该类钢一般是高碳高铬冷作模具钢,是一种高合金冷作模具钢,具有高的硬度、强度、耐磨性、淬透性、热硬性、抗压强度和小的淬火畸变等优点,仅次于高速工具钢。该类钢主要包括Cr12、Cr12MoV、Cr12Mo1V1(D2)、Cr6WV、Cr4W2MoV、Cr2Mn2SiWMoV、Cr5Mo1V等。经常用于制造在高耐磨、微变形、高载荷条件下工作的冷作模具,如冲裁模、冷镦模等。但由于该类钢中有大量分布不均的共晶碳化物,所以该类钢韧性较差,易出现崩刃、脆裂现象。
常用高耐磨微变形冷作模具钢的化学成分见表3-34。
表3-34 常用高耐磨微变形冷作模具钢的化学成分
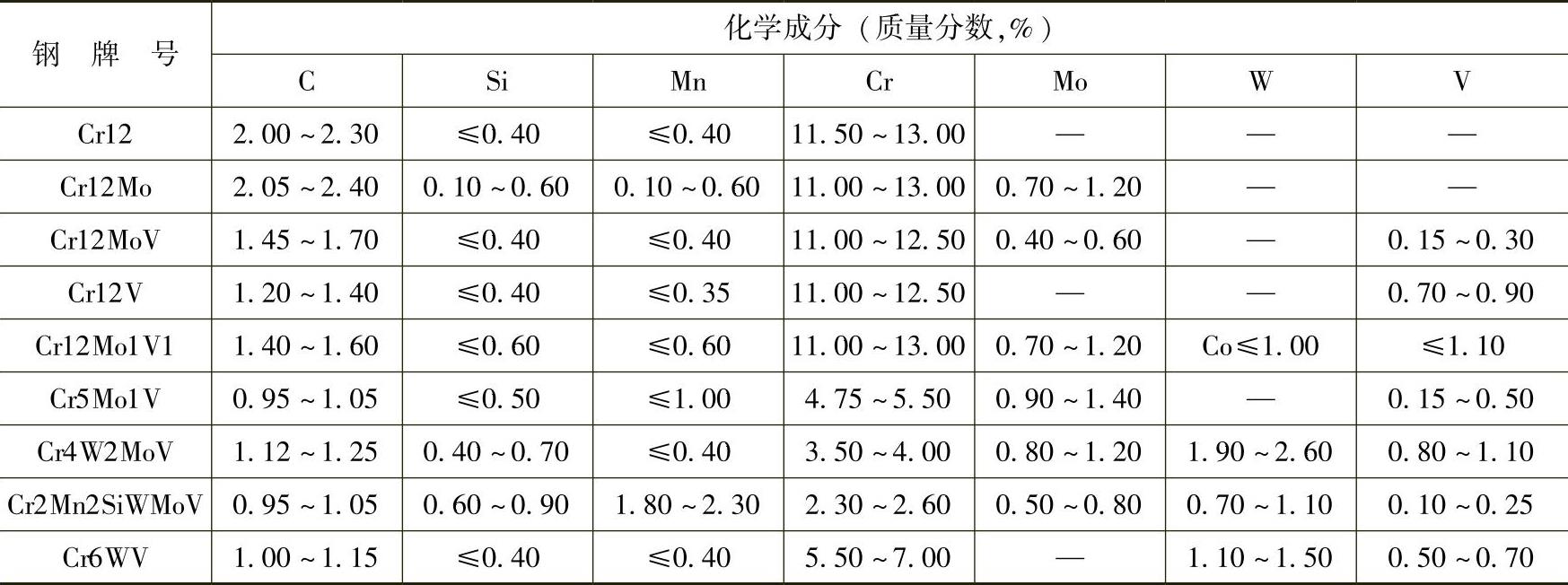
注:w(S)≤0.030%,w(P)≤0.030%。
(1)Cr12钢 该钢属于高碳高铬合金工具钢,又称为莱氏体钢。淬火后钢中有大量的残留奥氏体,减少了模具淬火时的畸变量。该钢具有高的硬度与耐磨性、较高的淬硬性、强韧性,其耐磨性比一般低合金工具钢高3~4倍。
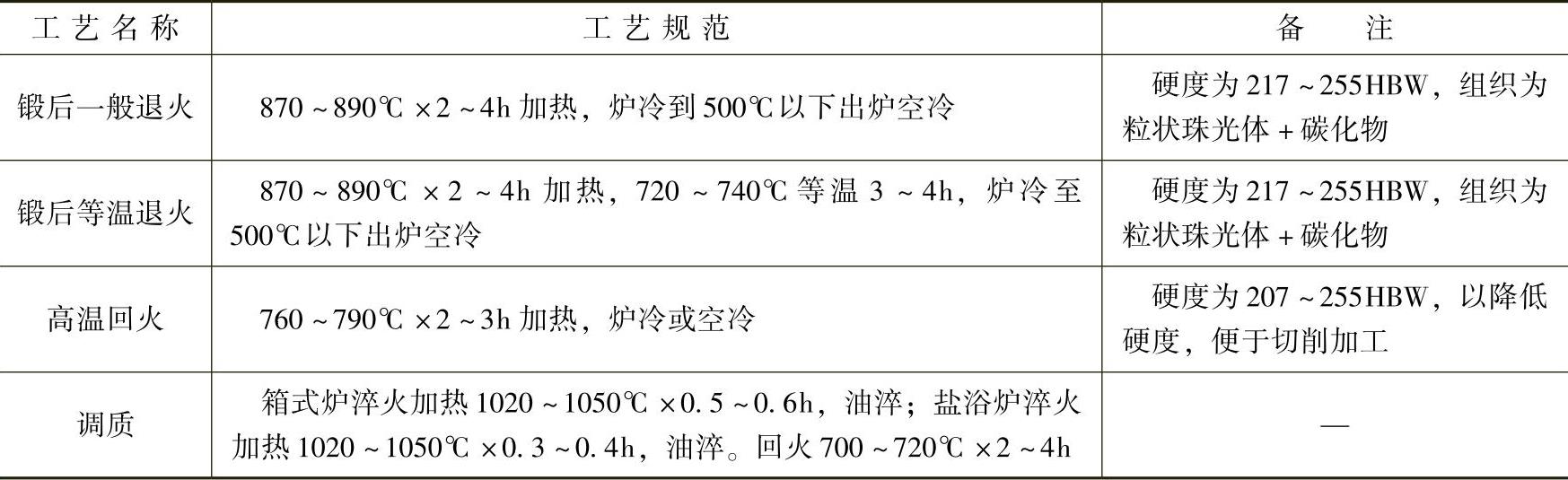
1)Cr12钢的预备热处理工艺规范见表3-35。
表3-35 Cr12钢的预备热处理工艺规范

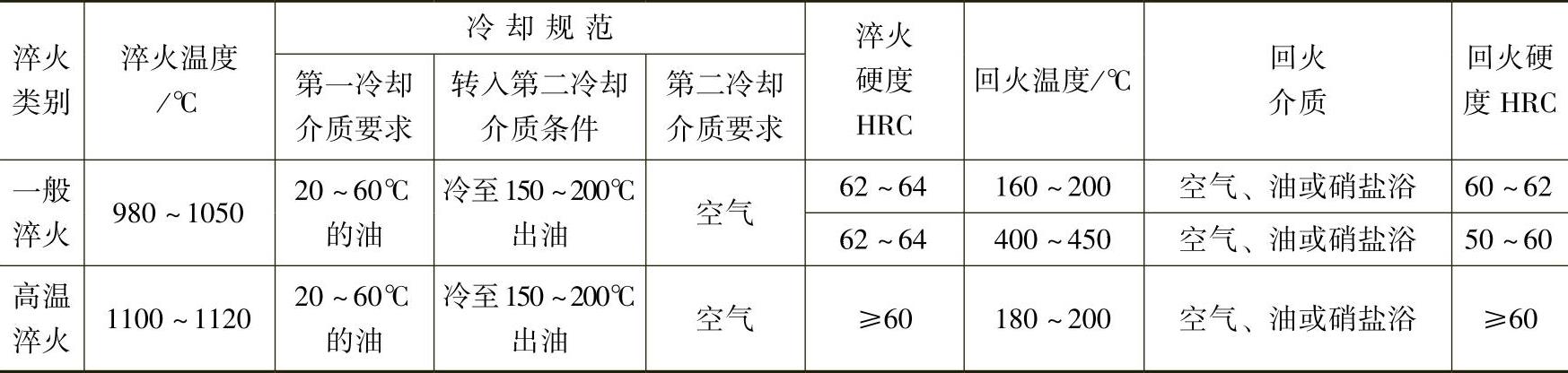
2)Cr12钢的淬火与回火工艺规范见表3-36。
表3-36 Cr12钢的淬火与回火工艺规范
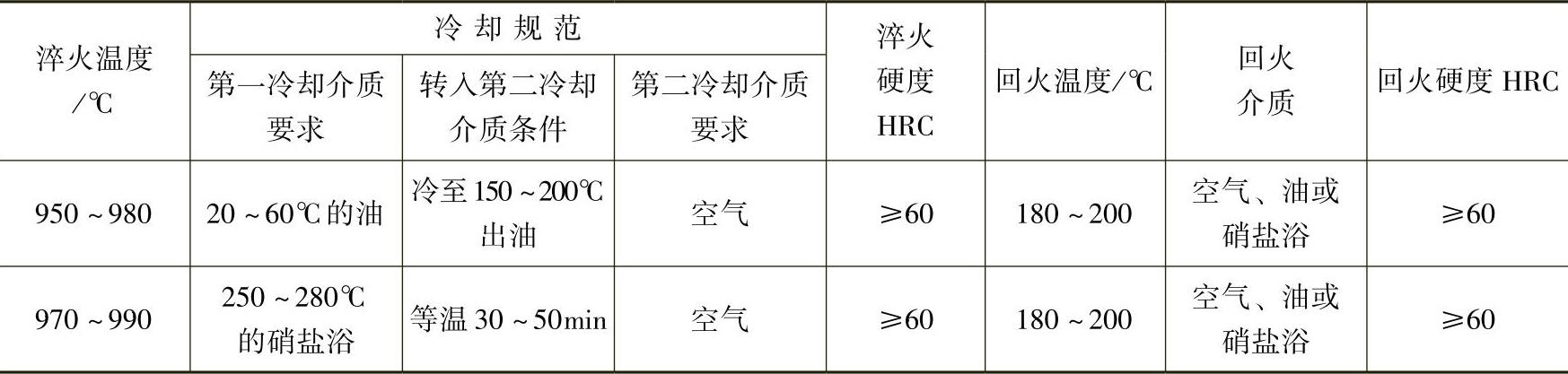
3)推荐的回火温度为180~200℃,硬度≥60HRC,其回火脆性区为275~375℃,在回火时应尽量避开回火脆性区。为了防止电加工裂纹和磨削裂纹,提高Cr12模具的韧性,建议采取400℃回火,回火后硬度为54~58HRC。
4)提高Cr12钢模具寿命的热处理工艺见表3-37。
表3-37 提高Cr12钢模具寿命的热处理工艺
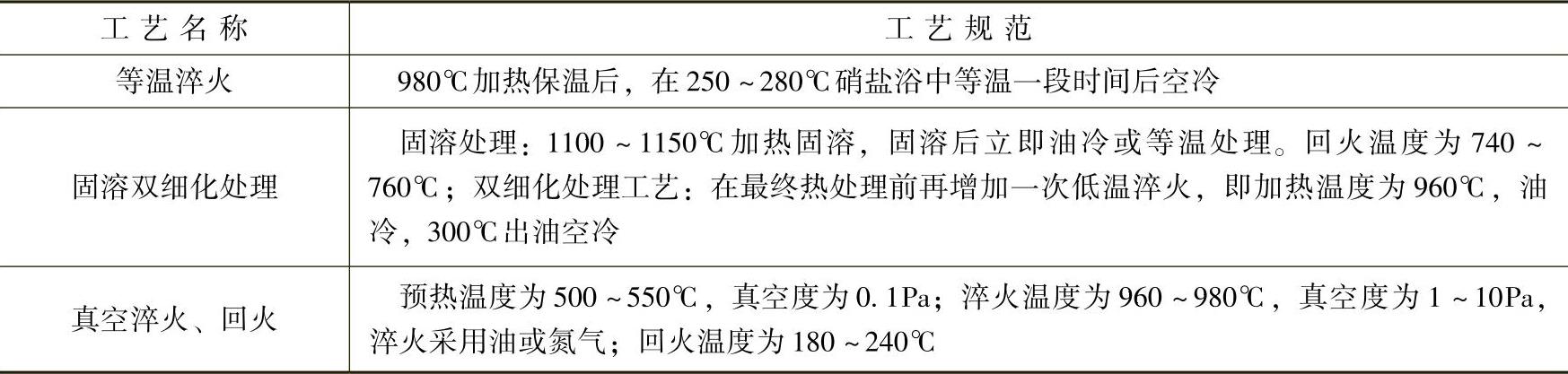
5)应用。Cr12钢广泛用于制作大截面、形状复杂、经受冲击力大、要求耐磨性高的冷作模具,如硅钢片冲裁模、滚丝模、拉丝模;也可用于制作热固性塑料成形模等;还可用于成形碳的质量分数为0.65%~0.80%的弹簧板,硬度为37~42HRC,使用寿命可达22万次。
(2)Cr12Mo钢 该钢为高碳高铬微变形模具钢,属于莱氏体钢。该钢淬火回火后的硬度、强度、韧性比Cr12高,耐磨性和塑性也较好,畸变小。其耐磨性比一般低合金工具钢高3~4倍。该钢中含有大量的共晶碳化物,其不均匀性容易造成模具在淬火过程中的畸变与开裂。
1)Cr12Mo钢的预备热处理工艺规范见表3-38。
表3-38 Cr12Mo钢的预备热处理工艺规范
2)Cr12Mo钢的淬火与回火工艺规范见表3-39。该钢在275~375℃为回火脆性区,故应避开此温度区回火。
表3-39 Cr12Mo钢的淬火与回火工艺规范
3)应用。Cr12Mo钢用于制作高耐磨、微变形、高载荷工作要求的冷作模具;也可广泛用于制作截面大、形状复杂、经受冲击力大、要求耐磨性高的冷作模具,如硅钢片冲裁模、滚丝模、拉丝模;尚可用于形状复杂的冲孔凹模、钢板深型拉深模;还可用于制作大截面热锻模具等。
(3)Cr12MoV钢 该钢是高碳高铬莱氏体钢,与Cr12相比,该钢具有高的淬透性,在300~400℃回火后仍具有较高的硬度与耐磨性。该钢具有高的韧性,淬火后体积畸变小,同时具有良好的综合力学性能。其耐磨性比一般低合金工具钢高3~4倍。
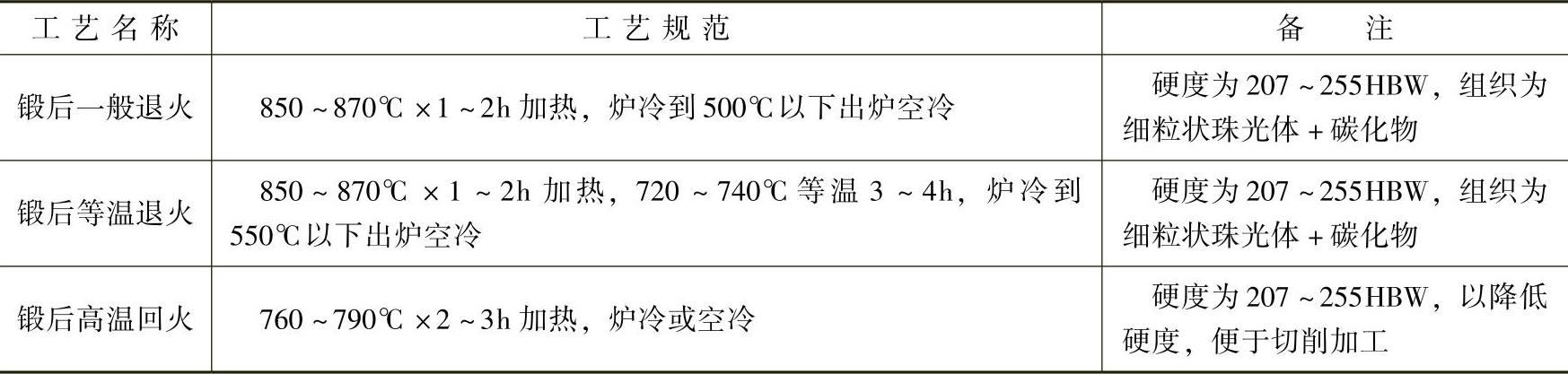
1)Cr12MoV钢的预备热处理工艺规范见表3-40。
表3-40 Cr12MoV钢的预备热处理工艺规范
2)Cr12MoV钢的淬火、回火工艺规范分别见表3-41和表3-42。该钢在275~375℃是回火脆性区,故应避开此温度区间。
表3-41 Cr12MoV钢的淬火工艺规范
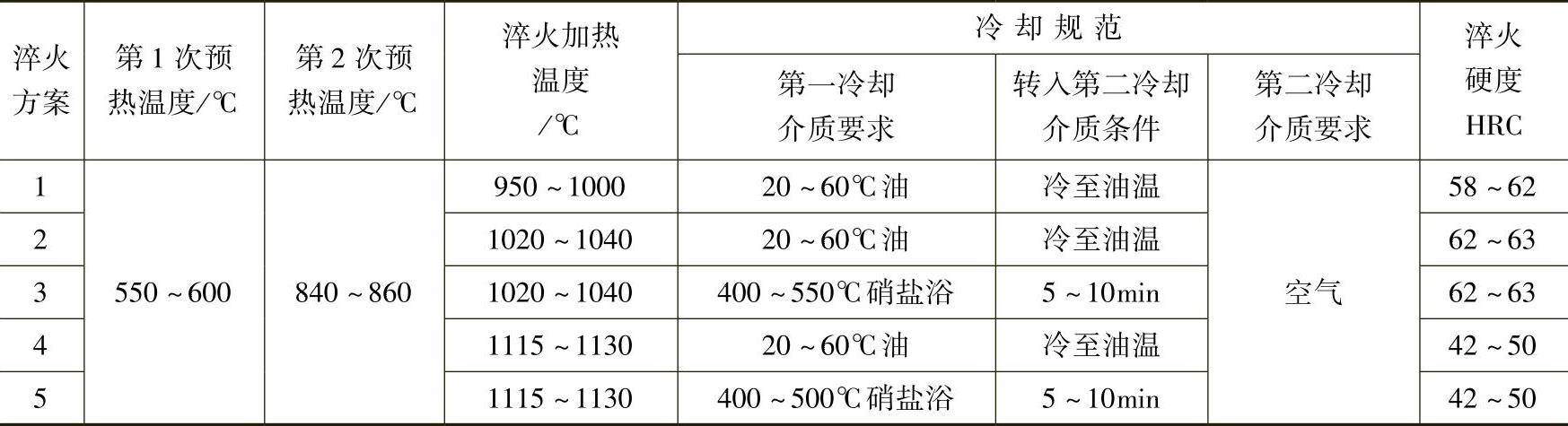
注:1.淬火方案4和5用于要求获得热硬性和高耐磨性的模具。
2.1和2方案淬火后组织比例(体积分数)为:碳化物12%,马氏体68%~73%,奥氏体15%~20%。
表3-42 Cr12MoV钢推荐的回火工艺规范

3)提高Cr12MoV钢模具寿命的热处理工艺见表3-43。
表3-43 提高Cr12MoV钢模具寿命的热处理工艺
4)Cr12MoV钢应用举例见表3-44。
表3-44 Cr12MoV钢应用举例

(续)

(4)Cr12Mo1V1(D2)钢 该钢属于高碳高铬型莱氏体钢和高耐磨韧性冷作模具钢,具有高的淬透性、淬硬性、耐磨性,高温抗氧化性能和综合性能好,用其制作的模具使用寿命高于Cr12MoV钢的模具寿命。
1)Cr12Mo1V1钢的预备热处理工艺规范见表3-45。
表3-45 Cr12Mo1V1钢的预备热处理工艺规范(www.daowen.com)

2)Cr12Mo1V1钢的淬火与回火工艺规范见表3-46。该钢在550℃左右出现二次硬化高峰值,275~375℃为回火脆性区,因此应避开此温度区间,并进行二次回火。
表3-46 Cr12Mo1V1钢的淬火与回火工艺规范

3)应用。Cr12Mo1V1钢适合制作各种高精度、长寿命的冷作模具,如形状复杂的冲孔凹模、滚丝模、搓丝板等,其寿命比Cr12MoV钢提高5~6倍;也可用于重载落料模、冷挤压模、深型拉深模、冷剪切刃、冷镦模、陶土模等。
(5)Cr5Mo1V钢 该钢是一种高碳、中铬、微变形空淬冷作模具钢和合金工具钢,具有明显的空淬硬化性能,其空淬畸变微小,耐磨性介于锰钢与高碳高铬型工具钢之间,韧性优于Cr12MoV和Cr12Mo1V1钢。
1)Cr5Mo1V钢的预备热处理工艺规范见表3-47。
表3-47 Cr5Mo1V钢的预备热处理工艺规范

2)Cr5Mo1V钢的淬火与回火工艺规范见表3-48,该钢在550℃左右出现二次硬化高峰值,275~450℃是回火脆性区,因此应避开此温度区间,并进行二次回火。
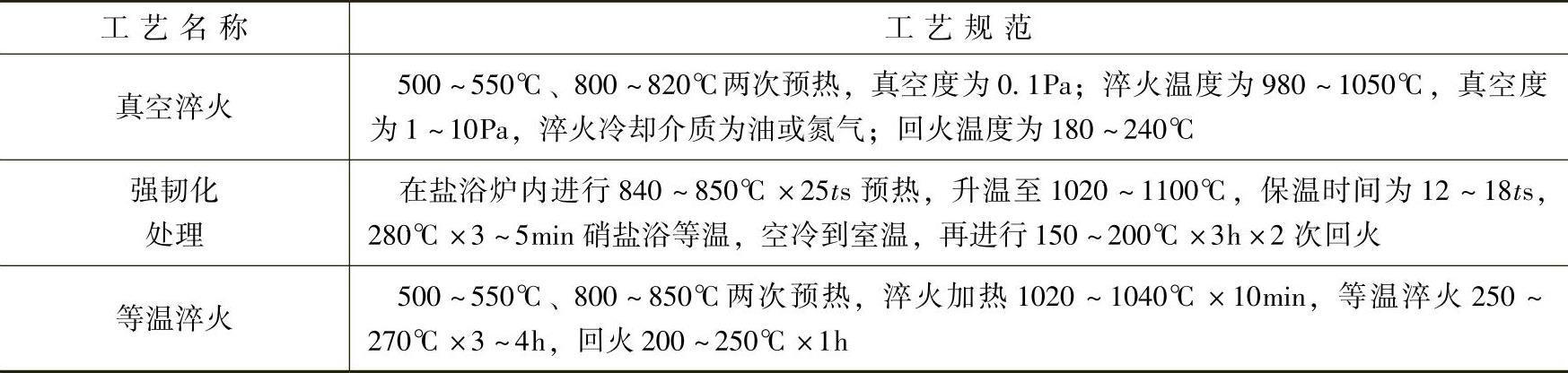
表3-48 Cr5Mo1V钢的淬火与回火工艺规范

3)真空淬火、回火。500~550℃、800~820℃两次预热,真空度为0.1Pa;淬火温度为970~1000℃,真空度为1~10Pa,油或氮气冷却;回火温度160~200℃,硬度为60~62HRC。
4)应用。Cr5Mo1V钢广泛应用于下料模、冲裁模、拉深模及滚丝模;也可用于制作剪切刃和耐磨塑料模具等;还可用于成形碳的质量分数为0.65%~0.80%的弹簧钢板,硬度37~42HRC,使用寿命可达11万~12万次,再经渗氮处理后使用寿命可达40万次。
(6)Cr4W2MoV(120)钢 该钢是我国新研制的高合金工具钢和高耐磨微变形冷作模具钢。该钢是针对Cr12系钢的缺点而研制的一种代用钢,具有高的淬透性与淬硬性,同时具有较好的耐磨性、尺寸稳定性及二次硬化能力。其寿命较Cr12、Cr12MoV钢有较大的提高。
1)Cr4W2MoV钢的预备热处理工艺规范见表3-49。
表3-49 Cr4W2MoV钢的预备热处理工艺规范

2)Cr4W2MoV钢的淬火与回火工艺规范见表3-50。该钢在530℃左右出现二次硬化高峰值,在300℃和530℃左右为回火脆性区,因此应避开此温度区间,并进行三次回火,可消除应力与稳定组织。
表3-50 Cr4W2MoV钢的淬火与回火工艺规范

注:1.方案1可使模具获得良好的强韧性。
2.方案2可模具使获得高的耐磨性和热硬性。
3)提高Cr4W2MoV钢模具寿命的热处理工艺见表3-51。
表3-51 提高Cr4W2MoV钢模具寿命的热处理工艺

4)应用。Cr4W2MoV钢用于制作各种冲裁模、冷镦模、落料模、冷挤压凹模和搓丝板等冷作模具;用该钢制作的凸模采用1020℃加热,260℃×1h等温淬火,220℃×1h×2次回火,硬度为58~59HRC,模具平均寿命898件。
(7)Cr6WV(A2)钢 该钢由美国A2钢演变而来,是一种高碳中铬、微变形的冷作模具钢,属于具有良好综合性能的中合金冷作模具钢,其特点为淬火畸变小且均匀、淬透性高、强度高,具有较好的耐磨性和一定的冲击韧性。
1)Cr6WV钢的预备热处理工艺规范见表3-52。
表3-52 Cr6WV钢的预备热处理工艺规范

2)Cr6WV钢的淬火工艺规范见表3-53,Cr6WV钢推荐的回火工艺规范见表3-54。
表3-53 Cr6WV钢的淬火工艺规范
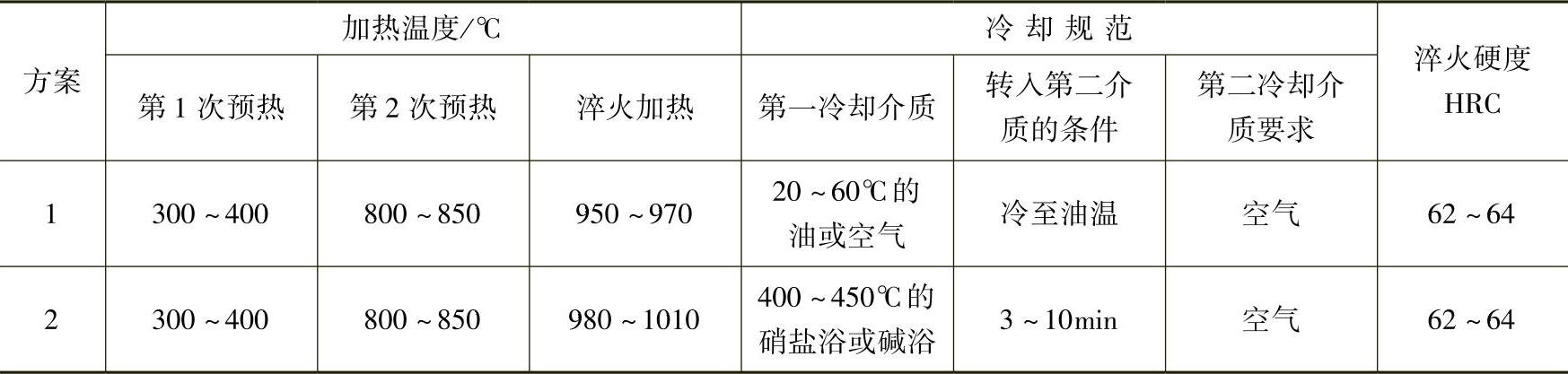
表3-54 Cr6WV钢推荐的回火工艺规范

对于淬火温度,一般冲裁模取下限温度(960~980℃),小型重载冲头取上限温度(1000℃)。回火尽可能在200~300℃之间进行,以获得较高的强韧性。
3)应用。Cr6WV钢用于制作高强度、具有一定耐磨性和承受一定冲击载荷的模具,如冲裁模、切边模、压印模、滚丝模、搓丝板等;该钢是中等载荷的冷挤压模、冷镦模的主要材料;可用于制作大批量生产用的薄板、中厚板的冲裁模,其寿命接近Cr12MoV钢,成倍超过9Mn2V、CrWMn钢等。
(8)Cr2Mn2SiWMoV钢 该钢为高耐磨空冷微变形冷作模具钢,其淬透性高、淬火温度低、热处理淬火畸变小且均匀,具有高的力学性能与耐磨性,但脱碳敏感性大。用该钢制作的模具,寿命比Cr12型钢模具提高数倍,且尺寸稳定性好,一般尺寸的模具均可通过空冷淬火。
1)Cr2Mn2SiWMoV钢的预备热处理工艺规范见表3-55。
表3-55 Cr2Mn2SiWMoV钢的预备热处理工艺规范

2)Cr2Mn2SiWMoV钢推荐的淬火与回火工艺规范见表3-56。
表3-56 Cr2Mn2SiWMoV钢推荐的淬火与回火工艺规范

3)应用。Cr2Mn2SiWMoV钢主要用于轻载荷的复杂冲裁模及高精度多孔冲裁模;该钢是成批或大批量生产用冲裁模的基本材料,也是中等载荷的冷挤压模、冷镦模的主要材料;可用于轴承行业的高精度薄钢板冲孔模、冲裁模,淬火畸变均匀;也可用于电动机硅钢片冲槽模,其刃磨寿命为7万~9万次,与Cr12钢相当。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





