1.零件工艺分析
根据图2-24,该配合为两件圆柱阶梯配合,单个零件都比较简单,难点在于保证配合之后的配合间隙(1±0.05)mm与总长(50±0.1)mm。
毛坯为φ40mm×90mm圆棒料,加工零件时,先加工件2,然后加工件1。加工件2时,编程零点设置在零件左端面的轴心线上,加工左端,然后切断,调头手动加工右端面并保证总长29mm。加工件1时,编程零点设置在零件右端面的轴心线上,加工右端,然后调头手动加工左端面并保证总长(50±0.1)mm。
在加工完成件1后,将件2配合到件1中用塞尺测量配合间隙,若间隙大,读装配图,找到限位平面,车削φ32mm的右端面;若间隙小,车削φ38mm的右端面。
件2加工工艺:
1)下料,毛坯为φ40×90mm。
2)用自定心卡盘夹持毛坯,伸出约50mm,手动钻孔(φ20mm×37mm)。
3)手动车削端面,粗精车零件外圆φ38mm至尺寸要求。
4)粗、精加工内孔至尺寸要求。
5)切断工件,并保证长度29.5mm。
6)调头垫上铜皮,夹持φ38mm外圆,手动车端面、倒角,并保证总长(29±0.05)mm。
件1加工工艺:
1)夹持零件毛坯,伸出卡盘长度30mm,加工左端面。
2)车削φ38mm外圆面,车削长度为25mm。
3)调头装夹工件,垫上铜皮夹持φ38mm圆柱面,车削端面,保证总长。
4)粗、精加工零件右端轮廓至尺寸要求(用件2试配,保证配合间隙(1±0.05)mm和配合长度(50±0.1)mm)。(www.daowen.com)
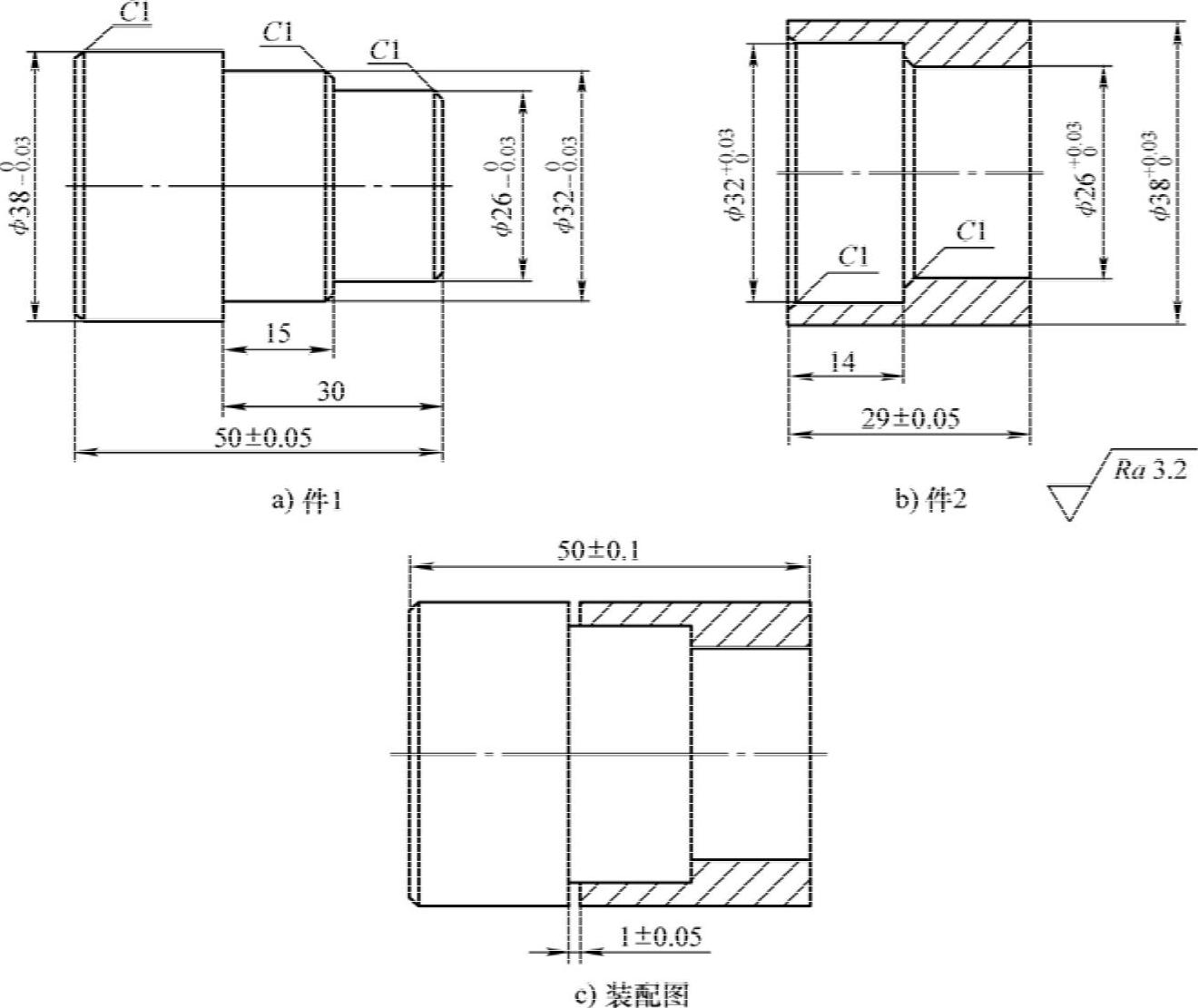
图2-24 实例21零件图与装配图
2.刀具与切削用量选择
根据加工要求,刀具及切削用量的选择见表2-72、表2-73。
表2-72 件2刀具及切削用量选择
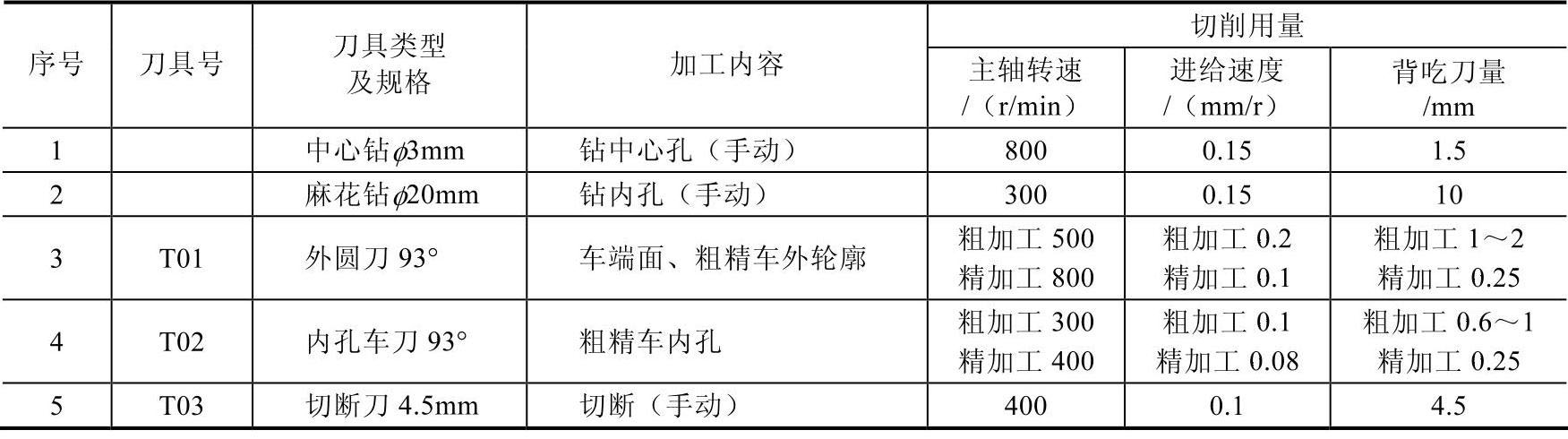
表2-73 件1刀具及切削用量选择

3.参考程序
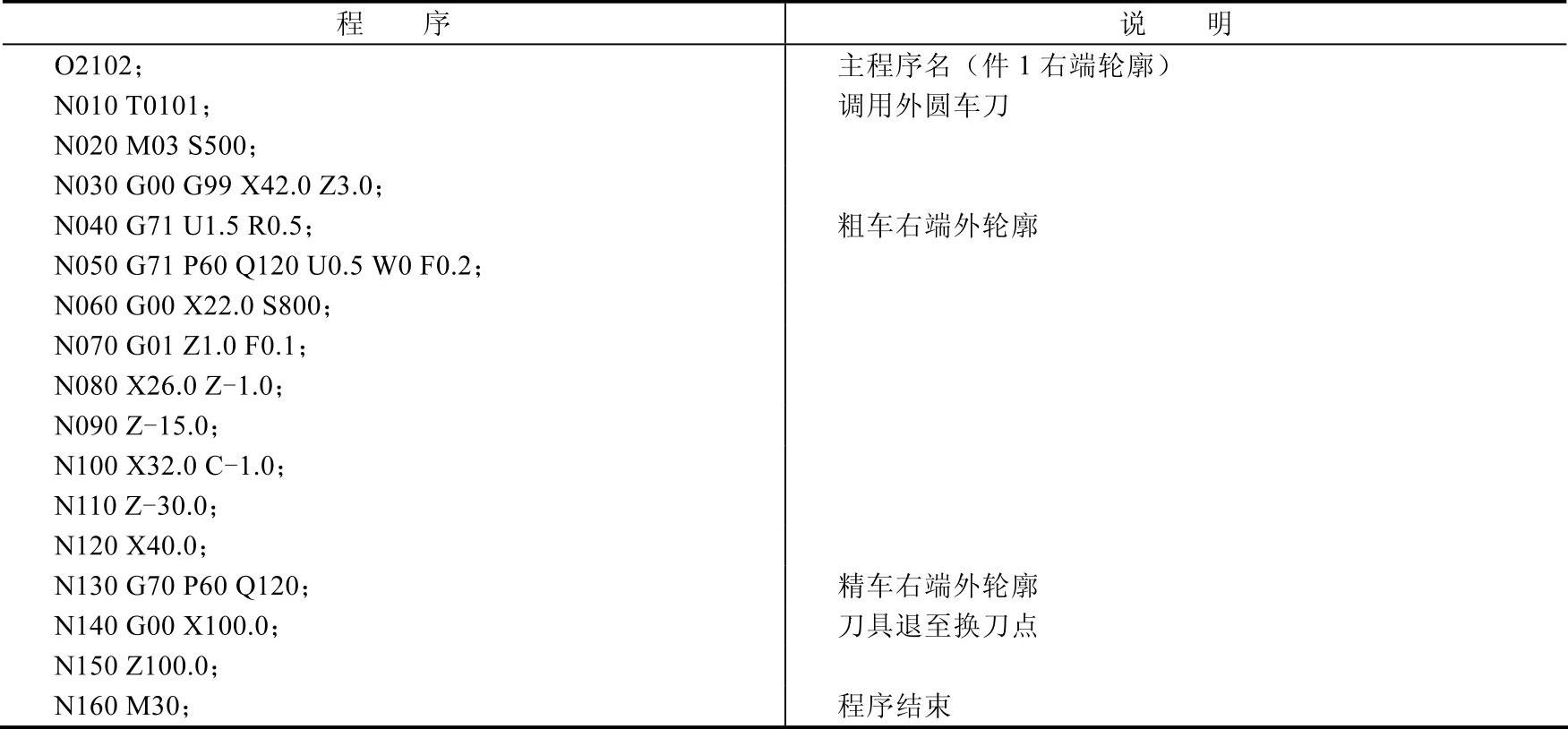
在配置FANUC 0i系统的数控车床上加工,数控加工参考程序见表2-74、表2-75。加工件1左端φ38mm外圆程序省略。
表2-74 件2数控加工参考程序
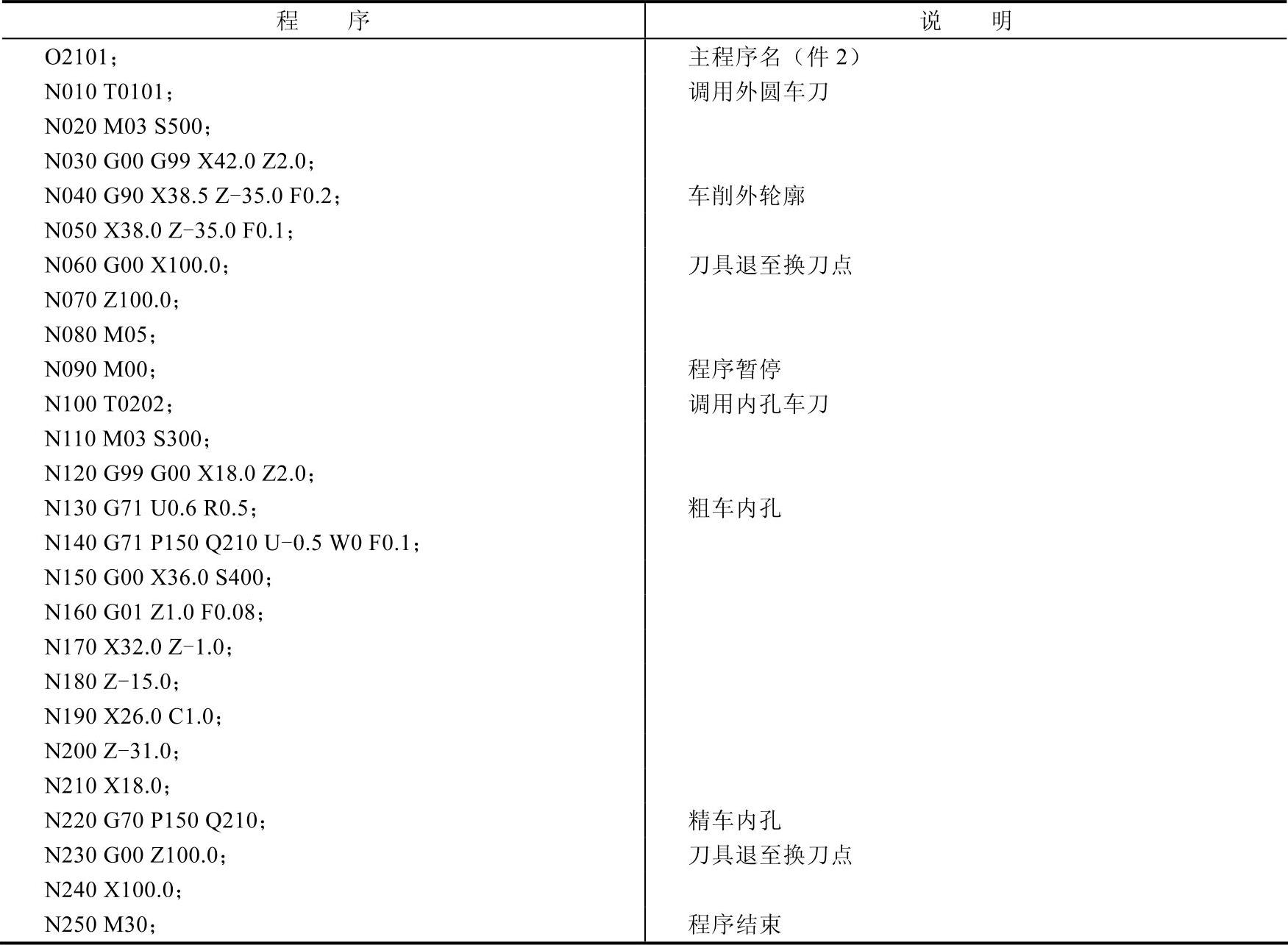
表2-75 件1数控加工参考程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





