该类钢共同特点是过剩碳化物少,组织均匀,淬火组织以板条状马氏体为主,结合多元合金固溶强化和回火碳化物弥散强化,具有高的强度、韧性、冲击疲劳强度,主要适用于风动工具、剪切模具和大、中型冷镦模及精密压模等。
该类钢主要牌号有4CrW2Si、5CrW2Si、6CrW2Si、60Si2Mn、5Cr3Mn1SiMo1V、7CrSiMnMoV(CH-1)。其化学成分如表3-68所示。
表3-68 常用抗冲击冷作模具钢的化学成分
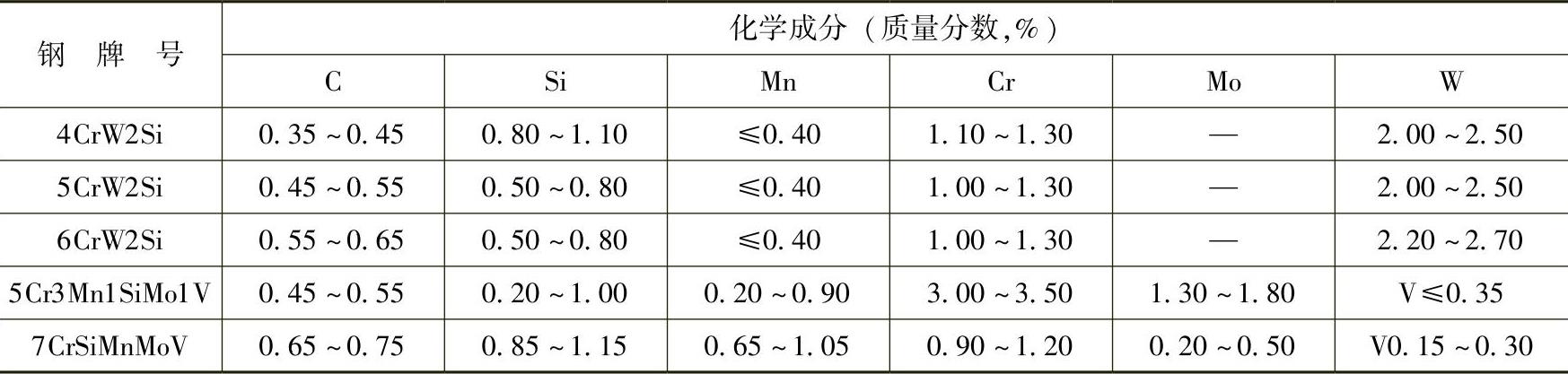
注:w(P)≤0.030%,w(S)≤0.030%。
(1)4CrW2Si钢 该钢属于含钨模具钢,是一种典型的钨钼系抗冲击工具钢,也是各国通用的冷、热作模具钢。该钢在适当回火温度下可获得较高的韧性,并提高回火稳定性,同时还具有一定的淬透性和高温强度。该钢的缺点为脱碳倾向比较明显,淬火畸变难以控制。该钢淬透性低,但经过渗碳淬火后,表面硬度和热硬性显著上升。
1)4CrW2Si钢的预备热处理工艺规范见表3-69。
表3-69 4CrW2Si钢的预备热处理工艺规范

2)4CrW2Si钢的淬火与回火工艺规范见表3-70。
表3-70 4CrW2Si钢的淬火与回火工艺规范

3)应用。4CrW2Si钢多用于制作高冲击载荷下工作的冲裁切边复合模、冲裁模、冷剪刃,以及部分小型热作模具;该钢经渗碳淬火后可用于制作重载冲裁模、大中型重载冷镦冲头及精压模具;也适用于中等应力热锻模、受热低的压铸模等。
(2)5CrW2Si钢 该钢是各国广泛应用的抗冲击工具钢之一,是冷、热作模具通用钢,具有强韧性高、耐磨性优,对等温淬火适应性好以及综合力学性能优良等特点。该钢淬火后的硬度与强度比4CrW2Si钢高,具有一定的高温力学性能,缺点为脱碳倾向比较明显,淬火畸变难以控制。该钢淬透性不太高,但经过渗碳淬火后,表面硬度与热硬性显著上升。
1)5CrW2Si钢的预备热处理工艺规范见表3-71。
表3-71 5CrW2Si钢的预备热处理工艺规范

2)5CrW2Si钢推荐的淬火与回火工艺规范见表3-72。
表3-72 5CrW2Si钢的淬火与回火工艺规范

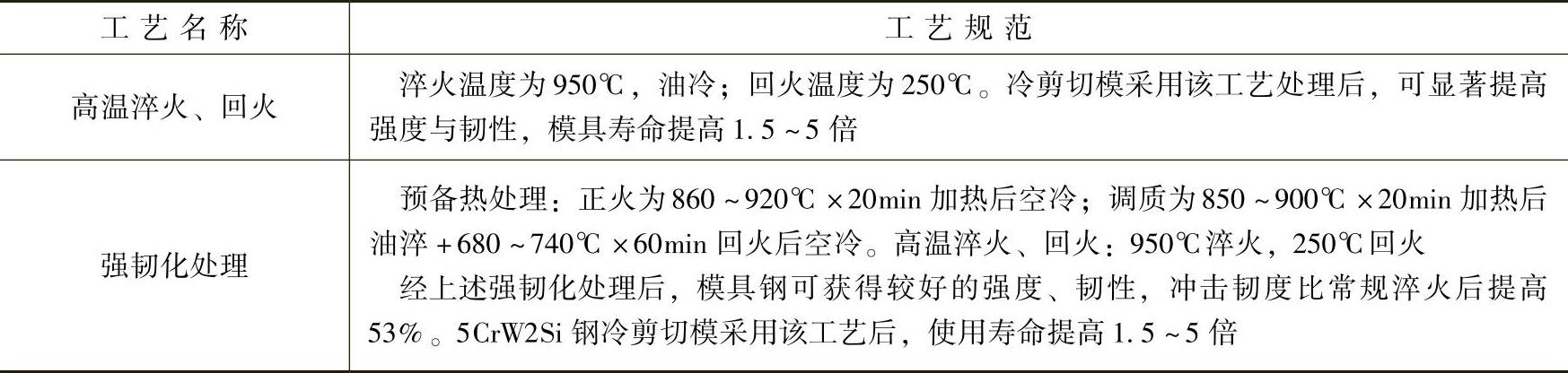
3)提高5CrW2Si钢模具寿命的热处理工艺见表3-73。
表3-73 提高5CrW2Si钢模具寿命的热处理工艺
4)应用。5CrW2Si钢主要用于制作大中型重载圆剪刃、长剪刃和成形剪刃;也可用于制作冲裁模、切边模的凹模,以及中厚钢板冲孔冲头、精压模及冷镦模;作为热作模具用钢时,可用于冲孔、穿孔工具,以及热剪切模、热锻模及易熔合金的压铸模等。
(3)6CrW2Si钢 该钢属于耐冲击工具用钢,是冷镦冲头基本牌号,也是典型的冷、热作模具通用钢。该钢的淬硬性、回火稳定性、耐磨性、抗压性均居铬钨硅系抗冲击工具钢之首,因而模具的耐磨性与抗压性好,比860~880℃淬火的模具寿命有大幅度提高。但该钢加热时脱碳敏感性较强,对淬火畸变难以控制。该钢等温转变比较稳定,有利于分级与等温淬火。
1)6CrW2Si钢的预备热处理工艺规范见表3-74。(www.daowen.com)
表3-74 6CrW2Si钢的预备热处理工艺规范

2)6CrW2Si钢的淬火与回火工艺规范见表3-75。
表3-75 6CrW2Si钢的淬火与回火工艺规范

3)应用。6CrW2Si钢主要用于制作冷镦冲头;用于制作承受冲击载荷而又要求耐磨性高的模具,如冷剪切模、冲裁切边用凹模;作为热作模具用钢,可生产螺钉和铆钉的冲头,以及热锻模等。
(4)5Cr3Mn1SiMo1V钢 该钢为具有冲击韧性的抗冲击工具钢,具有良好的抗氢蚀性,在550℃具有抗氧化性。该钢淬透性较好,其综合性能得到提高,并具有较高的韧性。
1)5Cr3Mn1SiMo1V钢的预备热处理工艺规范见表3-76。
表3-76 5Cr3Mn1SiMo1V钢的预备热处理工艺规范

2)5Cr3Mn1SiMo1V钢的淬火与回火工艺规范见表3-77。
表3-77 5Cr3Mn1SiMo1V钢的淬火与回火工艺规范

3)应用。5Cr3Mn1SiMo1V钢用于制作较高温度、高冲击载荷下服役的冲裁模、锤锻模及工具等。
(5)7CrSiMnMoV(CH-1)钢 该钢是我国研制的火焰淬火钢。该钢制作的模具淬火时,在其刃口部位用氧乙炔等火焰加热到淬火温度后空冷,硬度一般在60HRC以上,可得到1.5mm以上的淬硬层。该类钢淬透性良好,淬火畸变小。通常经火焰淬火、回火后直接使用,不需其他加工。火焰淬火解决了大型模具表面局部淬火难题。
1)CH-1钢的预备热处理工艺规范见表3-78。
表3-78 CH-1钢的预备热处理工艺规范

2)推荐的CH-1钢整体淬火、回火工艺曲线如图3-2所示。按此工艺处理后,硬度为58~62HRC。
3)火焰淬火。火焰淬火时应加热模具刃口切料面,淬火前模具一般经180~200℃预热1~1.5h,对大型整体、封闭型型腔模具可用喷枪直接预热,再加热至900~1000℃,淬火,可用火焰加热回火。
4)真空淬火、回火。预热温度为500~600℃,真空度为0.1Pa;淬火温度为880~900℃,真空度为0.1Pa,油冷(较大件)或氮气冷却;回火温度为450℃,硬度为52~54HRC;回火温度为200℃,硬度为60~62HRC。
5)应用。CH-1钢可用于薄板冲孔模、切边模、冷挤压模等;也可用于冷作模具,其寿命比碳素工模具钢、低合金工模具钢、Cr12型钢的模具提高1倍以上。
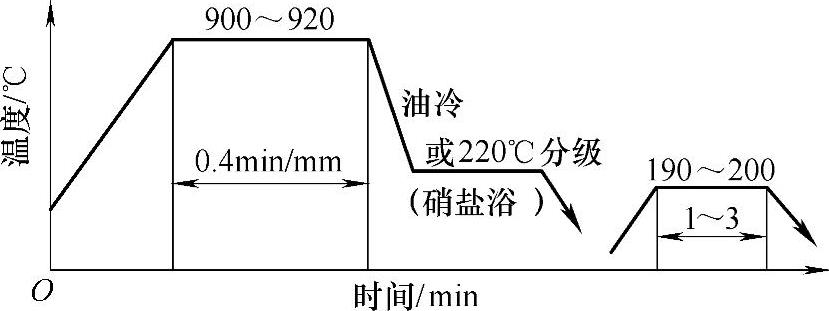
图3-2 CH-1钢的整体淬火、回火工艺曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






