低淬透性冷作模具钢包括碳素工具钢和高碳低合金钢,该类钢的代表钢牌号为T7A、T8A、T9A、T10A、T12A,以及9SiCr、8MnSi、Cr2、9Cr2、Cr06、GCr15等。这类钢在热加工后应严格控制冷却速度,并需要采用适当的预备热处理工艺,否则容易形成网状碳化物,造成模具的脆性增大和早期开裂。
对于小型模具可选择较低的淬火温度(760~780℃);对于较大型、中型模具,应适当提高淬火温度(800~850℃)。回火温度通常采用220~280℃。
1.碳素工具钢及其热处理
碳素工具钢的碳质量分数为0.7%~1.3%,热处理后可得到高的硬度和耐磨性,用于制作尺寸不大、形状简单、受轻载荷的模具。该类钢淬透性低,淬火温度范围窄,淬火畸变大,较大的模具不能淬透,淬火时易形成裂纹,并容易产生过热。与合金钢相比,该类钢制造的模具寿命低,因此不宜制作精度要求高、形状复杂、承载力较大的大中型模具。
碳素工具钢的钢牌号与化学成分见表3-6。
表3-6 碳素工具钢的钢牌号与化学成分
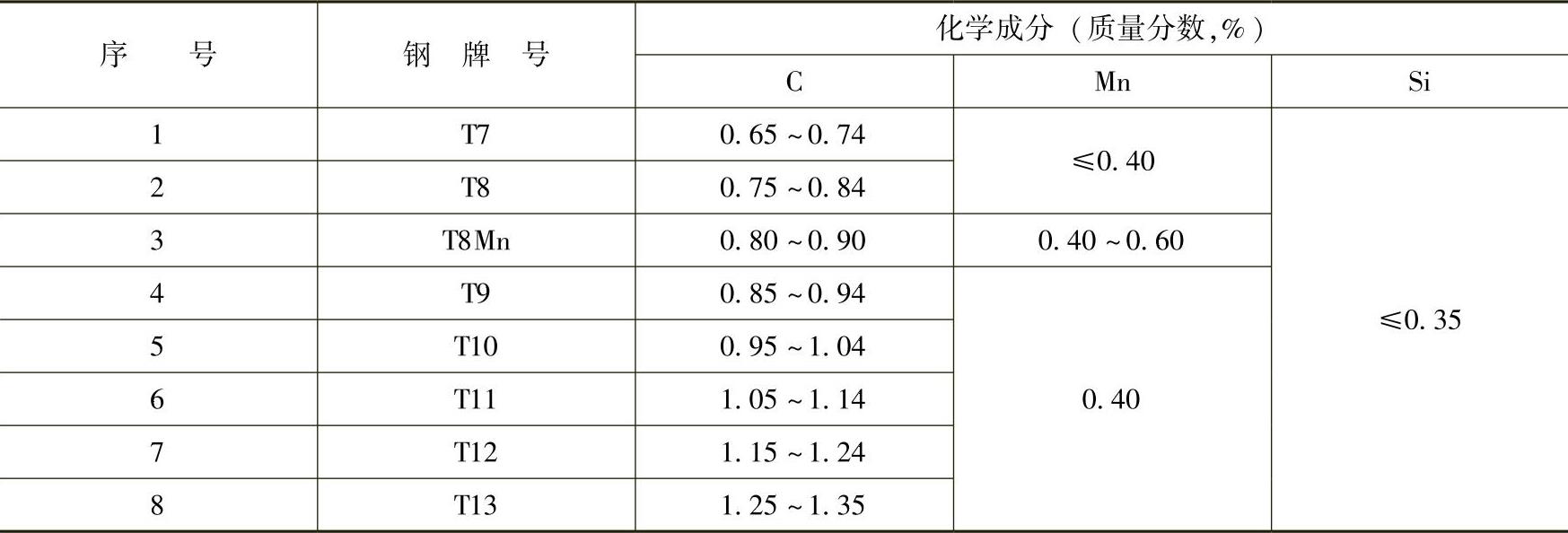
注:1.高级优质钢在钢牌号后加“A”。
2.w(P):优质钢≤0.035%,高级优质钢≤0.030%;w(S):优质钢≤0.030%,高级优质钢≤0.020%。
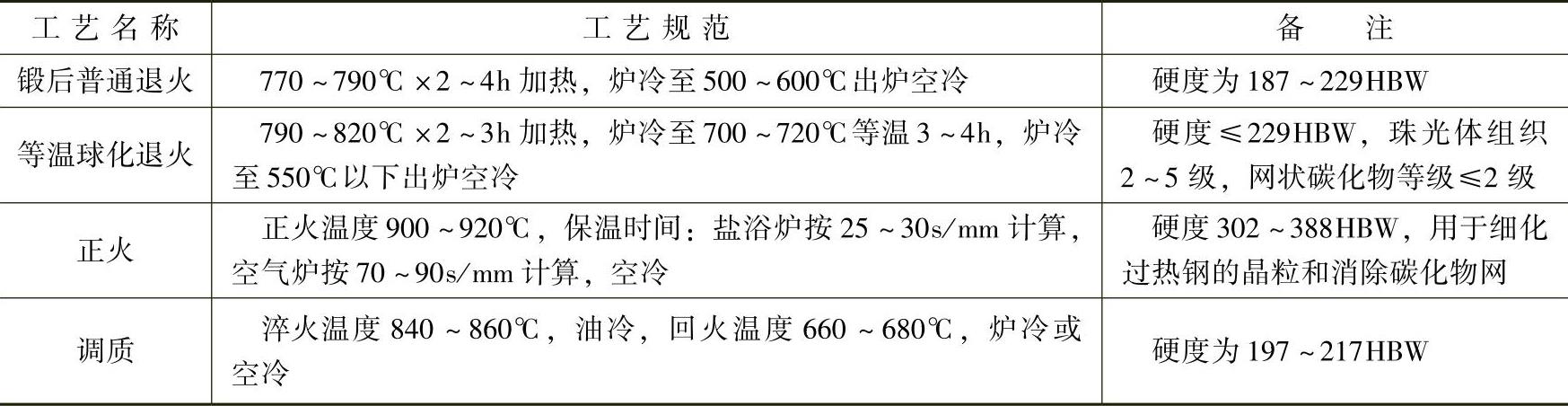
(1)预备热处理 碳素工具钢的球化退火及正火工艺规范分别见表3-7、表3-8。
表3-7 碳素工具钢的球化退火工艺规范

表3-8 碳素工具钢的正火工艺规范

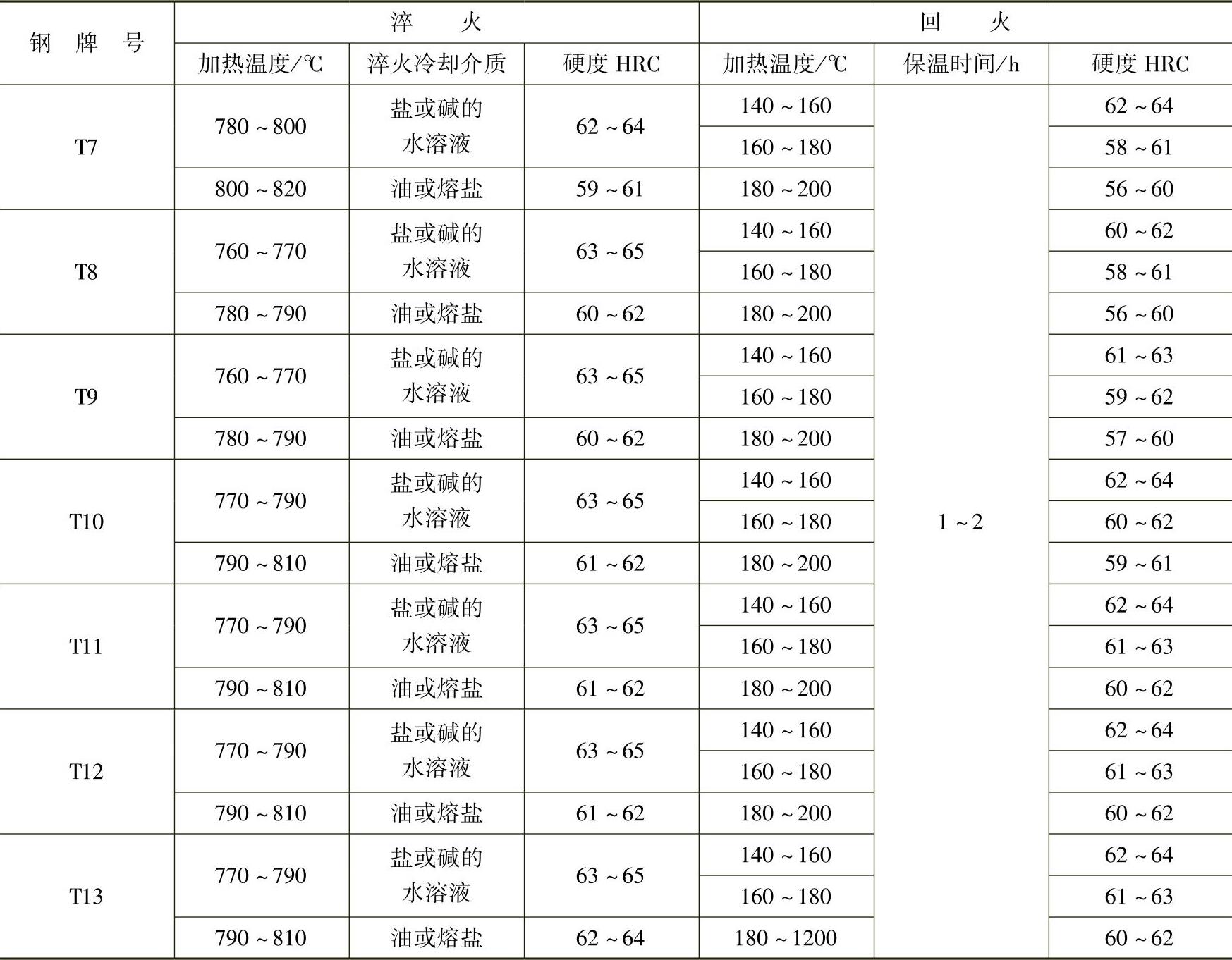
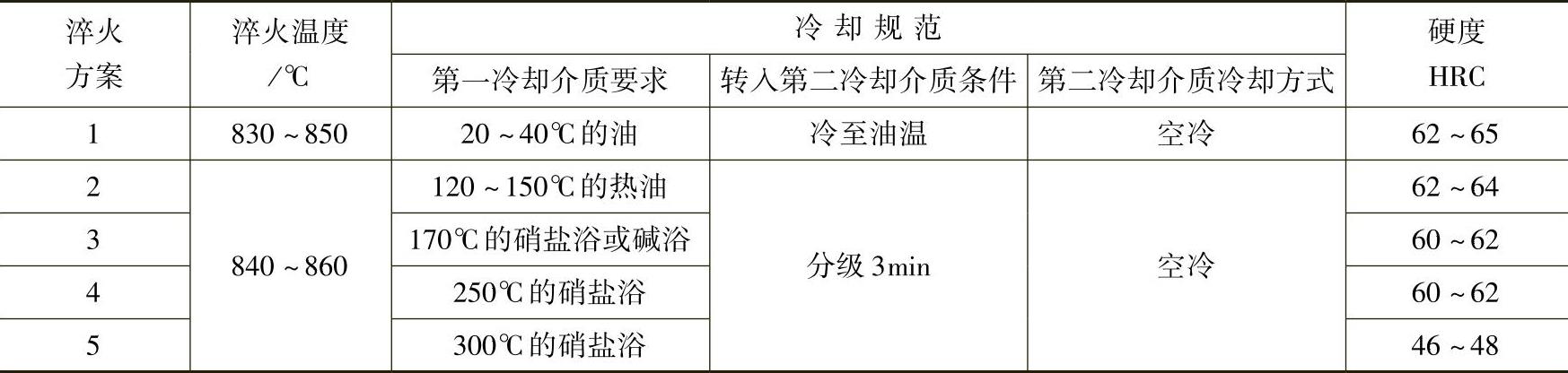
(2)淬火、回火工艺 碳素工具钢的淬火、回火工艺规范见表3-9。碳素工具钢采用油淬或硝盐浴淬火时,为获得较深的淬硬层和较高的硬度,淬火加热温度比水淬时提高20℃左右。
表3-9 碳素工具钢的淬火、回火工艺规范
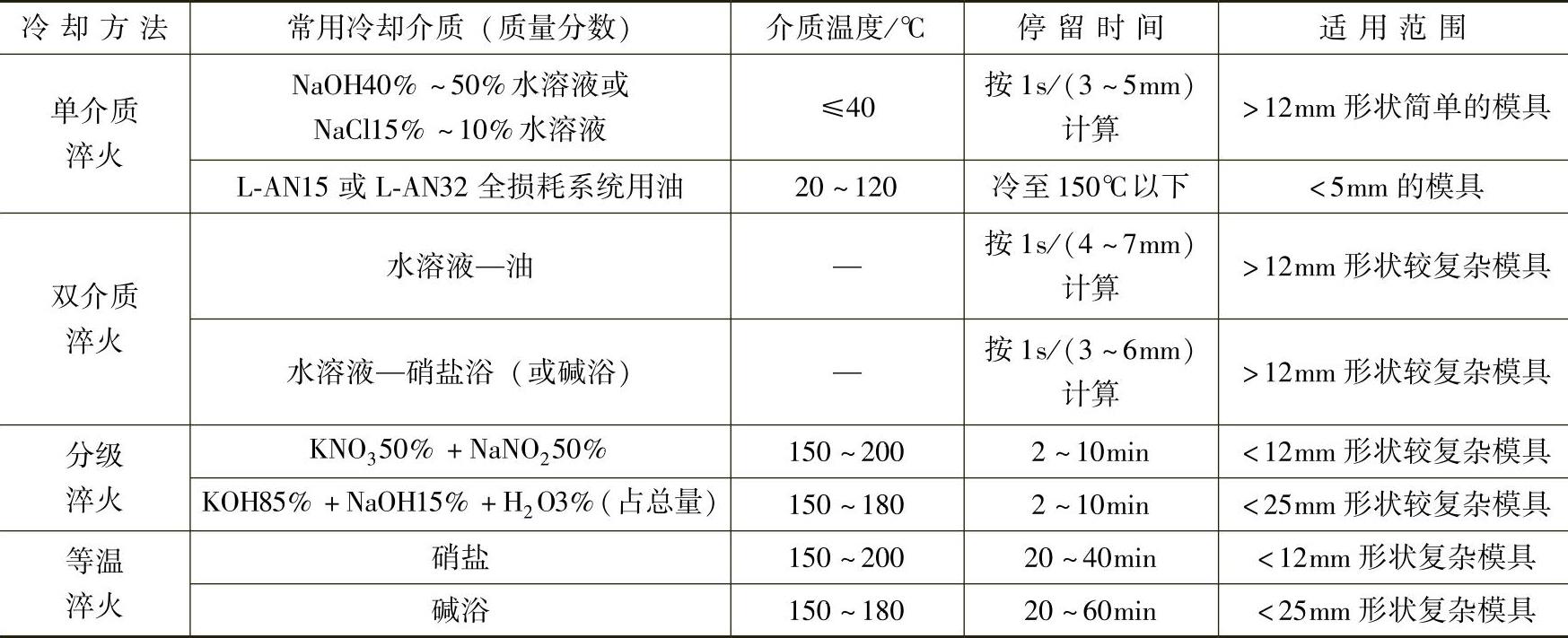
碳素工具钢淬透性低,模具大小差异很大,因此淬火冷却方式也分为水冷、油冷、分级淬火、双介质淬火等。碳素工具钢的淬火冷却方法及适用范围见表3-10。
表3-10 碳素工具钢的淬火冷却方法及适用范围
(3)应用 T7A钢适合于制作尺寸小、形状简单的冷作模具或抗冲击载荷的冷作模具;T8A钢适于制作小型拉拔、拉深、挤压等冷作模具;T10A钢适合于制作要求耐磨性较高而承受冲击载荷较小的冷作模具;T12A钢用于要求高硬度和高耐磨性而对韧性要求不高的切边模等。
2.高碳低合金冷作模具钢及其热处理
该类钢是在碳素工具钢的基础上加入适量的合金元素冶炼而成,合金元素的加入提高了过冷奥氏体的稳定性、钢的淬透性,降低了淬火冷却速度,减少了淬火热应力、淬火畸变及开裂倾向。用于制作形状复杂、截面较大、承受载荷较大、畸变较小、精度较高的中小型冷作模具。
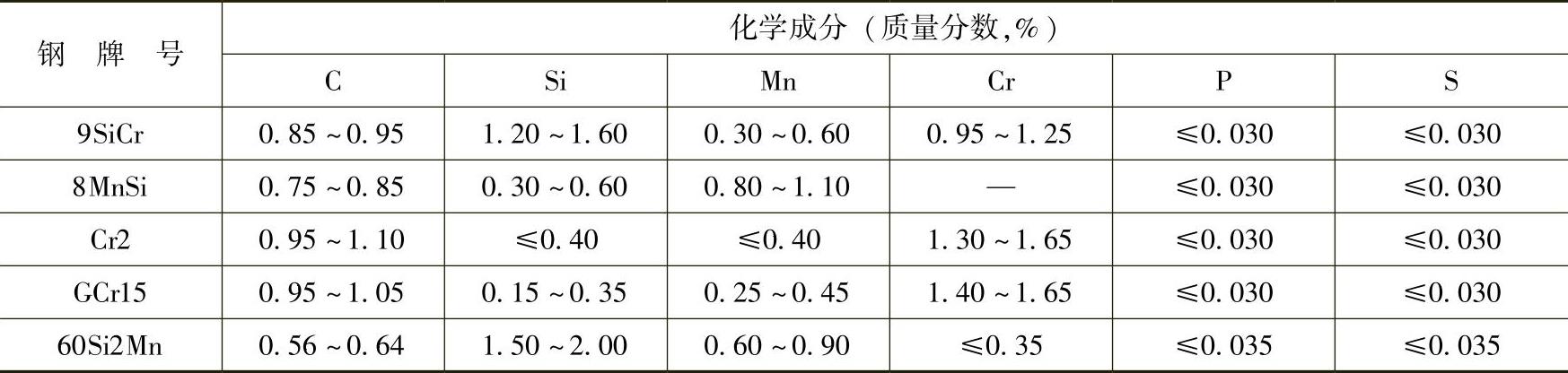
冷作模具常用高碳低合金钢的化学成分见表3-11。
表3-11 冷作模具常用高碳低合金钢的化学成分
(1)9SiCr钢 该钢是高碳合金工具钢,具有高的淬透性和淬硬性,其韧性与回火稳定性较好,适宜进行分级或等温淬火,热处理畸变小。但热加工易氧化、脱碳,加热时应采取保护措施。
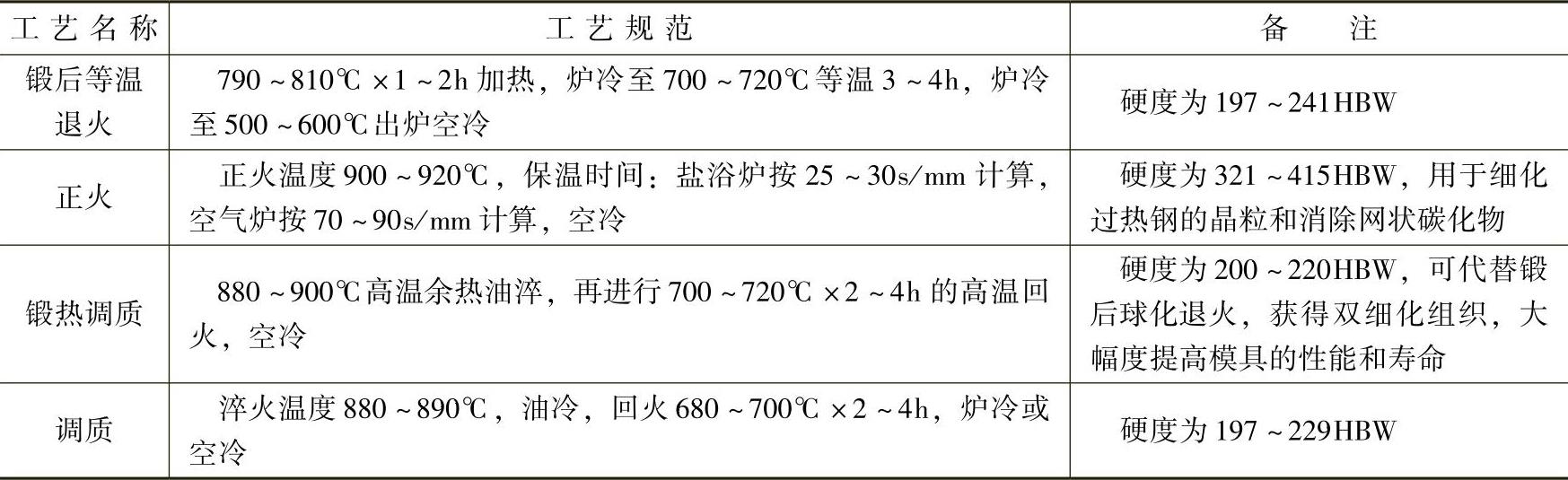
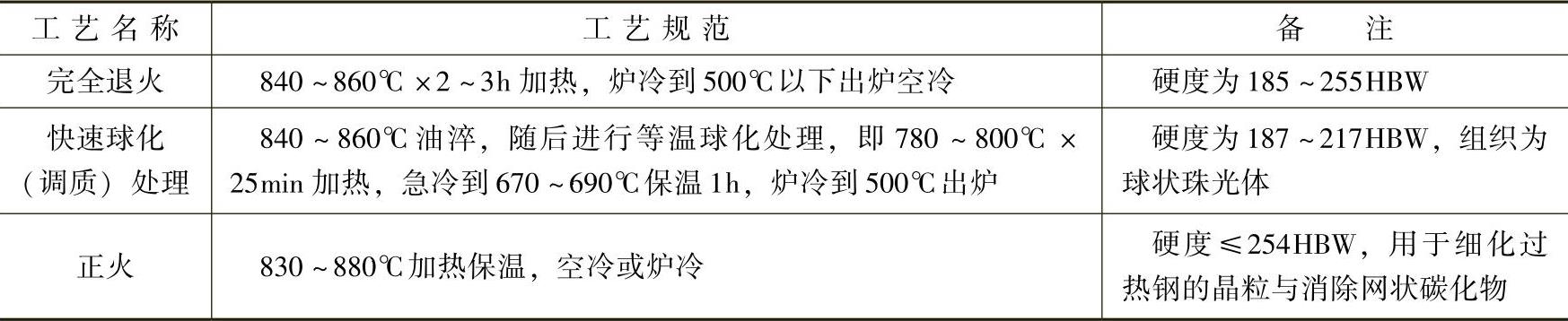
1)9SiCr钢的预备热处理工艺规范见表3-12。
表3-12 9SiCr钢的预备热处理工艺规范
2)9SiCr钢的淬火工艺规范见表3-13。
表3-13 9SiCr钢的淬火工艺规范
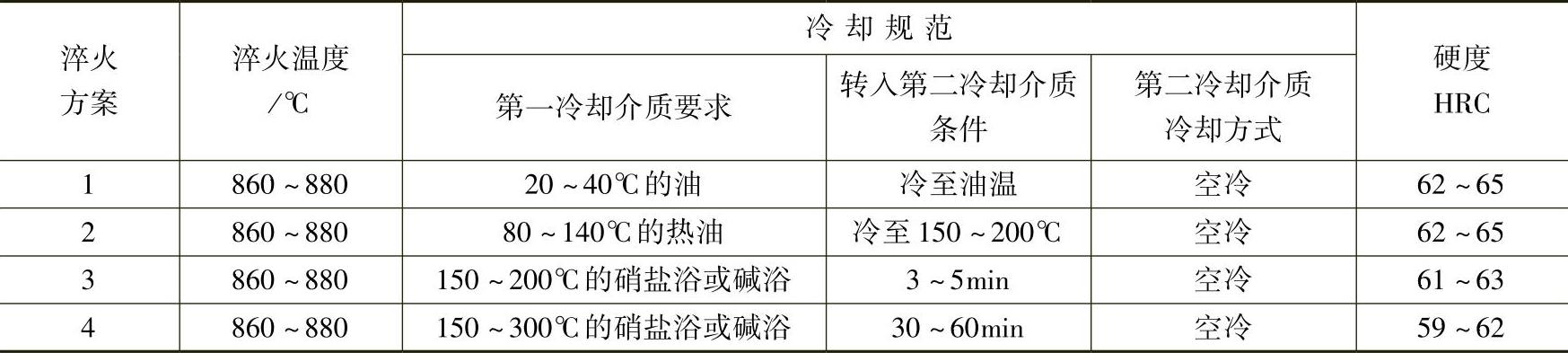
注:形状复杂及要求畸变量小的模具,常用淬火方案3~4。
3)回火。回火温度为160~180℃,保温2h,硬度为61~63HRC。回火脆性区温度为210~275℃。中等载荷模具,回火温度取280~320℃,硬度为56~58HRC;要求韧性较高的模具,回火温度取350~400℃,硬度为54~56HRC。
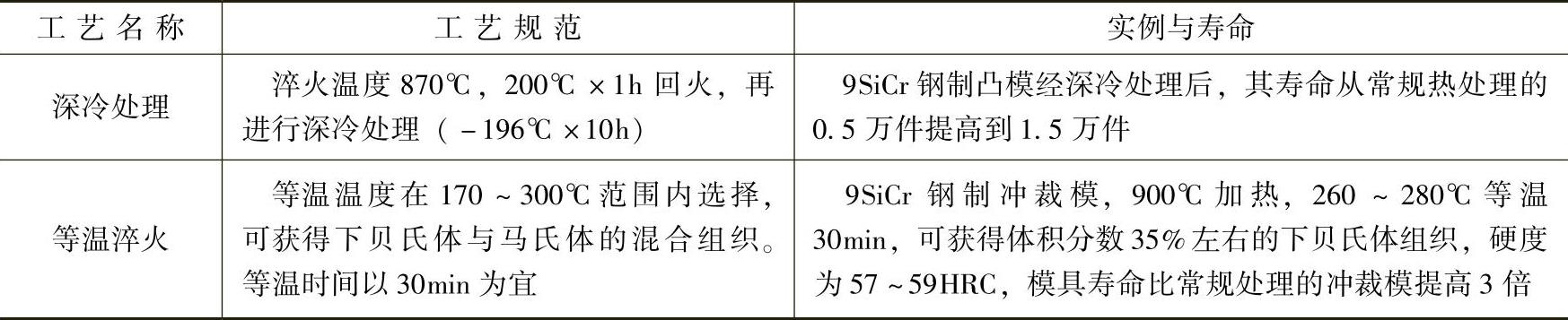
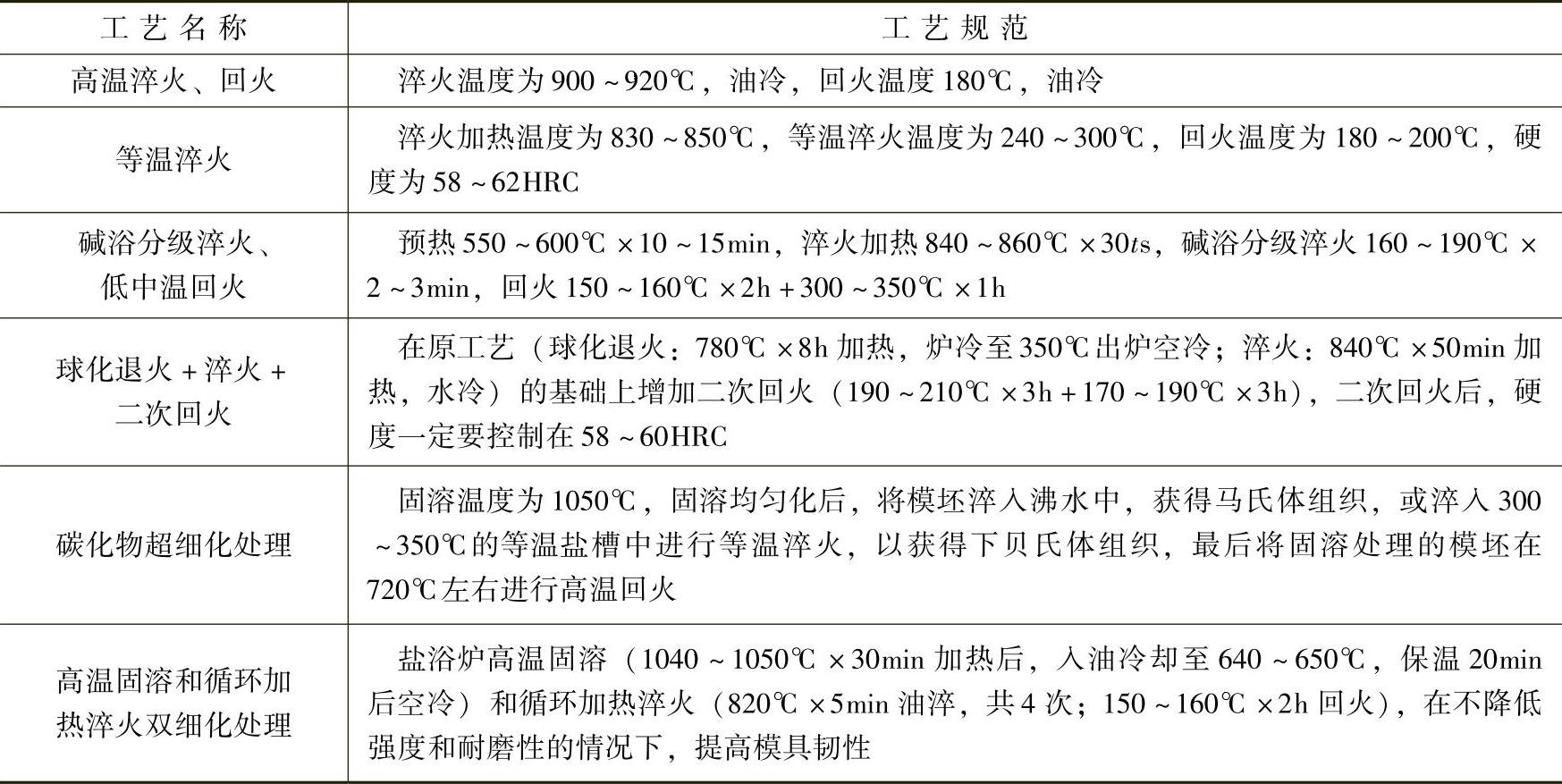
4)提高9SiCr钢模具寿命的热处理工艺见表3-14。
表3-14 提高9SiCr钢模具寿命的热处理工艺
5)应用。9SiCr钢用于小批量软质料中厚板冲裁模、载荷轻或小生产批量用冷镦模;也可用于各种冲剪工具、精压模、冷镦模;还可用于制造尺寸较大、形状复杂和精度较高的塑料模具等;9SiCr钢制M50×2mm搓丝板采用锻热调质预处理,其索氏体组织与淬火马氏体比体积接近,加之“薄壳淬火”,提高模具寿命2~3倍。
(2)Cr2钢 该钢是高碳低合金工具钢,是一种综合性能最佳的水、油淬火冷却的通用冷作模具钢之一。该钢在热处理淬火和回火时尺寸变化也不大。淬火后的硬度、耐磨性都很高,淬火畸变不大,但高温塑性差。
1)Cr2钢的预备热处理工艺规范见表3-15。
表3-15 Cr2钢的预备热处理工艺规范
 (www.daowen.com)
(www.daowen.com)
2)Cr2钢的淬火工艺规范见表3-16。
表3-16 Cr2钢的淬火工艺规范
注:1.淬火方案2~5用于有效厚度在15mm以内的模具。
2.对于厚度超过80mm的模具,可将淬火温度提高到860~880℃。
3)冷处理。淬火温度为830~860℃,油冷,160~170℃×2~3h回火,再进行-70℃冷处理,可增加硬度1~2HRC,用于高精度模具的尺寸稳定化。
4)回火。回火温度为160~180℃,保温2~3h,硬度为58~62HRC。
5)应用。Cr2钢用于拉丝模、冷镦模等冷作模具;用于轴承行业冲裁模、冷镦模;在冶金行业中,用于校直型材的滚压模、拉拔模,效果较好;还可用于中、小型且不很复杂的塑料模具等。
(3)60Si2Mn钢 该钢是中碳合金弹簧钢,也是标准件冷镦冲头的基本用钢。该钢具有高的屈服强度、疲劳强度,较好的淬透性,优良的塑性,热处理后具有较高的强韧性和回火稳定性。但具有明显的脱碳倾向,以及过热敏感性,易出现淬火裂纹。
1)60Si2Mn钢的预备热处理工艺规范见表3-17。
表3-17 60Si2Mn钢的预备热处理工艺规范
2)60Si2Mn钢的淬火工艺规范见表3-18。
表3-18 60Si2Mn钢的淬火工艺规范

3)常规热处理工艺。淬火温度为840~870℃,油冷,硬度为60~62HRC。回火温度为200~350℃,但必须避开300℃左右的回火脆性区。
4)提高60Si2Mn钢模具寿命的热处理工艺见表3-19。
表3-19 提高60Si2Mn钢模具寿命的热处理工艺

5)应用。60Si2Mn钢多用于小型冲裁模、冷镦凸模、冲孔模,以及冲剪工具、精压模等;该钢制内六角头螺栓冷镦冲头,使用寿命超过渗碳后的Cr12、9SiCr、GCr15、Cr6WV、3Cr2W8V钢模具,以及W6Mo5Cr4V2等钢模具,达0.5万~0.7万次。
(4)GCr15钢 该钢是高碳铬滚动轴承钢、低合金冷作模具钢,是一种综合性能最佳的水、油淬火通用的冷作模具钢。具有良好的淬透性,经过淬火、回火后具有高而均匀的硬度、良好的耐磨性、高的接触疲劳性能,模具寿命可大幅度提高。
1)GCr15钢的预备热处理工艺规范见表3-20。若锻后组织中存在粗大的碳化物网,常规球化退火无法消除,必须在球化退火前先进行正火予以消除。
表3-20 GCr15钢的预备热处理工艺规范

2)GCr15钢的淬火工艺规范见表3-21。
表3-21 GCr15钢的淬火工艺规范

3)常规淬火与回火。淬火加热温度为830~850℃,油冷,硬度为62~65HRC。回火加热温度为150~190℃,硬度为58~62HRC。
大截面模具或分级淬火时,可以选择850℃以上温度加热淬火;要求超细化处理的模具,淬火加热温度可适当降低20~40℃;要求有较高韧性的模具,回火温度可提高到250℃左右,硬度为55~60HRC。
4)提高GCr15钢模具寿命的热处理工艺见表3-22。
表3-22 提高GCr15钢模具寿命的热处理工艺
5)应用。GCr15钢多用于制造冷镦模和拉丝模;用于重载荷、形状复杂的大中型模具,批量生产轴承钢球、滚子的冷镦模;也可用于淬硬型塑料模具,以及热固性塑料成形模和要求高耐磨、高强度的塑料模具等;采用高温固溶和循环加热淬火双细化工艺处理的GCr15钢冷冲头,使用寿命从常规热处理的2000件提高到14000件。
(5)8MnSi钢 该钢是合金刃具钢和冷作模具用钢。其淬透性、韧性和耐磨性,以及热处理畸变均优于碳素工具钢。
1)8MnSi钢的预备热处理工艺规范见表3-23。
表3-23 8MnSi钢的预备热处理工艺规范

2)8MnSi钢的淬火工艺规范见表3-24。
表3-24 8MnSi钢的淬火工艺规范

3)常规淬火与回火。淬火温度为800~820℃,油冷,硬度为62~64HRC。回火温度为160~180℃,硬度为60~62HRC。
4)应用。8MnSi钢适用于制造冷锻模、冲孔模,以及螺栓拉丝模、道钉冲裁模;也可用于制作小尺寸热锻模和冲头、热压锻模等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



