实例 Cr12MoV钢冲裁模线切割开裂问题分析
(1)原因分析 某冲裁模用于加工一汽“大众”A4与“捷达”5V踏板机构总成等产品。该冲裁模在线切割加工时,经常发生模具开裂(见图1-4)问题。经过分析,该模具线切割开裂原因主要是:内部存在淬火残余内应力、材料韧性低。当模具体积较大时,模具经热处理后会产生内应力(表面为拉应力,内部为压应力),当两种内应力相互抵消而保持内应力平衡状态时,不易使模具开裂;而模具在线切割加工时,拉应力增大,将破坏其内应力平衡,加上高碳钢模具材料韧性低,则易使模具开裂。统计发现,此种情况多发生在模具厚度超过50mm时。
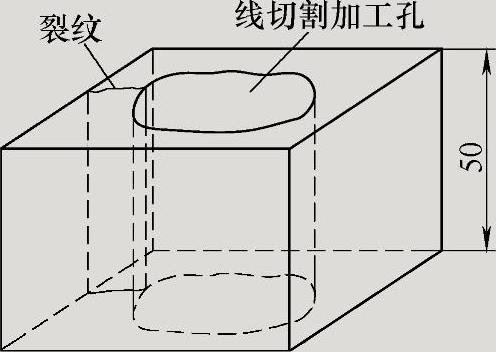
图1-4 Cr12MoV钢冲裁模线切割开裂示意
(2)对策
1)选用合理的淬火冷却方式。在满足技术要求的前提下,尽量缓慢冷却,如采取风冷、空冷、分级和等温淬火的冷却方式,不要直接用油冷却,从而降低淬火残余内应力。
2)提高回火温度。为了消除残余内应力,提高材料韧性,在模具材料具有很好的回火稳定性前提下,回火温度控制在360℃以上,宜采用500℃回火。对于Cr12MoV、DC53等具有二次硬化的材料,若回火温度太低,在模具线切割加工前进行磨削加工时,也容易产生磨削裂纹。对此,可将传统冲裁模硬度要求58~62HRC降低为55~58HRC,尤其对大型复杂模具,依据工作载荷大小选取,载荷大的取下限。通过采取以上措施,经磁测应力测试,模具的残余内应力基本消除。(www.daowen.com)
3)改变加工工艺过程。在模具淬火前预先钻通孔,并用带锯或铣刀将孔连接起来(见图1-5a),即可避免模具在线切割加工时产生畸变和开裂;或者在淬火前预先留出30~50mm厚的刃口(见图1-5b),在热处理时可减少部分应力,则在线切割加工时能够避免模具开裂。
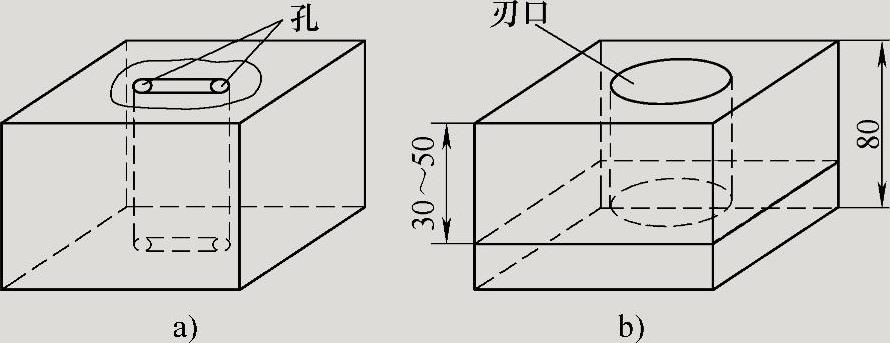
图1-5 改变加工工艺过程示意
a)预先钻孔 b)预先留出刃口
4)选用合适模具材料。优选模具钢材,如采用电渣重熔Cr12MoV,或者日本大同公司的DC53、奥地利百禄的K340等。
5)采用真空热处理工艺。Cr12MoV钢模具经1020℃×1.5t[1]min真空加热后,气冷至70℃左右,及时进行回火,回火温度为360~400℃,保温2h,回火2次,出炉风冷至室温。对于大中型模具(截面尺寸50mm以上)必须回火2~3次。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





