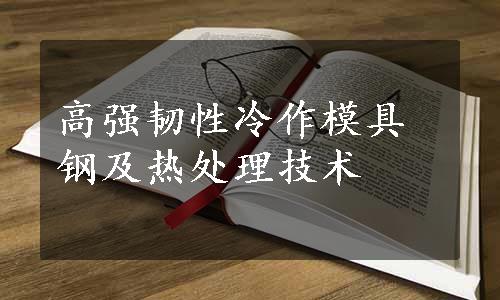
该类钢主要有低碳高速工具钢、基体钢、低合金高强钢及马氏体时效钢。该类钢的化学成分见表3-79。常用马氏体时效钢的化学成分见表3-80。该类钢可用于制作要求强韧性高的冷挤压模、冷镦模、切边模、冲裁模及冷剪刃等。
表3-79 高强韧性冷作模具钢的化学成分
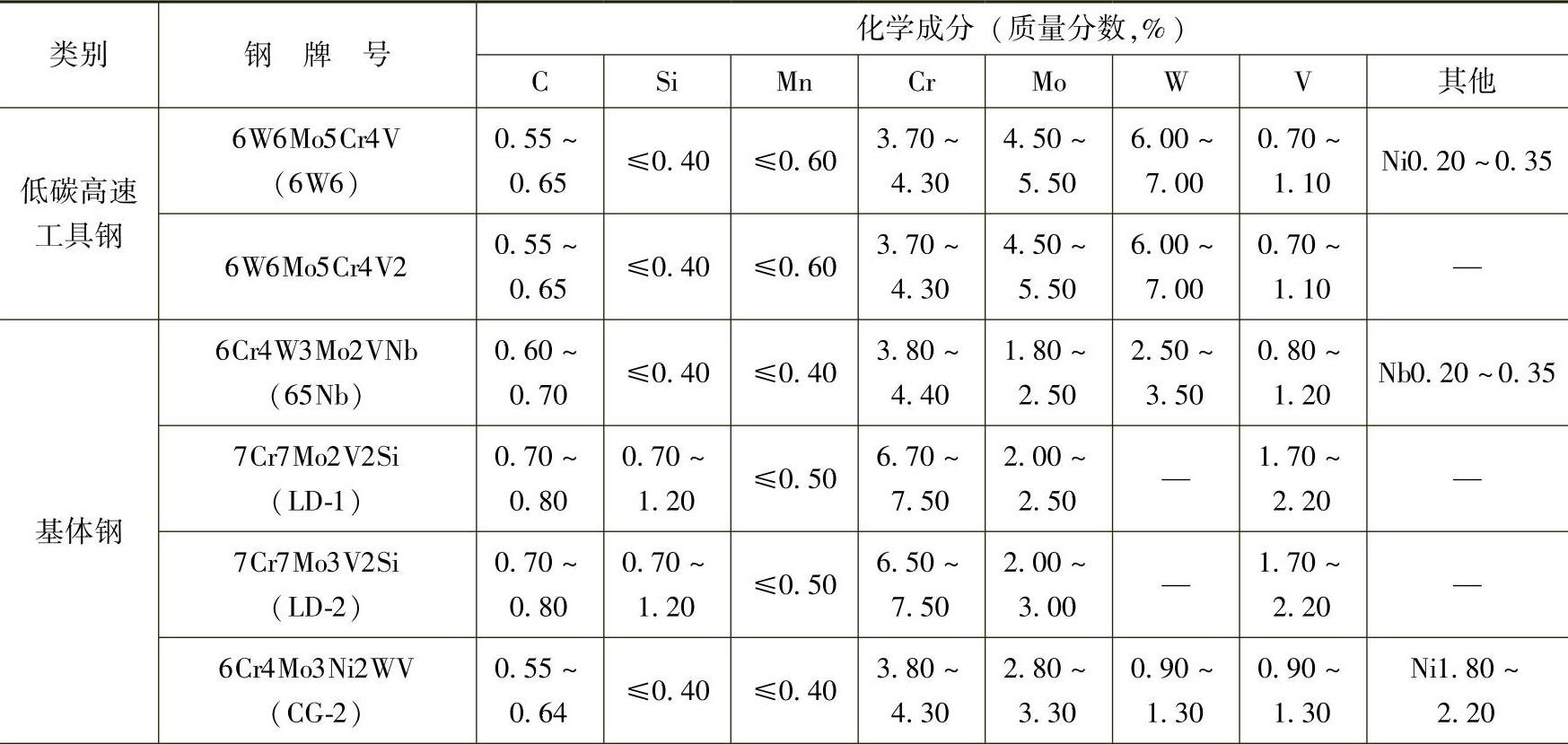
(续)
注:w(P)≤0.030%,w(S)≤0.030%。
表3-80 常用马氏体时效钢(18Ni钢)的化学成分

注:w(P)≤0.010%,w(S)≤0.010%。
1.低碳高速工具钢及其热处理
低碳高速工具钢又称降碳高速工具钢,应用较多的是6W6Mo5Cr4V(6W6)钢和6W6Mo5Cr4V2钢。该类钢与基体钢都具有接近高速工具钢的强度,且韧性好,常用于制作高冲击载荷下耐磨损的模具。
(1)6W6Mo5Cr4V(6W6)钢 该钢为国内研制的低碳高速冷作模具钢,淬透性好,具有类似于高速工具钢的高硬度、高耐磨性、高强度与良好的热硬性,而韧性高于高速工具钢。该钢比较容易脱碳,因此热处理过程中要采取适当的保护措施。
1)6W6钢的预备热处理工艺规范见表3-81。
表3-81 6W6钢的预备热处理工艺规范

2)6W6钢的淬火工艺规范见表3-82。推荐的回火工艺:回火温度为560~580℃,进行3次回火,每次1h,硬度可达58~63HRC。
表3-82 6W6钢的淬火工艺规范

3)应用。6W6钢主要用于取代高速工具钢或高碳高铬钢制作易于脆断或劈裂的冷挤压冲头或冷镦冲头,可成倍提高寿命;用于制作大规格的圆钢下料剪刃,可提高寿命数十倍;也适用于制作大、中型冷镦模、精压模;还常用于制作冷挤压凹模、拉深模等,可获得较高的寿命。
(2)6W6Mo5Cr4V2钢 该钢是降碳减钒型钨钼系低碳高速工具钢,是我国比较成熟的一种高强韧型冷作模具新钢种。与W6Mo5Cr4V2钢相比,改善了碳化物分布均匀性,使共晶碳化物不均匀度降低1~2级。
1)6W6Mo5Cr4V2钢的预备热处理工艺规范见表3-83。
表3-83 6W6Mo5Cr4V2钢的预备热处理工艺规范

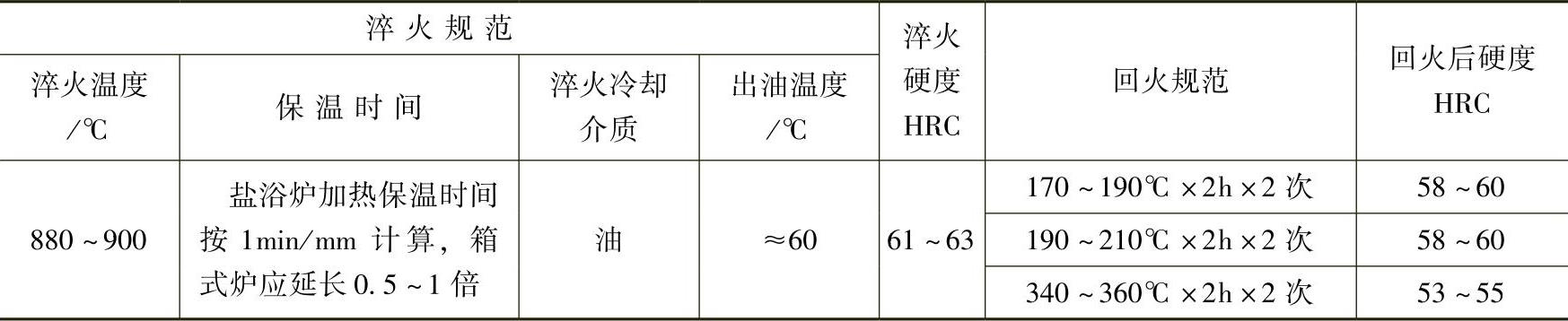
2)6W6Mo5Cr4V2钢的淬火与回火工艺规范见表3-84。该钢回火时的强度峰值温度位于560~580℃,硬度峰值温度位于540~560℃,但此时冲击韧性值呈现谷值。
表3-84 6W6Mo5Cr4V2钢的淬火与回火工艺规范

3)应用。6W6Mo5Cr4V2钢用于精密冲裁模、滚丝模,以及冷挤压凸模、温挤压模等。
2.基体钢及其热处理
基体钢是指成分与高速工具钢淬火后的基体组织成分大致相同,而性能有所改善的一类钢,该类钢减少了共晶碳化物,并使其均匀分布,碳化物细小,其工艺性能好且强韧性明显提高。常用钢牌号有6Cr4W3Mo2VNb(65Nb)、7Cr7Mo2V2Si(LD-1)、7Cr7Mo3V2Si(LD-2)、6Cr4Mo3Ni2WV(CG-2)、5Cr4Mo3SiMnVA1(012Al)、65W8Cr4VTi(LM1)、65Cr5Mo3V2VSiTi(LM2)、5Cr4Mo2W2VSi等。该类钢广泛用于制作高载荷、高速冲击的冷热变形模具。
(1)6Cr4W3Mo2VNb(65Nb)钢 该钢为高韧性冷作模具钢,具有高速工具钢的高硬度和高强度,而无过剩的碳化物,一次碳化物少、颗粒小且分布均匀,因此比高速工具钢具有更高的韧性和疲劳强度。
1)预备热处理为锻后等温退火:850~870℃×3~4h加热,炉冷至720~750℃,等温5~6h,炉冷到500℃以下出炉空冷。硬度≤217HBW,组织为球状珠光体。若将等温时间延长至9h,则硬度可降低至187HBW,有利于模具挤压成形。
2)65Nb钢的淬火工艺规范见表3-85。
表3-85 65Nb钢的淬火工艺规范

3)推荐的回火工艺。回火温度540~580℃,回火2次,每次1~2h,硬度≥56HRC。后续可进行氮碳共渗或离子渗氮等表面强化处理,提高耐磨性能,使模具寿命更长。
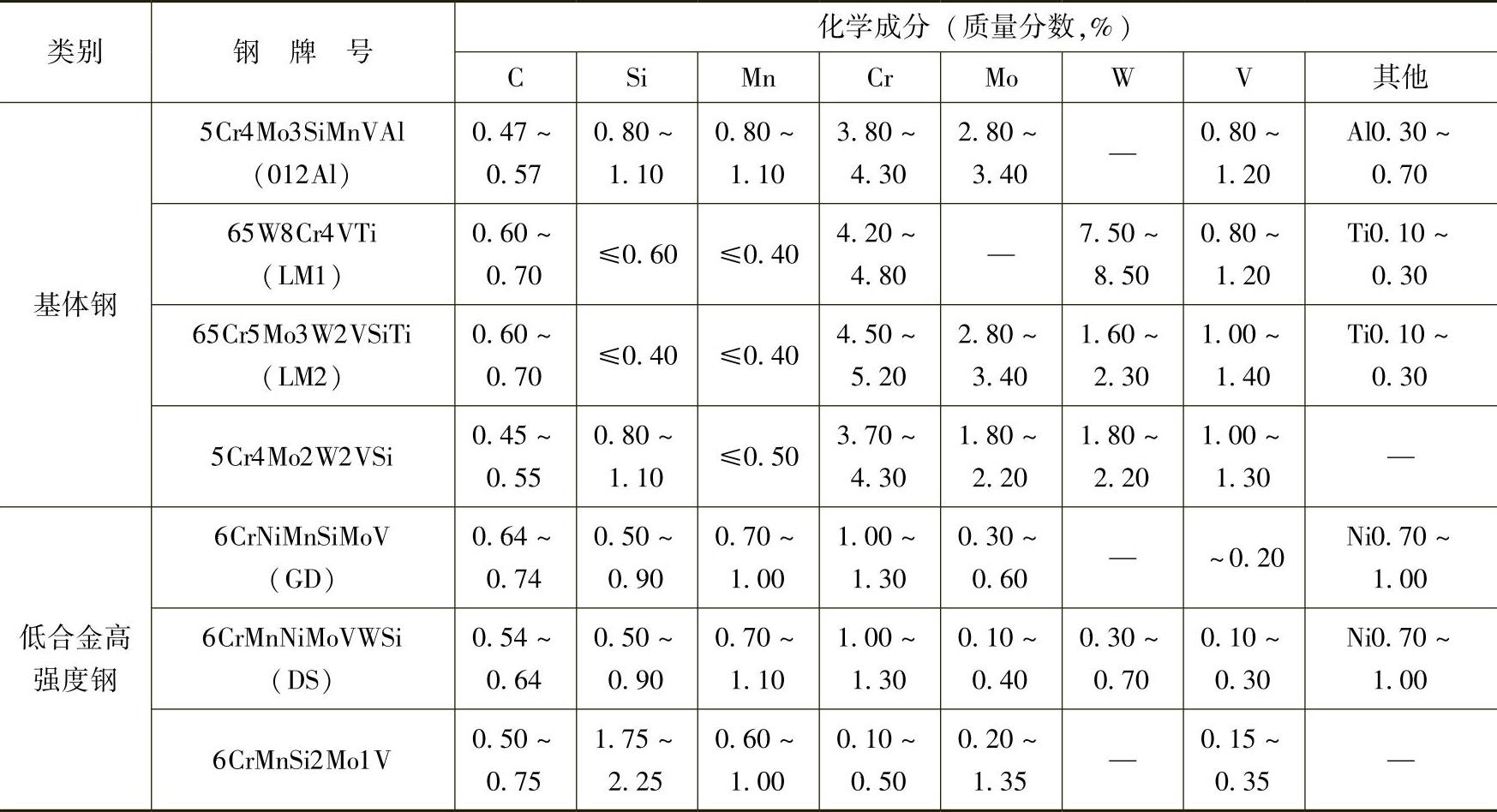
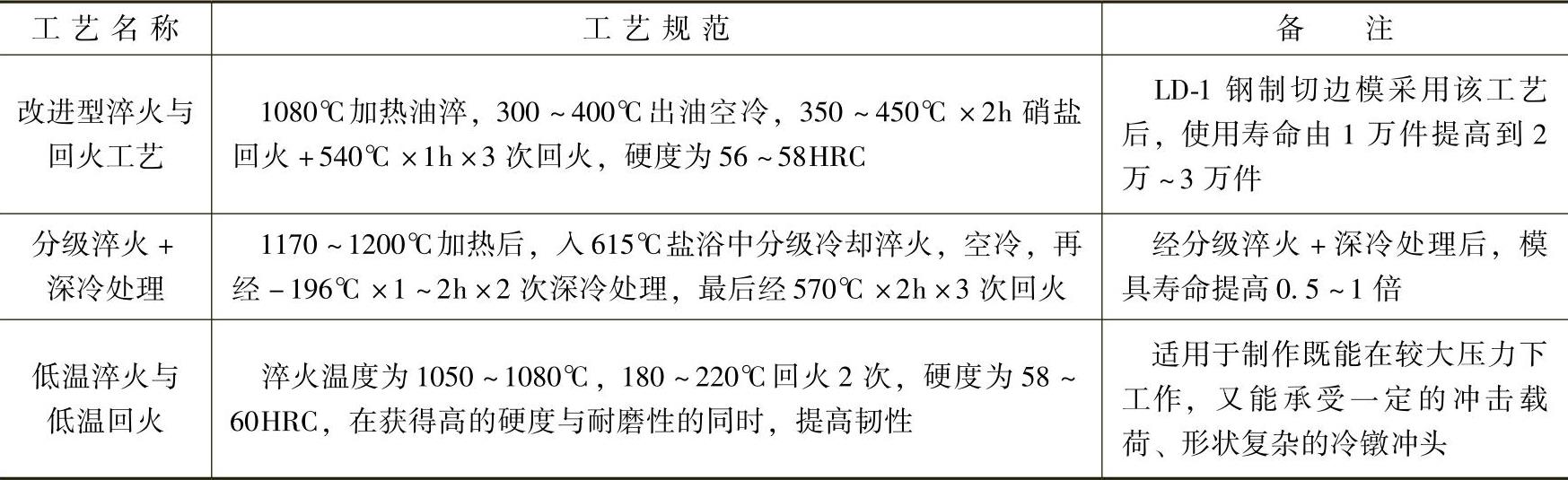
4)提高65Nb钢模具寿命的热处理工艺见表3-86。
表3-86 提高65Nb钢模具寿命的热处理工艺
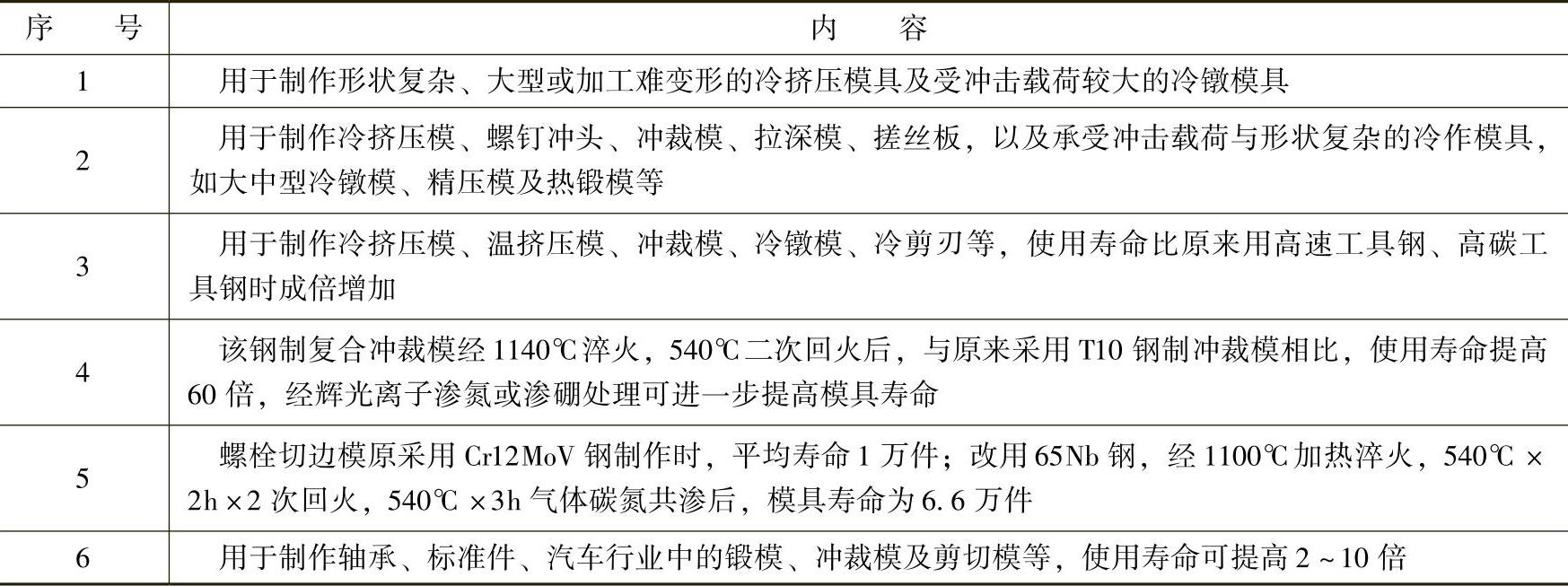
5)65Nb钢应用举例见表3-87。
表3-87 65Nb钢应用举例
(2)7Cr7Mo2V2Si(LD-1)和7Cr7Mo3V2Si(LD-2)钢 这两种钢为国内研制的新型高强韧性特种耐磨冷作模具钢,比Cr12型冷作模具钢和W6Mo5Cr4V2高速工具钢有更高的强度与韧性,且畸变小,并具有二次硬化效果。该两种钢在保持较高韧性的情况下,其抗压强度、抗弯强度、耐磨性等较65Nb钢优良。由于LD-1与LD-2两者的区别在于Mo含量相差0.5%(质量分数),因此基本性能、用途,以及热处理工艺与性能相差不大。
1)LD-1和LD-2钢的预备热处理工艺规范见表3-88。
表3-88 LD-1和LD-2钢的预备热处理工艺规范

2)LD-1钢的淬火工艺规范见表3-89。
表3-89 LD-1钢的淬火工艺规范

注:淬火加热时间按20~25s/mm计算(盐浴),预热时间为淬火加热时间的1倍。
3)推荐的回火工艺。回火温度为540~580℃,在530℃回火时有二次硬化峰值。通常回火2~3次,每次1~2h,硬度为57~63HRC。
4)推荐的热处理工艺。1150℃油冷淬火,残留奥氏体的体积分数为34%,淬火畸变小;550℃×1h回火3次,强韧性综合指标最佳。
5)提高LD-1钢模具寿命的热处理工艺见表3-90。
表3-90 提高LD-1钢模具寿命的热处理工艺
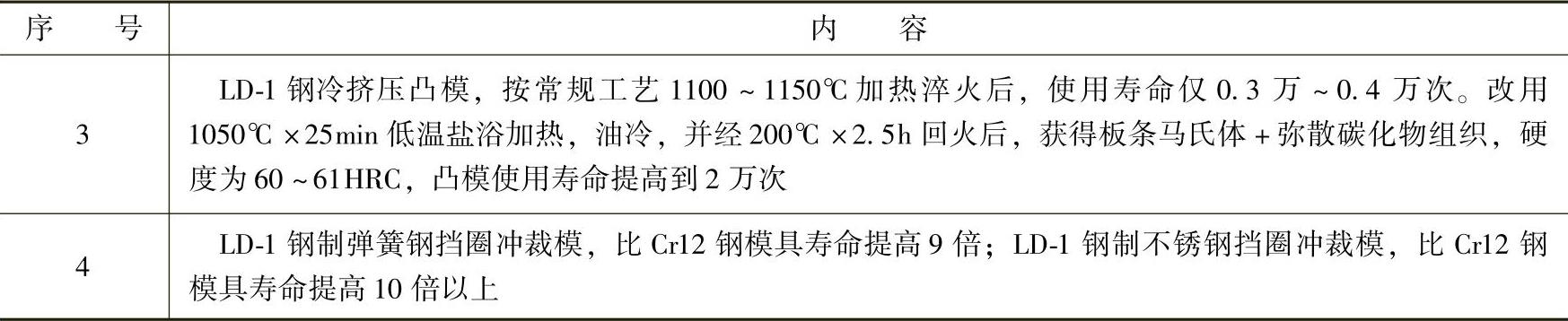
6)LD-1、LD-2钢应用举例见表3-91。
表3-91 LD-1、LD-2钢应用举例

(续)
(3)6Cr4Mo3Ni2WV(CG-2)钢 该钢为含Ni高强度基体钢类型的冷热作兼用模具钢,经过适当的热处理后,具有与高速工具钢相似的强度、与超高强度钢相似的韧性与延展性。该钢突出的优点是具有高的硬度、强度、断裂韧度以及耐磨性,可取代Cr12型钢、3Cr2W8V钢及高速工具钢用以制造要求高强韧性的冷镦、冲压和挤压模具。但该钢热疲劳强度较低,可以进行氮碳共渗处理,以强化表面性能,提高模具寿命。
1)CG-2钢的预备热处理工艺规范见表3-92。
表3-92 CG-2钢的预备热处理工艺规范

2)CG-2钢的淬火与回火工艺规范见表3-93。(www.daowen.com)
表3-93 CG-2钢的淬火与回火工艺规范

3)低温淬火。该钢作为冷作模具钢使用时,推荐采用较低的淬火温度,加热温度为1100~1120℃,油淬或分级淬火,淬火组织为细针马氏体+残留奥氏体+剩余碳化物。该钢在560℃左右回火时有二次硬化峰值。
4)应用。CG-2钢多用于制作冲头和凹模,主要用于连铸、连轧、热锻、开坯等中间过程中高温状态的热剪切刃等。
(4)5Cr4Mo3SiMnVAl(012Al)钢 该钢为冷热兼用的基体钢,具有良好的综合力学性能,强韧性高且通用性强。作为冷作模具钢,与碳素工具钢、低合金工具钢及Cr12型钢相比较,具有较高的韧性;作为热作模具钢,与3Cr2W8V钢相比,具有较高的高温强度、热硬性和较好的热疲劳性能。
1)预备热处理为等温球化退火:以≤50℃/h的升温速度随炉缓慢升温,加热至850~870℃保温4h,炉冷至710~720℃等温6h,炉冷至550℃以下出炉空冷,硬度≤229HBW。
2)012Al钢的淬火与回火工艺规范见表3-94。最佳淬火温度为1090~1120℃,该钢回火时有二次硬化现象。在500~520℃回火时出现峰值。在580~620℃回火慢冷时,会出现第二类回火脆性,因此在该温度范围内回火时必须快速冷却。
表3-94 012Al钢的淬火与回火工艺规范

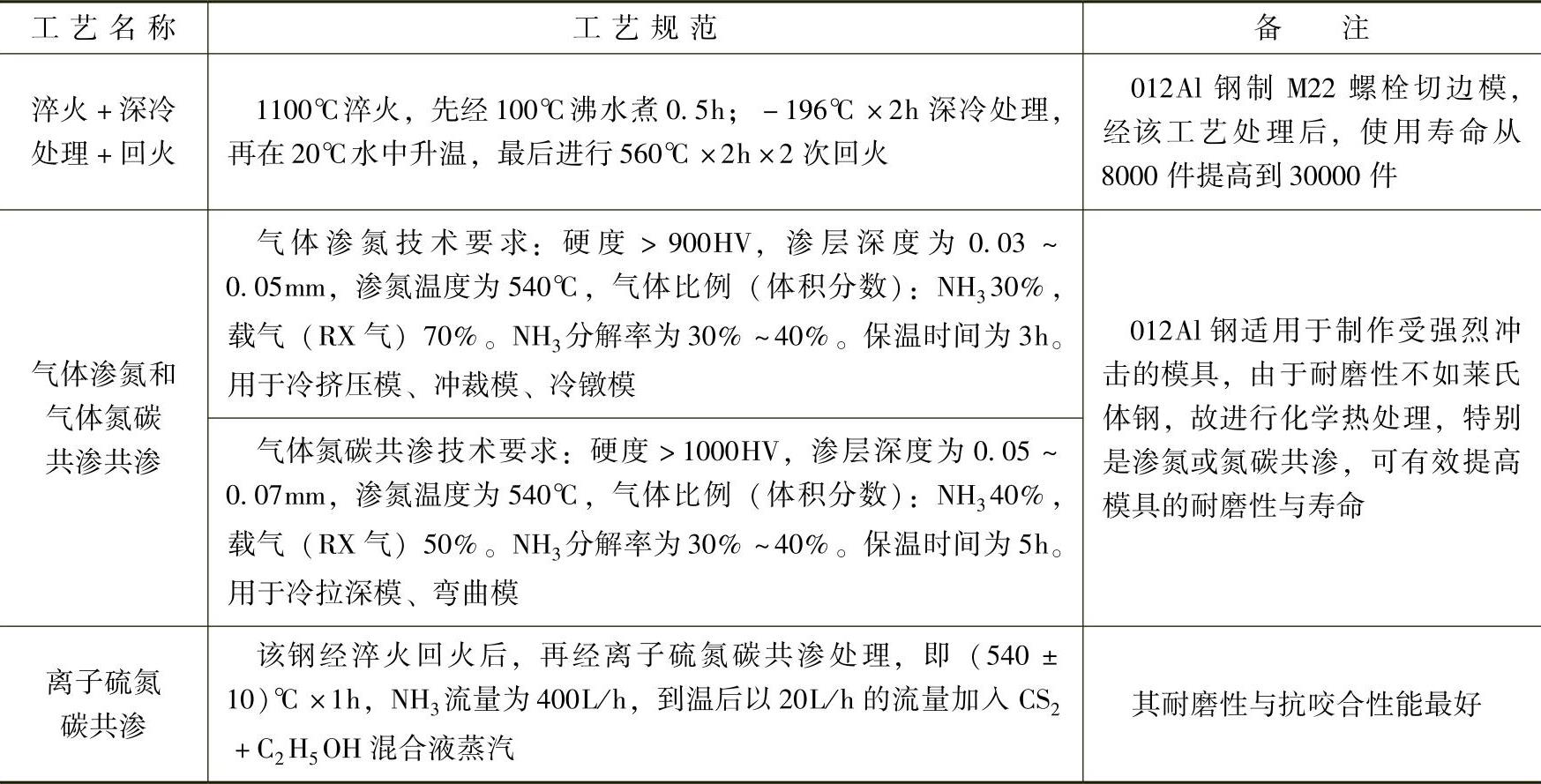
3)提高012Al钢模具寿命的热处理工艺见表3-95。
表3-95 提高012Al钢模具寿命的热处理工艺
4)应用。012Al钢用于挤压模、冲裁模、冷镦模、拉深模、冲孔凹模、弯曲模等冷作模具。该钢制造冷镦模,经1120℃加热淬火,560℃×2h×2次回火,硬度60~63HRC,使用寿命较60Si2Mn钢有显著提高。该钢制切边模,经氮碳共渗后,使用寿命是常规工艺的2倍。
(5)65W8Cr4VTi(LM1)钢 该钢为国内研制的冷热兼用基体钢,具有良好的热强性、高的高温强度、高温硬度、好的回火稳定性和耐磨性。作为冷热模具兼用钢,用其制作的模具寿命比3Cr2W8V钢的高几倍。
1)LM1钢的预备热处理工艺规范见表3-96。该钢加热时易氧化脱碳,应采用装箱或在保护气氛条件下退火。
表3-96 LM1钢的预备热处理工艺规范

2)LM1钢的淬火与回火工艺规范见表3-97。
表3-97 LM1钢的淬火与回火工艺规范

3)应用。LM1钢主要用于制作厚板冲裁模、冷挤压模及冷镦模,特别适于制作难变形材料用的大型复杂冷作模具,还可以用于制造加工钢铁材料的温热挤压模。M8螺母冷镦凸模,原采用W18Cr4V钢制作,凸模寿命仅为1万~2万件,后改用LM1钢制作,经真空淬火、回火,凸模寿命为5.29万~13.36万件。
(6)65Cr5Mo3W2VSiTi(LM2)钢 该钢属于冷热兼用基体钢。与W18Cr4V高速工具钢相比,其耐磨性、回火稳定性及热硬性相似,硬度和抗压性能相近,而抗拉强度、断裂韧度高1/3,抗弯强度高1倍,冲击韧度高2~4倍。与3Cr2W8V钢相比,LM2钢高温强度高50%。LM2钢的耐磨性比LM1钢稍差。
1)预备热处理为锻后等温退火:850~870℃×2~3h加热,730~750℃等温4~6h,炉冷到500℃以下出炉空冷,硬度≤241HBW,组织为粒状珠光体。
2)LM2钢的淬火与回火工艺规范见表3-98。
表3-98 LM2钢的淬火与回火工艺规范

3)等温淬火。淬火温度为1170℃,等温淬火270℃×60min,回火200℃×2h。处理后模具材料强韧性配合较好。
4)应用。LM2钢适用于制作冷挤压模、厚板冲裁模和冷镦模,还可以制作热作模具钢等;LM2钢制冷挤压冲裁模寿命,比W18Cr4V钢制模具提高2~8倍;LM2钢制冷挤压的小冲头寿命,比5CrMnMo钢制模具提高7~10倍;LM2钢制冷镦切边模寿命,比Cr12MoV钢模具提高8倍以上。
(7)5Cr4Mo2W2VSi钢 该钢为一种新型冷热兼用基体钢,经过适当的热处理后,具有高的硬度、(高温)强度、耐磨性、好的回火稳定性,还具有一定的韧性和抗冷热疲劳性能。
1)5Cr4Mo2W2VSi钢的预备热处理工艺规范见表3-99。
表3-99 5Cr4Mo2W2VSi钢的预备热处理工艺规范

2)5Cr4Mo2W2VSi钢的淬火与回火工艺规范见表3-100。
表3-100 5Cr4Mo2W2VSi钢的淬火与回火工艺规范

3)应用。5Cr4Mo2W2VSi钢适用于制作要求韧性较好的冷镦模具及热挤压模、热锻压模等。
3.低合金高强度钢及其热处理
该类钢主要有6CrMnNiMoVWSi(DS)、6CrNiMnSiMoV(GD)、6CrMnSi2Mo1V等牌号。
(1)6CrMnNiMoVWSi(DS)钢 该钢是新型低合金冷作模具钢,是国内开发的高韧性耐冲击冷作模具钢,具有强韧性好、淬透性好、淬火温度低、热处理畸变小和使用寿命长等特点,并具有适当的耐磨性。
1)预备热处理为等温球化退火:760~780℃×2h加热,炉冷到660~680℃等温4~6h,炉冷到550℃以下出炉空冷,硬度为220~230HBW。
2)DS钢的淬火与回火工艺规范见表3-101。模具淬火后畸变小,具有良好的强韧性。
表3-101 DS钢的淬火与回火工艺规范
3)应用。DS钢主要用于剪切、冲压、冷挤、冷镦、冲孔等冷作模具;该钢制冷剪刃,剪切ϕ40mm的50Mn2钢棒,比Cr12MoV钢剪切模寿命提高1倍以上;该钢制作的冷剪刃,剪切20mm厚普通钢板、16mm厚不锈钢板,比9SiCr钢冷剪刃寿命提高3~6倍;该类钢制作的锚链钢重载冷剪刃,比CrWMn钢寿命提高2.5倍,解决了模具的崩刃及榻角等早期失效问题。
(2)6CrNiMnSiMoV(GD)钢 该钢为国内研制的高强韧性低合金冷作模具钢,为一种碳化物偏析小而淬透性与强韧性高的模具钢。该钢淬火温度低,可替代CrWMn和部分Cr12MoV钢制冷作模具,较少出现崩刃与断裂缺陷,模具寿命大幅度提高。该钢淬透性好,空冷即可淬硬,也可以采用火焰淬火。
1)预备热处理。该钢属于空冷微变形模具钢,退火不宜球化,推荐采用等温退火工艺:760~780℃×1~3h加热,炉冷至680~700℃等温5~7h,炉冷至550℃以下出炉空冷,硬度为230~240HBW,球化组织良好,便于切削加工。若在到达加热温度760℃前,增加700℃保温1h工序,可进一步降低硬度至220~230HBW。
2)GD钢的最佳热处理工艺规范见表3-102。
表3-102 GD钢的最佳热处理工艺规范

3)推荐的热处理工艺。该钢在900℃加热油冷淬火(盐浴炉加热系数为45s/mm)、200℃回火2h后,硬度为58~62HRC,可获得最佳的强韧性配合。
4)等温淬火。淬火温度为(880±10)℃,250℃×1~1.5h等温淬火,回火温度为(180±10)℃,保温时间2h,可获得体积分数为30%以下的下贝氏体+适量马氏体的复合组织,复合组织的强韧性及耐磨性最佳,是进一步提高GD钢强韧性的有效途径。例如GD钢制M8切边模采用该工艺后,可获得最佳的强韧性及耐磨性,模具寿命提高9倍。
5)应用。GD钢用于制造各种异形、细长薄片冲裁模、挤压模、弯曲模、冷镦模等冷作模具;用于形状复杂的大型凸凹模、中厚板冲裁模、剪刃等,使用寿命大幅度提高,例如GD钢制作中厚板剪刃,总寿命比9SiCr钢提高1倍以上;可以制作要求较高强韧性和一定耐磨性的精密淬硬型塑料模具。
(3)6CrMnSi2Mo1V钢 该钢为高强韧性低合金钢,是碳化物偏析小而淬透性高的高强韧性钢。该钢淬火温度较低,因此用其制作的模具在服役过程中很少发生崩刃、断裂现象。
1)6CrMnSi2Mo1V钢的预备热处理工艺规范见表3-103。该钢属于空冷微变形模具钢,退火不易球化,推荐采用等温退火。
表3-103 6CrMnSi2Mo1V钢的预备热处理工艺规范

2)6CrMnSi2Mo1V钢的淬火与回火工艺规范见表3-104。
表3-104 6CrMnSi2Mo1V钢的淬火与回火工艺规范

3)应用。6CrMnSi2Mo1V钢多用于制作在高冲击载荷下工作的工具、冲裁模、冲裁模切边用凹模等。
4.马氏体时效钢及其热处理
在马氏体时效钢中,典型的牌号00Ni18Co8Mo5TiAl[18Ni(250)]、00Ni18Co9Mo5TiAl[18Ni(300)]、00Ni18Co13Mo4TiAl[18Ni(350)]。该类钢经固溶处理后,再经一定温度的时效,热处理畸变小,具有高的强度和韧性,而且可在固溶状态进行加工,因而可用其制作冷挤压凹模。该类钢可进行渗氮处理,提高表面性能。该类钢常用于制作冷挤压模、精密塑料模、铝合金压铸模及精密锻模等,其热处理等见本书7.5.4节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






