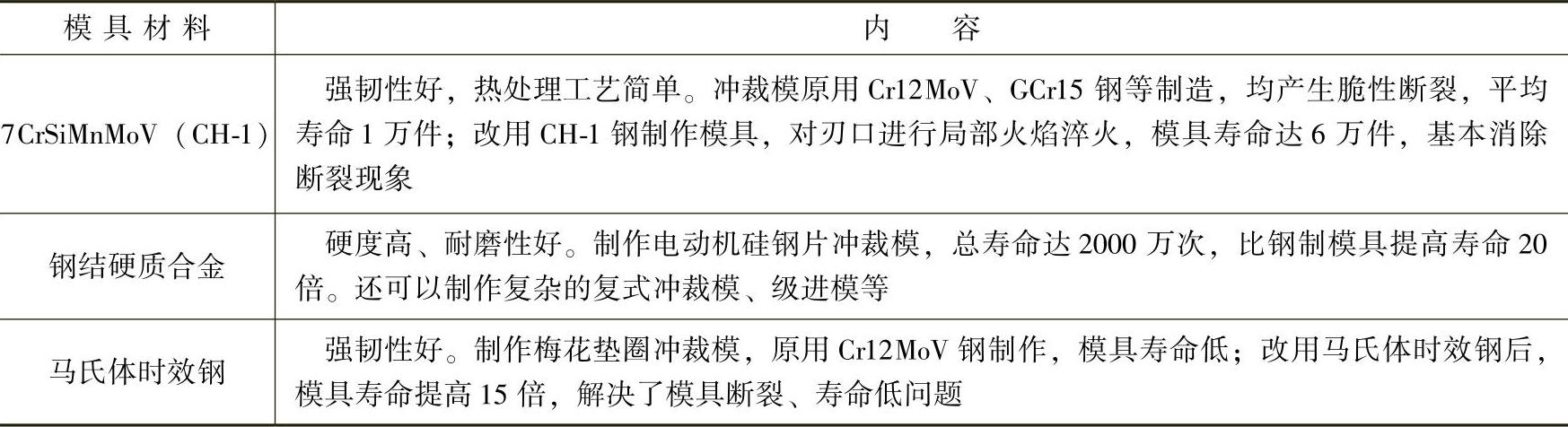
表4-4 薄板下料冲裁模用钢的选择
2.薄板冲裁模的热处理技术
薄板冲裁模要求具有高的精度与耐磨性,在热处理工艺上应保证模具获得高的硬度,热处理畸变小,不开裂。为了减少模具淬火畸变,可采用预冷淬火、碱浴淬火(碳素工具钢)、盐浴等温淬火及盐浴分级淬火等工艺。
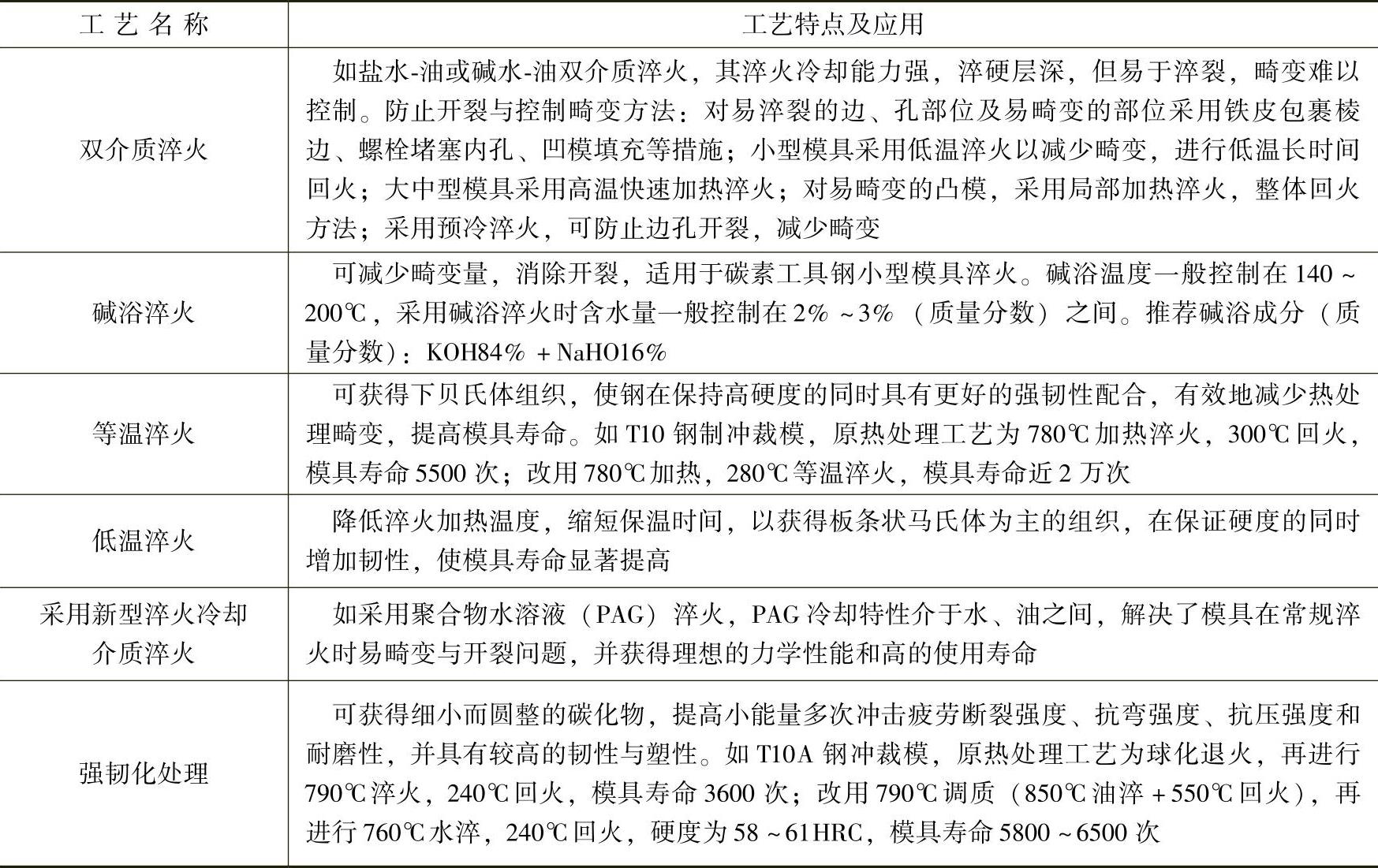
(1)碳素工具钢薄板冲裁模的热处理 该类模具的热处理重点是防止淬裂,减少畸变。碳素工具钢薄板冲裁模的热处理工艺见表4-5。
表4-5 碳素工具钢薄板冲裁模的热处理工艺
 (www.daowen.com)
(www.daowen.com)
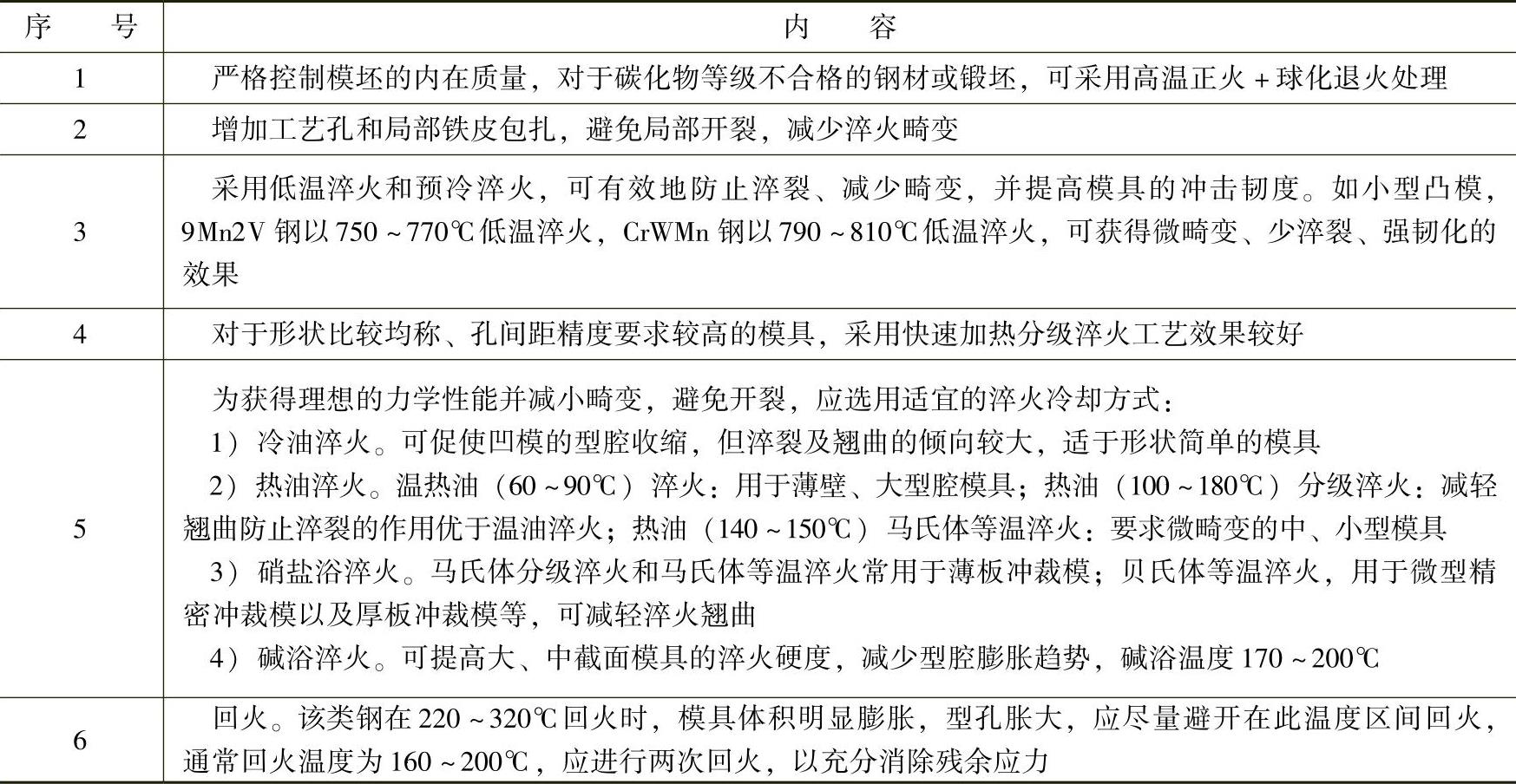
(2)低变形钢制薄板冲裁模的热处理 低变形冷作模具钢,如CrWMn、9Mn2V、9CrWMn、9SiCr等中淬透性油淬钢,用于制造薄板冲裁模时,具有淬裂与畸变倾向低、淬硬层深与耐磨性好等特点。模具寿命可提高一倍左右。但该类钢易于形成网状碳化物,常规淬火后的模具型腔易胀大,在型腔的尖角处容易淬裂,故该类钢模具热处理时应采取表4-6所列措施进行控制。
表4-6 低变形钢制薄板冲裁模的热处理要点
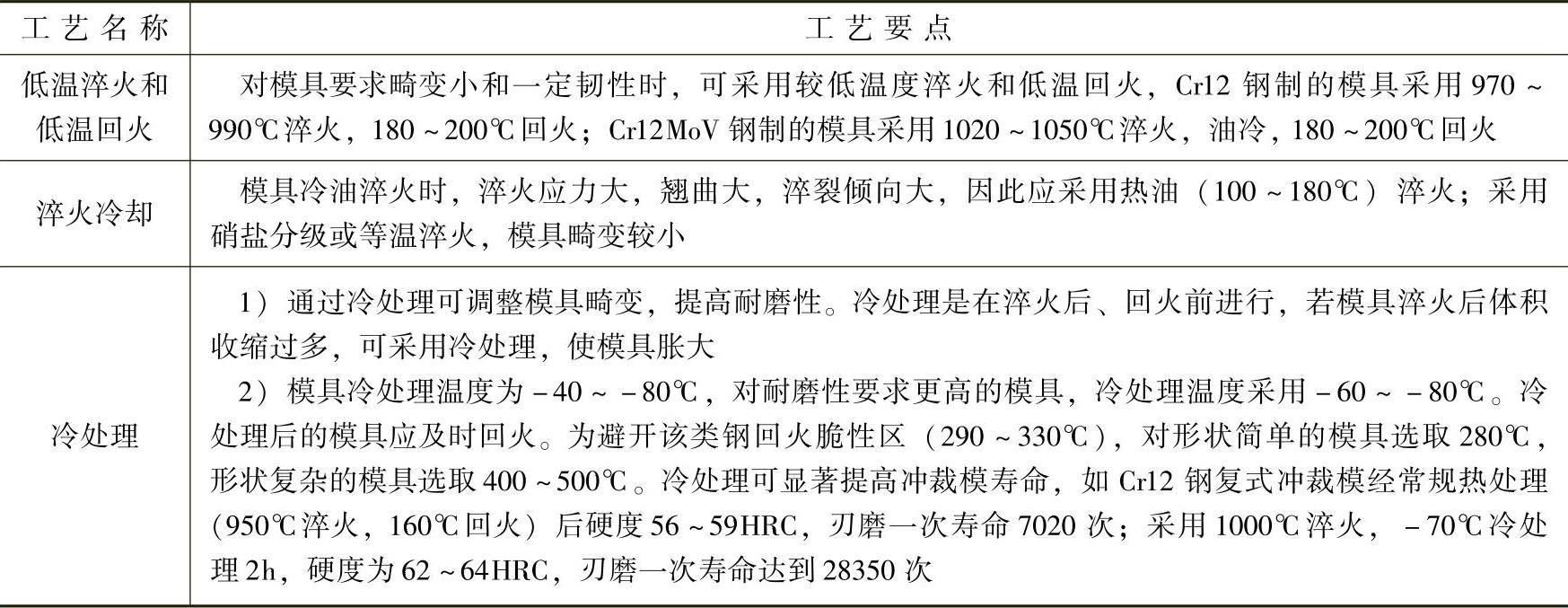
(3)高铬钢制薄板冲裁模的热处理 Cr12、Cr12MoV等钢淬透性高、热处理过程中体积变化小,其热处理工艺难点在于控制异常畸变,以保证刃口的耐磨性与强韧性的统一,对此可按表4-7所列方法进行控制。
表4-7 高铬钢制薄板冲裁模的热处理工艺
(4)新型模具钢制薄板冲裁模的热处理 新型模具钢,如GD、LD、GM、8Cr2、65Nb钢等,其热处理可参考第3章有关牌号钢的热处理。
(5)薄板冲裁模热处理实例 CrWMn钢制夏利轿车限位板座落料模的强韧化处理。落料模为落料冲孔复合模,其中的凸凹模由CrWMn钢制造。其刃口部分的形状如图4-3所示。
1)夏利轿车限位板座是由0.8mm厚的65Mn钢带冲压成形的。由于65Mn碳含量较高,材料硬度较高,模具极易产生断裂和局部崩刃,常规热处理后模具的平均寿命只有5000~8000件。因此,改用低碳马氏体强韧化处理工艺。
2)强韧化处理工艺。700℃×10min预热;790℃×3~4min加热,在180℃石蜡中等温15min,空冷,硬度为59~61HRC;200℃×2h回火,硬度为58~60HRC。
3)模具寿命。CrWMn钢经低碳马氏体强韧化处理后,获得了板条状马氏体,提高了模具的强韧性,刃磨寿命可达1万~2万次,总寿命可达12万~18万次,且在使用中不易发生崩刃及断裂现象。
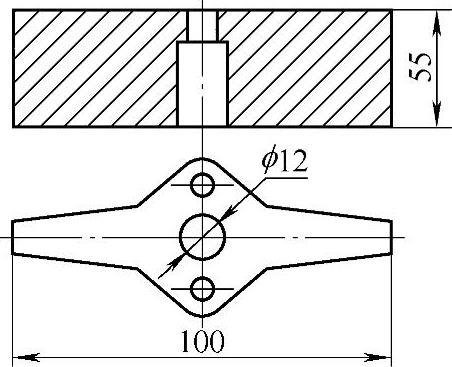
图4-3 落料模刃口简图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





