该类钢又称低合金冷作模具钢和油淬硬型冷作模具钢。此类钢的淬透性、强韧性、耐磨性及热处理畸变抗力均优于碳素工具钢,使用寿命也比碳素工具钢长。常用低变形冷作模具钢有CrWMn、9Mn2V、9CrWMn等,其化学成分见表3-25。
表3-25 常用低变形冷作模具钢的化学成分

注:w(S)≤0.030%,w(P)≤0.030%。
(1)CrWMn钢 该钢是合金工具钢和油淬低变形冷作模具钢,具有高的淬透性。该钢经淬火与低温回火后,比Cr2和9SiCr钢具有更多的过剩碳化物、高的硬度与耐磨性,W元素能细化晶粒,使钢具有较好的韧性,畸变小,且尺寸稳定性好。
1)CrWMn钢的预备热处理工艺规范见表3-26。
表3-26 CrWMn钢的预备热处理工艺规范
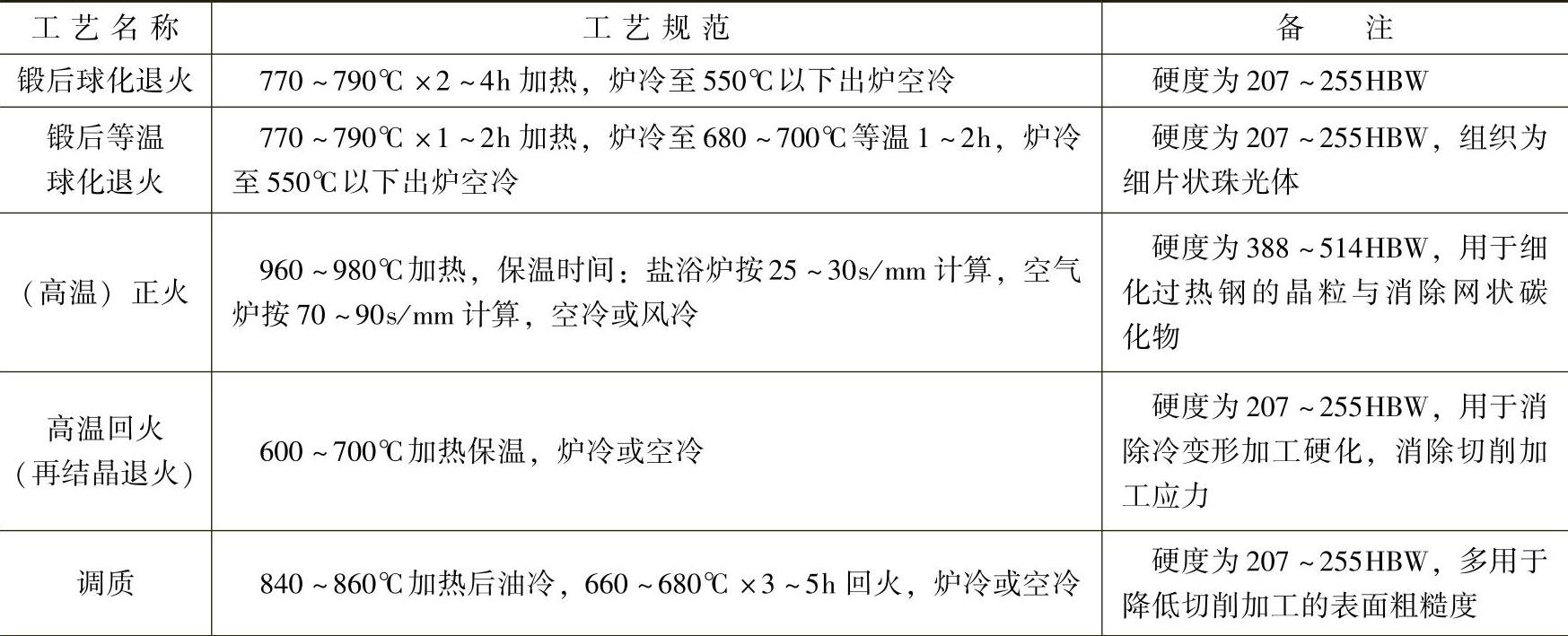
注:若锻造后已有较严重的网状碳化物析出或晶粒粗大,则球化退火前应进行一次正火处理。
2)CrWMn钢的淬火工艺规范见表3-27。
表3-27 CrWMn钢的淬火工艺规范
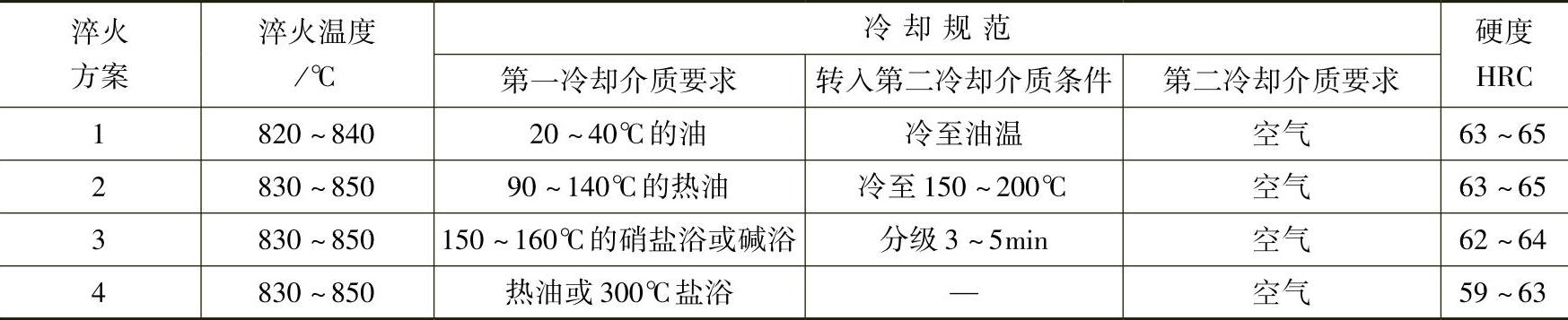
注:1.方案2~4用于形状复杂,要求畸变小的模具。
2.直径或厚度大于50mm的模具,淬火温度可提高到850~870℃。
3)冷处理。冷处理温度为-70℃,主要用于高精度模具的尺寸稳定化。
4)回火。回火温度为170~200℃,硬度为60~62HRC,该钢在250~350℃区域内回火时具有回火脆性,所以应避开此温度范围,否则将会造成模具韧性的严重降低。
5)提高CrWMn钢模具寿命的热处理工艺见表3-28。
表3-28 提高CrWMn钢模具寿命的热处理工艺

6)应用。CrWMn钢多用于制作畸变小和形状复杂、耐磨性好的轻载荷冲裁模、轻载荷拉深模、弯曲翻边模等;该钢制滚丝模原采用氰盐淬火,每副滚丝模寿命为20万件,且会产生污染,现改为真空热处理后,每副寿命高达100万件以上,模具寿命提高4倍多,且环保。
(2)9Mn2V钢 该钢是Mn2系合金工具钢,其淬透性、韧性偏低,该钢的综合力学性能优于碳素工具钢和低合金工具钢,具有较高的硬度与耐磨性,淬火畸变及淬裂倾向小,其碳化物不均匀性好于CrWMn钢。
1)9Mn2V钢的预备热处理工艺规范见表3-29。(www.daowen.com)
表3-29 9Mn2V钢的预备热处理工艺规范

2)9Mn2V钢的淬火工艺规范见表3-30。
表3-30 9Mn2V钢的淬火工艺规范

3)回火。回火温度为150~200℃,保温2~3h,空冷,硬度为60~62HRC。在200~300℃范围回火时有回火脆性及体积显著膨胀现象,应予以控制。
4)真空淬火、回火。预热温度为500~600℃,真空度为0.1Pa;淬火温度为780~820℃,真空度为0.1Pa,油冷;回火温度为180~200℃,硬度为62~63HRC。
5)应用。9Mn2V钢适于制作一般尺寸要求的冲裁模、冷压模及落料模、胶木模,如制作冲件厚度<4mm的冲裁模,刃磨寿命稳定在2万~3.5万次水平;也可用于制作淬火硬度为46~52HRC的热固性塑料模具;尚可用于整体淬硬型塑料模具;还可用于制作尺寸较大、形状复杂和精度较高的塑料模具等。
(3)9CrWMn钢 该钢为合金工具钢和低合金冷作模具钢,其硬度及耐磨性较高,并具有较好的韧性,并能减小过热敏感性。该钢对形成网状碳化物比较敏感,容易使模具刃部产生剥落,故应对其进行合理的锻造处理,推荐采用碳化物超细化处理工艺。
1)9CrWMn钢的预备热处理工艺规范见表3-31。
表3-31 9CrWMn钢的预备热处理工艺规范

2)9CrWMn钢的淬火工艺规范见表3-32。
表3-32 9CrWMn钢的淬火工艺规范

3)常规淬火与回火。淬火温度为820~840℃,油冷,硬度为64~66HRC。回火温度为160~180℃,硬度≥61HRC。
4)提高9CrWMn钢模具使用寿命的热处理工艺见表3-33。
表3-33 提高9CrWMn钢模具寿命的热处理工艺

5)应用。9CrWMn钢用于制作畸变小、截面尺寸不大而形状复杂、高精度的冲裁模和金属冷剪切长刃;还可用于制作薄片冲裁模、首饰压花模;用于整体淬硬型塑料模具,以及热固性塑料成形模和要求高耐磨、高强度的塑料模具等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







