【摘要】:图2-20 实例18零件图加工零件左端梯形槽时,由于槽较浅,采用V形刀片的外圆车刀加工。几个计算量较大的基点坐标利用CAD给出:A、B、C、D。图2-21 实例18基点坐标2.刀具与切削用量选择该零件需要加工外圆面、内孔、圆弧面、外圆锥面、外螺纹退刀槽及外螺纹。表2-58 刀具选择零件加工材料为45钢,硬度较高,切削力较大,切削速度应选择低些。表2-60 数控加工参考程序(左端)(续)表2-61 数控加工参考程序表2-62数控加工参考程序
1.零件工艺分析
图2-20综合零件的左端由外圆面、内圆面、梯形槽组成,右端由圆弧面、退刀槽及螺纹组成,采用两次装夹调头加工。工件用自定心卡盘装夹,先加工左端外形及内孔,调头后用划针盘找正,再加工右端轮廓及螺纹。根据工件坐标系建立原则,两次装夹加工时都将工件坐标系原点设定在其装夹后的工件右端面轴线上。
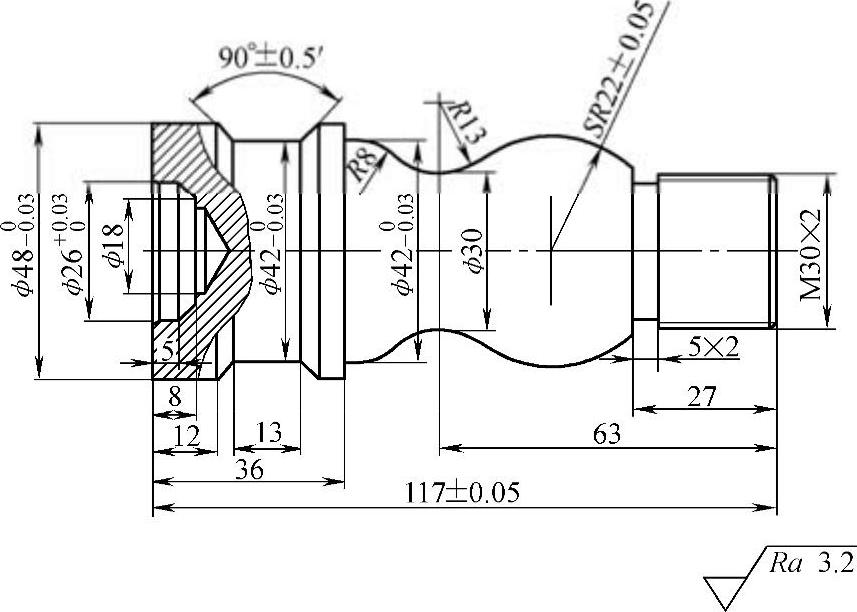
图2-20 实例18零件图
加工零件左端梯形槽时,由于槽较浅,采用V形刀片的外圆车刀加工。零件右端外形轮廓由几段圆弧光滑连接,需要计算出各基点的坐标,如图2-21所示。几个计算量较大的基点坐标利用CAD给出:A(32.187,-27.0)、B(35.2,-55.2)、C(37.429,-72.098)、D(42.0,-77.697)。
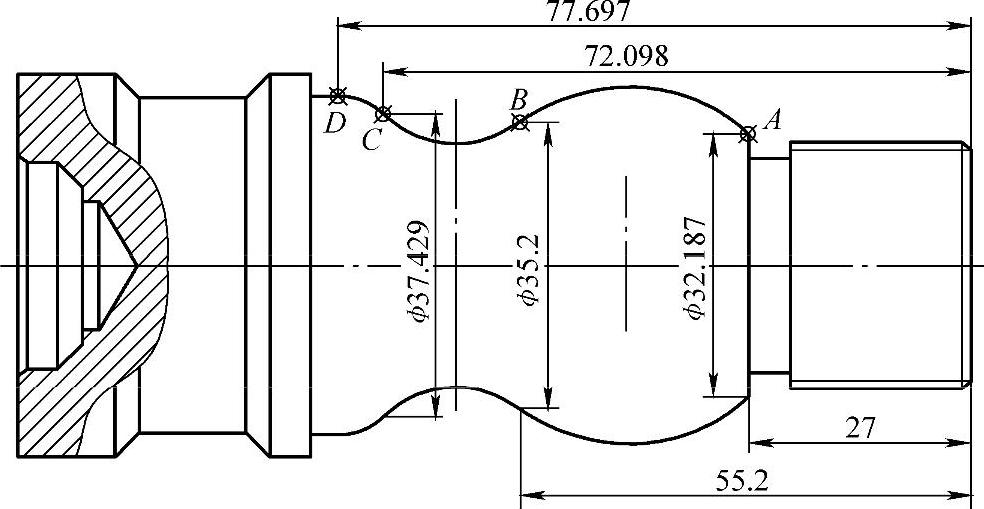
图2-21 实例18基点坐标
2.刀具与切削用量选择
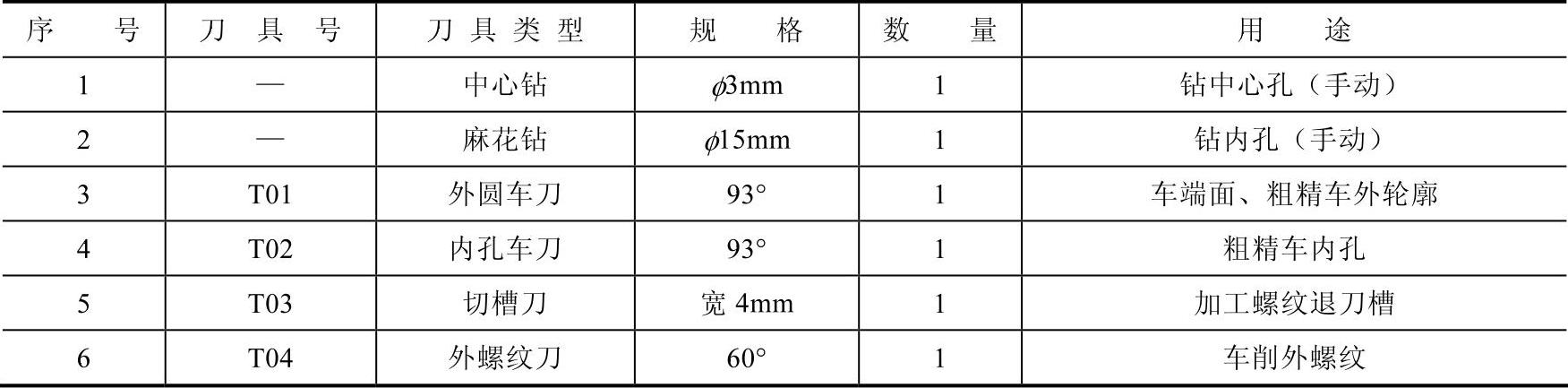
该零件需要加工外圆面、内孔、圆弧面、外圆锥面、外螺纹退刀槽及外螺纹。根据加工要求,选用的刀具见表2-58。
表2-58 刀具选择
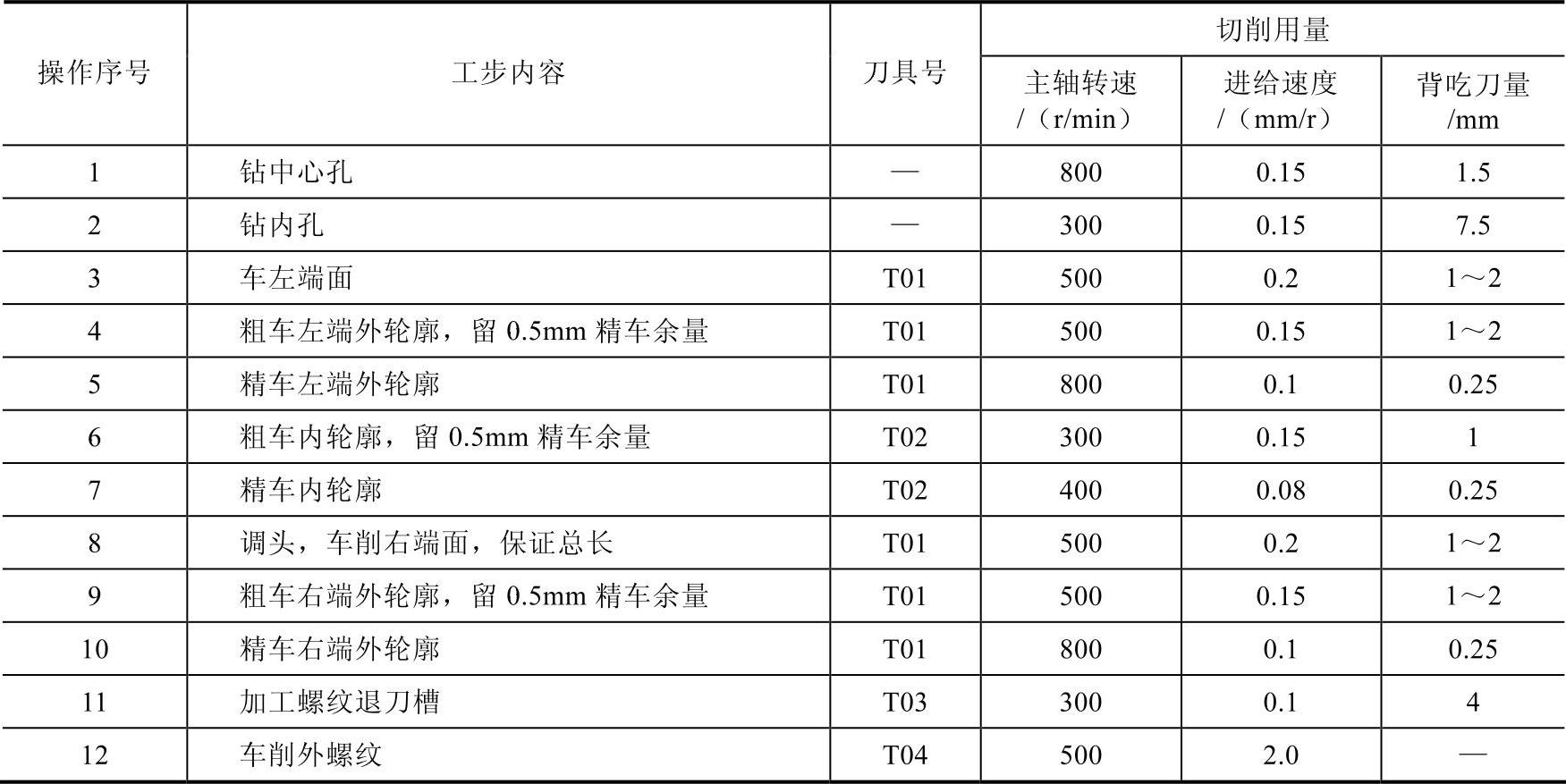
零件加工材料为45钢,硬度较高,切削力较大,切削速度应选择低些。根据加工要求,切削用量的选择见表2-59。
表2-59 切削用量选择(www.daowen.com)
3.参考程序
在配置FANUC 0i系统的数控车床上加工,数控加工参考程序见表2-60~表2-62。
表2-60 数控加工参考程序(左端)
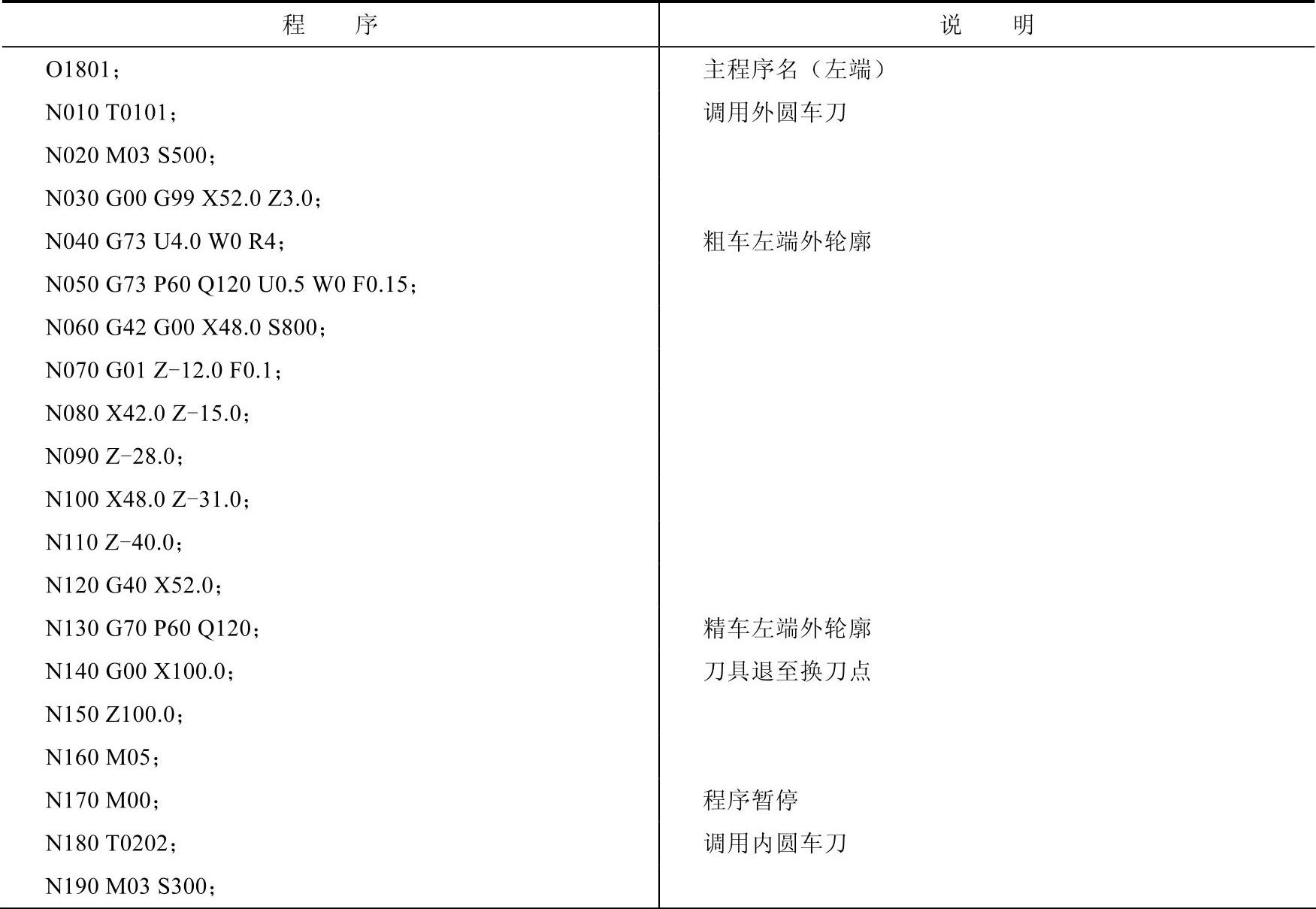
(续)
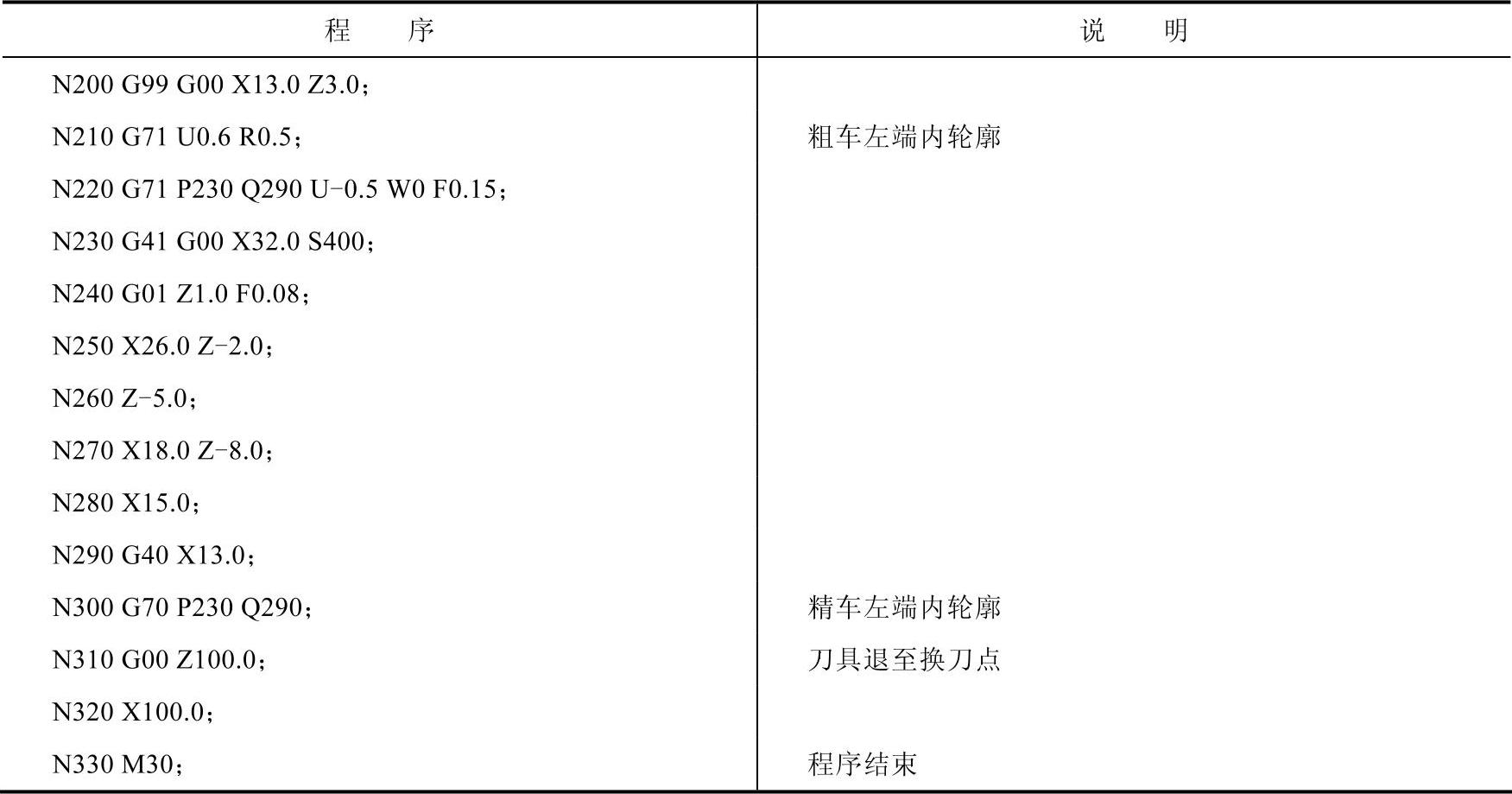
表2-61 数控加工参考程序(右端外轮廓)
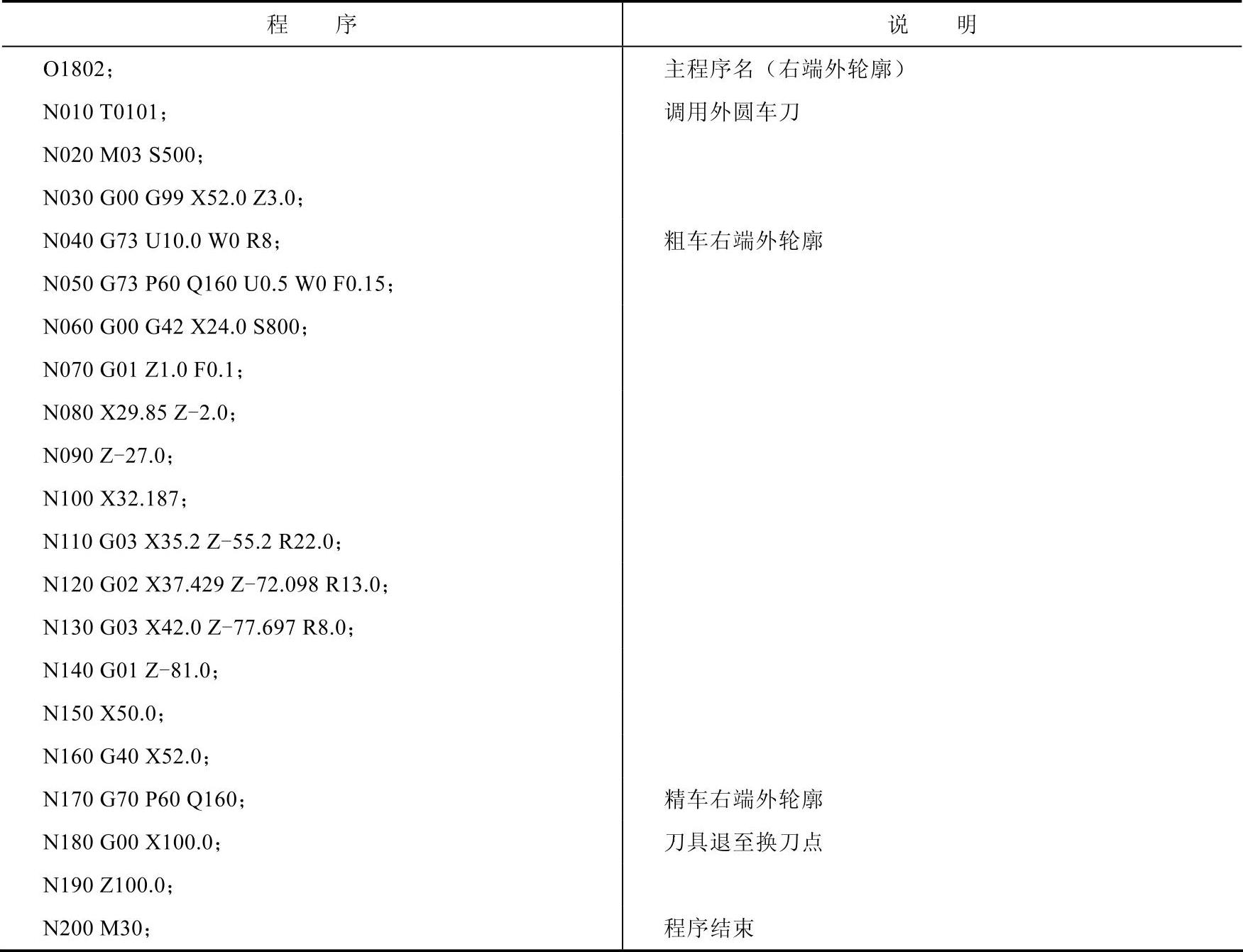
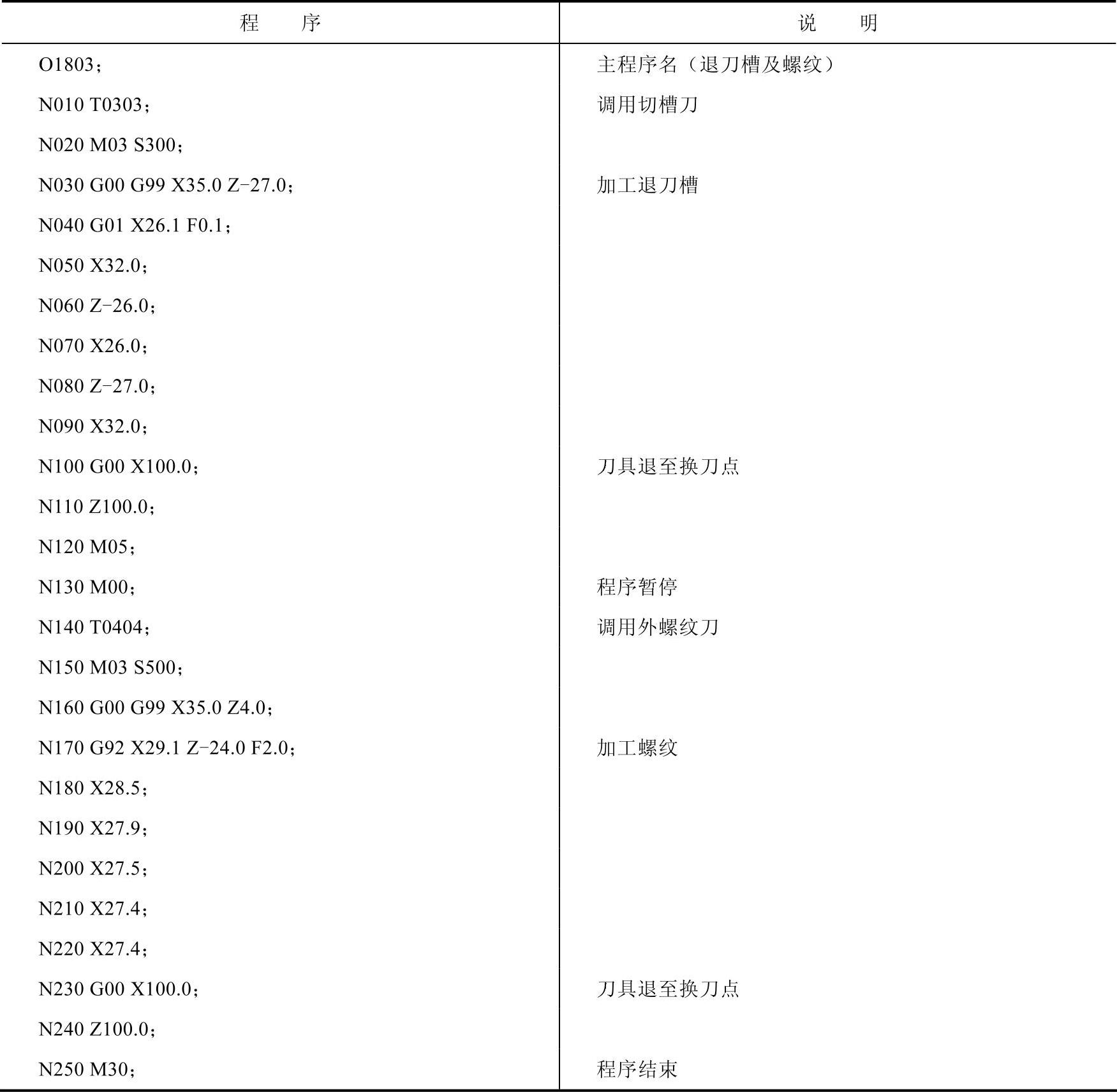
表2-62数控加工参考程序(退刀槽及螺纹)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关数控手工编程100例的文章





