
该类钢又称高承载能力冷作模具钢,即高速工具钢,如W18Cr4V(W18)、W6Mo5Cr4V2(W6或M2)、W9Mo3Cr4V(W9)及W12Mo3Cr4V3N(V3N)钢,具有高的强度、硬度、抗压性、耐磨性和热硬性,其承载能力居于各冷作模具钢之首,已经成为重载冲头的基本材料。该类钢的化学成分见表3-57。
表3-57 常用高速工具钢的化学成分
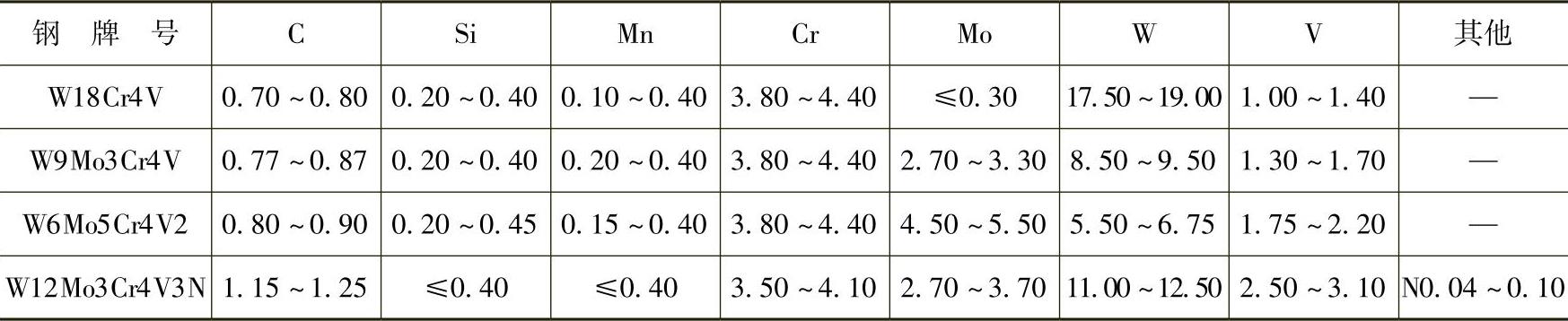
注:w(P)≤0.03%,w(S)≤0.03%。
(1)W18Cr4V(W18)钢 该钢为钨系高速工具钢,承载能力居各种模具钢之首,但韧性和导热性较差,其热处理温度范围较宽,淬火不易过热,热处理过程不易氧化脱碳。缺点为热处理工艺复杂,淬火与回火后的模具畸变难以控制,在使用中脆性大,易产生崩刃现象。
1)W18钢的预备热处理工艺规范见表3-58。
表3-58 W18钢的预备热处理工艺规范

2)W18钢的淬火工艺规范见表3-59。推荐的回火温度为560~580℃,回火三次以上,回火后硬度≥62HRC。高速工具钢在560~580℃回火,硬度显著提高并达到最高值,即发生“二次硬化”现象。
表3-59 W18钢的淬火工艺规范

3)W18钢模具淬火、回火。预热温度为850℃,保温时间按24s/mm计算,淬火温度1260~1300℃,保温时间按12~15s/mm计算,油冷;回火温度560℃,回火3次,每次1h,空冷,硬度为≥62HRC。
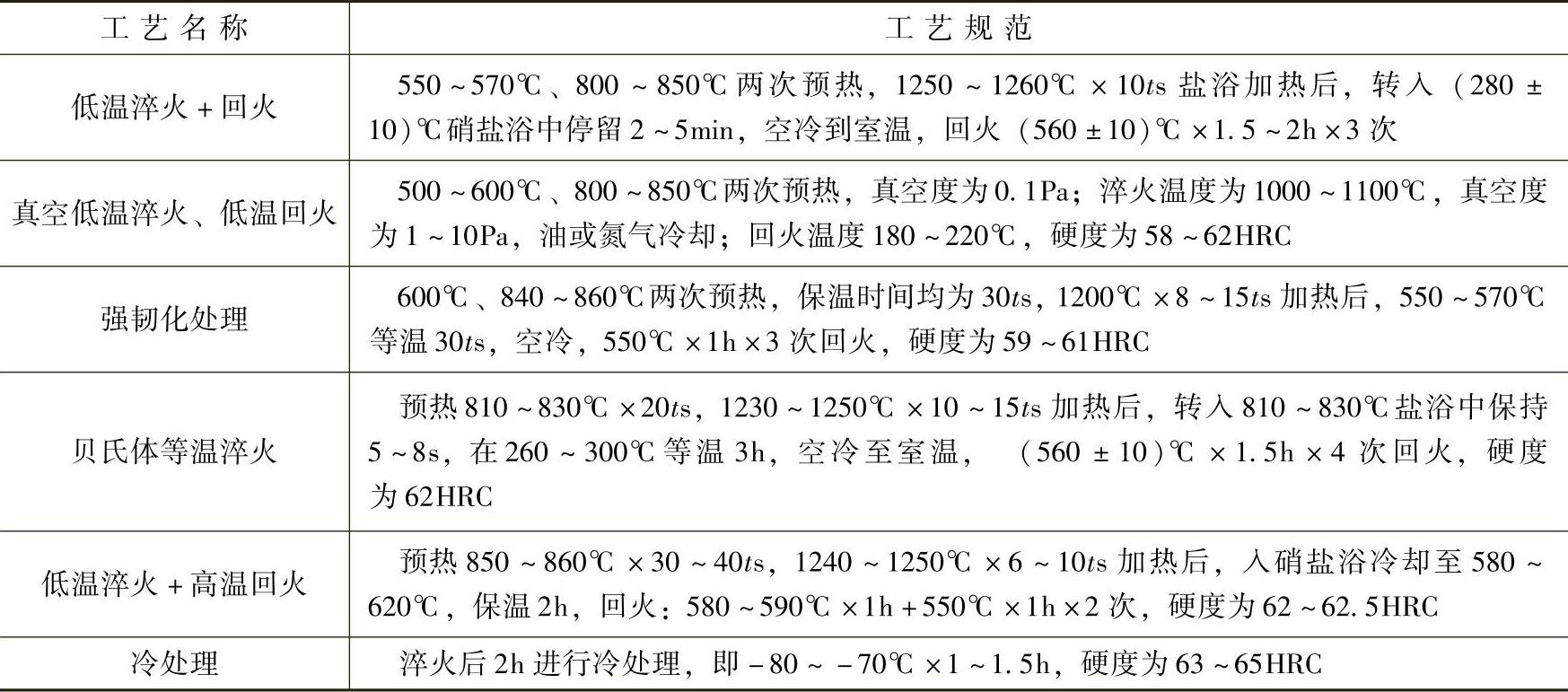
4)提高W18钢模具寿命的热处理工艺见表3-60。
表3-60 提高W18钢模具寿命的热处理工艺
5)应用。W18钢适于制造要求高的硬度、抗压强度、耐磨性且承受高载荷的冷作模具,如重载冲头、冷挤压模等,以及整体淬硬型塑料模具、粉末冶金压模和各种小型高寿命冷剪刃;该钢制作的冷挤压凸模经1280℃加热,在260℃硝盐中等温4h,空冷,进行三次正常回火后,凸模硬度为62~64HRC,组织为贝氏体(体积分数约55%)+马氏体(体积分数35%),凸模寿命可提高1~2倍。
(2)W6Mo5Cr4V2(W6)钢 该钢为钨钼系通用型高速工具钢,具有碳化物细小均匀、韧性高、热塑性好等特点。该钢是代替W18Cr4V钢的主要钢材,淬火畸变中等,回火稳定性好,淬硬层深度深,缺点为加热过程中易于氧化、脱碳。
1)W6钢的预备热处理工艺规范见表3-61。
表3-61 W6钢的预备热处理工艺规范

2)W6钢的淬火工艺规范见表3-62。推荐的回火工艺:回火温度为560℃,回火三次,硬度为62~66HRC。该钢具有回火二次硬化现象,回火硬化高峰值温度在560℃左右。
表3-62 W6钢的淬火工艺规范

3)W6钢模具淬火、回火。预热温度为850℃,预热时间按24s/mm计算。冷作模具钢的淬火温度为1150~1200℃,保温时间按12~15s/mm计算,油冷,560℃×1h×3次回火,空冷,模具淬火、回火后硬度≥60HRC。
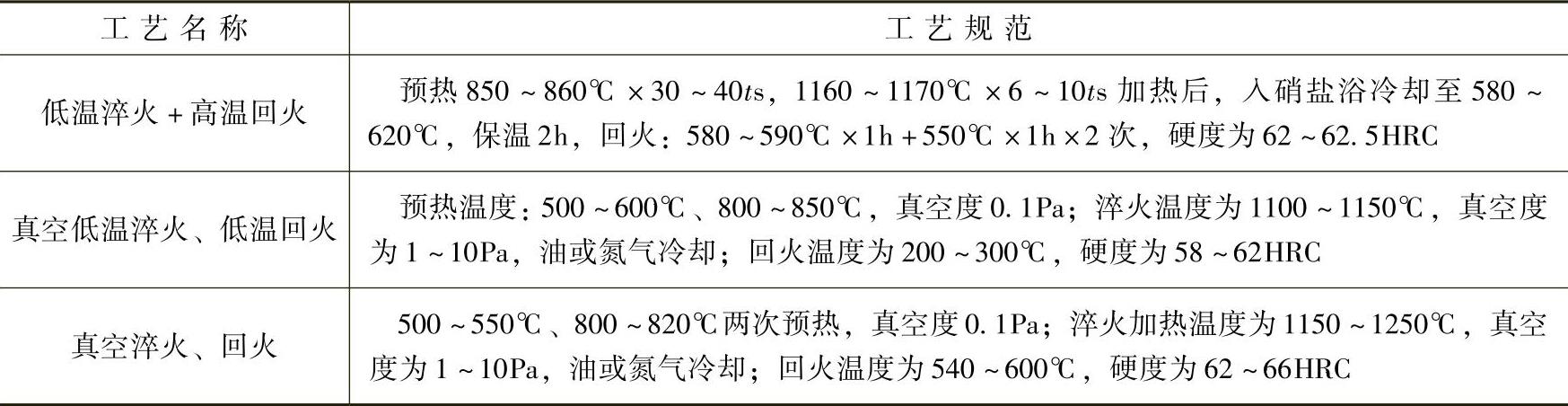
4)提高W6钢模具寿命的热处理工艺见表3-63。(www.daowen.com)
表3-63 提高W6钢模具寿命的热处理工艺
5)应用。W6钢用于制作冷挤压模、冷镦模、不锈钢拉深模,以及要求强度高和耐磨性好的塑料模具等。用于制作预应力镶套式M12螺栓冷镦模,推荐淬火硬度为59~61HRC,模具使用寿命为5万~7万件。
(3)W9Mo3Cr4V(W9)钢 该钢为通用型钨钼系高速工具钢,其冶金质量与工艺性能具有W18Cr4V和W6Mo5Cr4V2钢的优点,同时可避免或明显减少这两者的缺陷,具有良好综合性能,以及高的硬度、热硬性及高温硬度。
1)W9钢的预备热处理工艺规范见表3-64。
表3-64 W9钢的预备热处理工艺规范

2)W9钢的淬火工艺规范见表3-65。
表3-65 W9钢的淬火工艺规范

3)推荐的回火温度为550~570℃,回火三次,每次1~1.5h。在该温度区间,硬度显著提高,并达到最高值,即发生“二次硬化”现象。
4)提高模具寿命的热处理工艺。冷处理-80~-70℃×1~1.5h,硬度为63~65HRC;改进型淬火、回火,W9钢制冲裁模热处理工艺曲线如图3-1所示[1]。
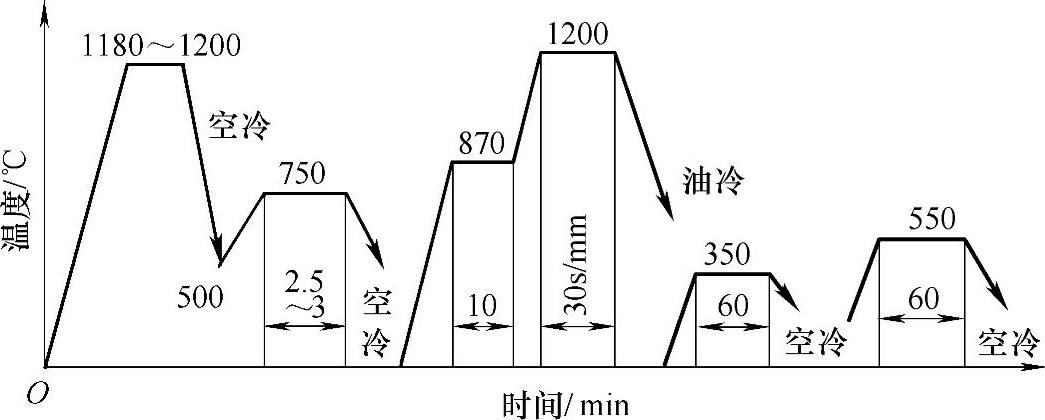
图3-1 W9钢制冲裁模热处理工艺曲线
例如,采用GCr15钢制作冲压高速工具钢机用锯条圆弧及孔的冲裁模,因强度及耐磨性不足,只能冲压1万~2万只锯条,后改用W9钢也只能冲压3万~5万只,但采用图3-1所示的热处理工艺后可冲压27万只锯条。
5)应用。W9钢用于制作重载荷模具,如冷挤压模等;也可用于高速精密冲裁模、薄片冲裁模;还可代替W18钢、W6钢用于制作冷挤压模等。
(4)W12Mo3Cr4V3N(V3N)钢 该钢为钨钼系含氮超硬型高速工具钢,是国内研制的一种无钴超硬高速工具钢。与一般高速工具钢相比,该钢具有硬度高、热硬性和耐磨性好等特点,制造冷作模具时有很好的耐磨性能。
1)V3N钢的预备热处理工艺规范见表3-66。
表3-66 V3N钢的预备热处理工艺规范

2)V3N钢的淬火工艺规范见表3-67。推荐的回火工艺:温度为550~570℃,回火4次,每次1h,硬度为≥65HRC。该钢具有二次硬化现象,回火硬化高峰值温度在560℃左右。
表3-67 V3N钢的淬火工艺规范

3)应用。V3N钢可用于工作条件更苛刻的冷作模具,以及切削工具等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




