【摘要】:图2-13锥螺纹零件轮廓较简单。锥螺纹用螺纹切削复合循环G76指令编程加工。图2-13 实例11零件图2.刀具与切削用量选择零件需要加工外圆面、退刀槽、锥螺纹及端面。表2-31 切削用量选择3.参考程序在配置FANUC 0i系统的数控车床上加工,数控加工参考程序见表2-32。
1.零件工艺分析
数控车床上常用的螺纹车削方法有直进法、斜进法和交错切削法等几种,直进法在FANUC系统数控车床上可采用G92指令来实现;斜进法和交错切削法在车削中不易引起“扎刀”现象,在FANUC系统数控车床上可采用G76指令来实现。
图2-13锥螺纹零件轮廓较简单。工件用自定心卡盘装夹。根据工件坐标系建立原则,将工件坐标系原点设定在其装夹后的工件右端面轴线上。锥螺纹用螺纹切削复合循环G76指令编程加工。
车削外螺纹前外圆直径d实际=d-0.1P,故螺纹大端直径为φ17.85mm,小端直径为φ13.85mm;螺纹实际牙型高度h=0.65P=0.975mm;螺纹终点小径=(18-2×0.975)mm=16.05mm。
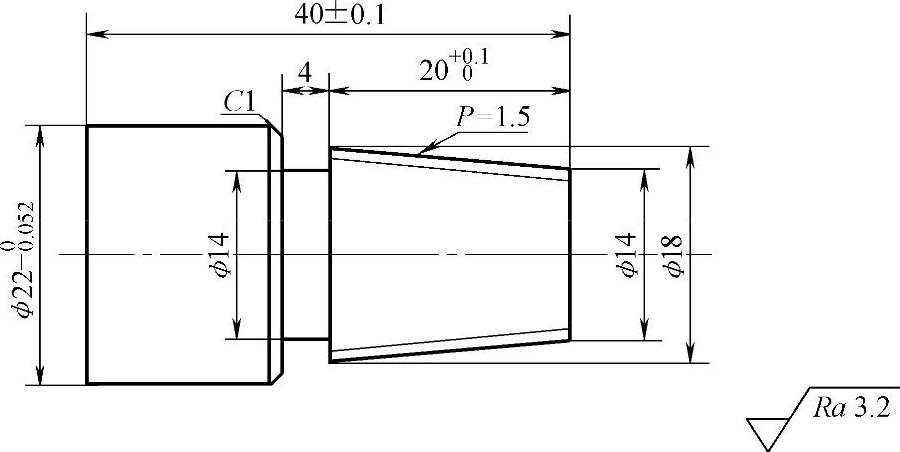
图2-13 实例11零件图
2.刀具与切削用量选择
零件需要加工外圆面、退刀槽、锥螺纹及端面。根据加工要求,选用的刀具见表2-30。
表2-30 刀具选择
 (www.daowen.com)
(www.daowen.com)
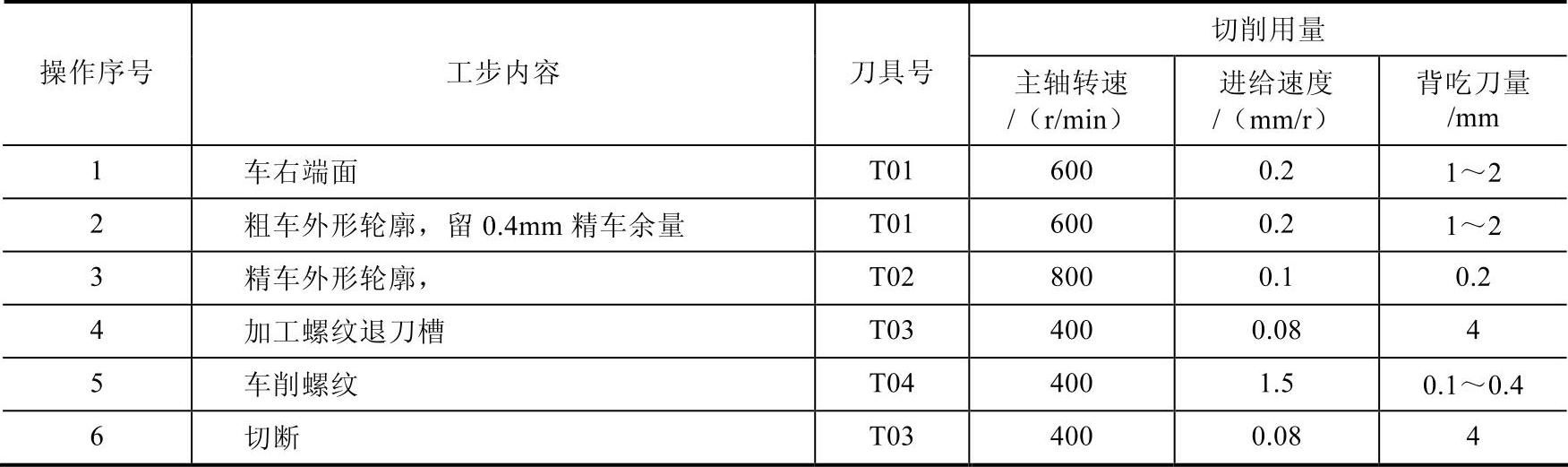
零件加工材料为硬铝,硬度较低,切削力较小,切削用量可以选择大些。根据加工要求,切削用量的选择见表2-31。
表2-31 切削用量选择
3.参考程序
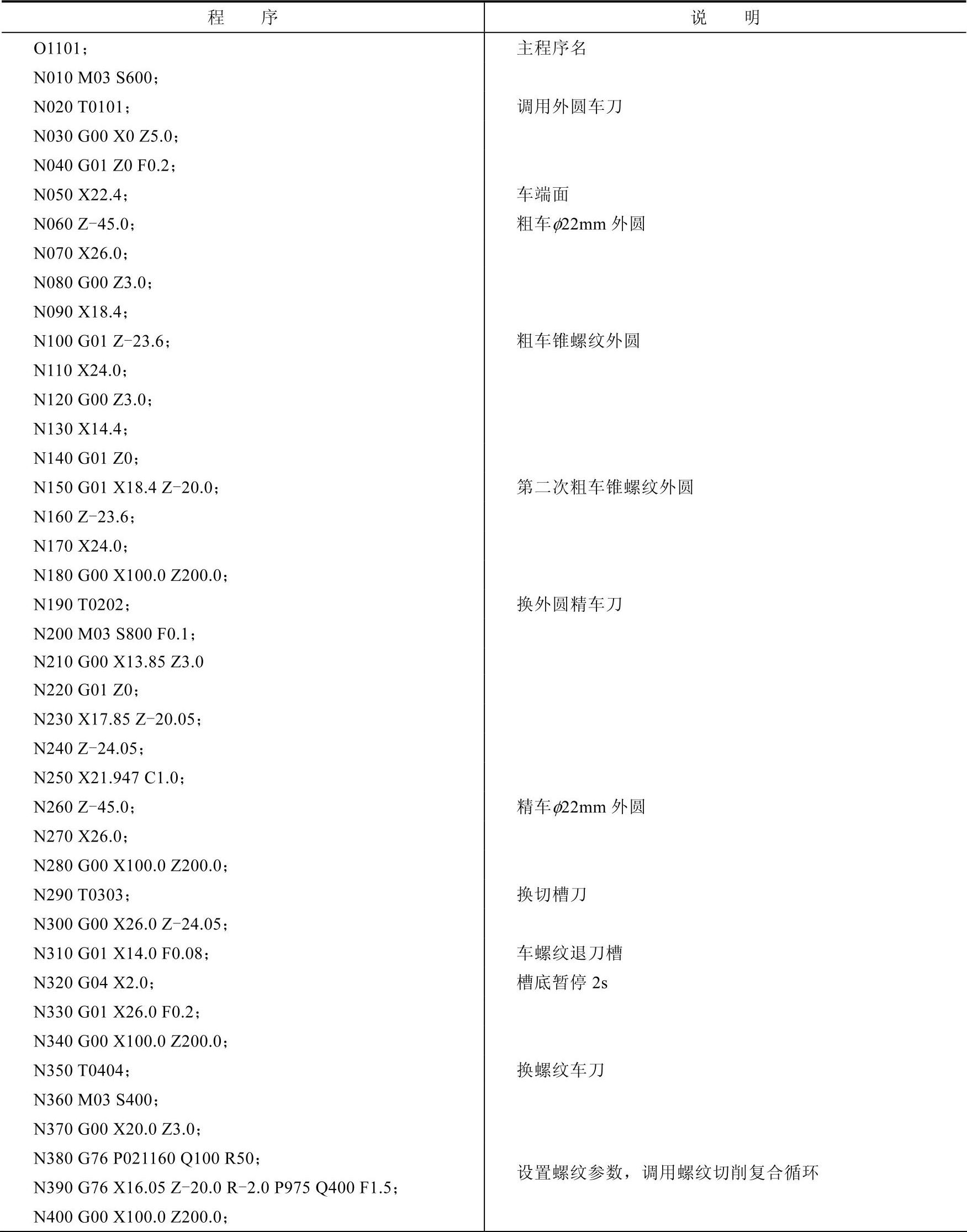
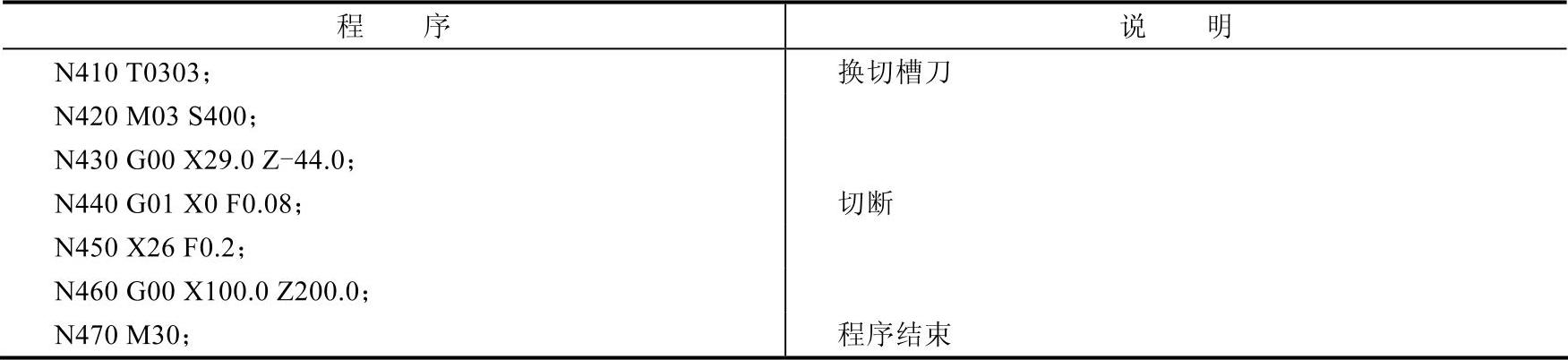
在配置FANUC 0i系统的数控车床上加工,数控加工参考程序见表2-32。
表2-32 数控加工参考程序
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关数控手工编程100例的文章






