刀具补偿是补偿实际加工时所用的刀具与编程时使用的理想刀具或对刀时用的基准刀具之间的差值。数控车床一般均有刀具补偿功能,这是因为车床通常进行连续切削加工,刀架在换刀时的前一刀具刀尖位置和更换的新刀具刀尖位置之间会产生差异,以及由于刀具的安装误差、刀具磨损和刀尖圆弧半径的存在等,因此在数控车削加工中必须利用刀具补偿功能,才能加工出符合图样尺寸要求的零件。
数控车床的刀具补偿可分为两类,即刀具位置补偿和刀具半径补偿,其中刀具位置补偿又分为刀具几何补偿和刀具磨损补偿。
在数控车削加工中,常常利用修改刀具几何补偿和刀具磨损补偿的方法,来达到控制加工余量,提高加工精度的目的。因此,合理地利用刀具补偿还可以简化编程。
1.刀具位置补偿及实现
(1)刀具几何补偿 刀具几何补偿是补偿实际加工时所用的刀具形状和安装位置与编程时理想刀具或基准刀具之间的偏差值。
在实际加工工件时,使用一把刀具一般不能满足工件的加工要求,通常要使用多把刀具进行加工。作为基准刀的1号刀刀尖点的进给轨迹如图1-25a所示(图中各刀具无刀位偏差)。其他刀具的刀尖点相对于基准刀刀尖存在一定的偏移量,即刀位偏差,如图1-25b所示(图中各刀具有刀位偏差)。若使用T指令,则使非基准刀刀尖点从偏离位置移动到基准刀的刀尖点位置(A点)然后再按编程轨迹进给,如图1-25b中实线所示。
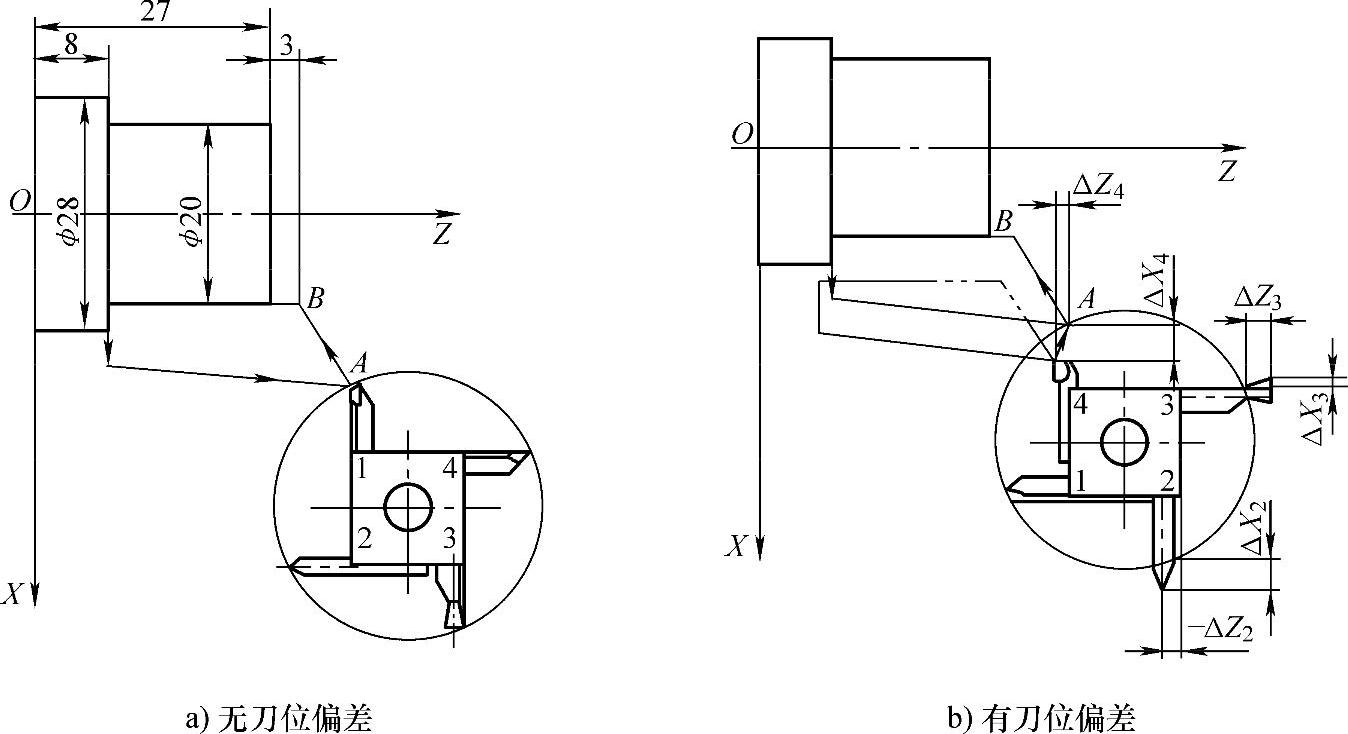
图1-25 刀具几何补偿
(2)刀具磨损补偿 刀具在加工过程中出现的磨损也要进行位置补偿。刀具磨损补偿则是用于补偿当刀具使用磨损后刀具头部与原始尺寸的误差。
当刀具磨损后或工件尺寸有误差时,只要修改刀具补偿寄存器中每把刀具相应的数值即可,该寄存器中存放有刀具的X轴偏置量和Z轴偏置量等。
例如某工件加工后外圆直径比要求的尺寸大(或小)了0.1mm,则可以用U-0.1(U0.1)修改相应存储器中的数值。当长度方向尺寸有偏差时,修改方法类同。
(3)刀具位置补偿的实现 刀具的位置补偿功能是由程序中指定的T代码实现的。T代码由字母T和其后的4位数字组成,其中前两位数字为刀具号,后两位数字为刀具补偿号。T代码格式为T××××,如程序段“G01 X50 Z100 T0103;”表示调用1号刀具,选用刀具补偿寄存器中预存的3号偏置量。刀具补偿号实际上是刀具补偿寄存器的地址号,可以是0~32中任意一个数。刀具补偿号为00时,表示不进行补偿或取消刀具补偿。为防止编程时调用差错,刀具补偿号一般与刀具号设置为同一数值。
刀具位置补偿功能必须在一个程序段的执行过程中完成,且程序段内必须有G00或G01指令才能生效。T代码指令可单独一行书写,也可跟在移动程序指令的后部。当一个程序段中同时含有刀具补偿指令和刀具移动指令时,先执行T代码指令,后执行刀具移动指令。
若设定刀具几何补偿和磨损补偿同时有效时,刀补量是两者的矢量和。
数控系统对刀具的补偿或取消刀具补偿都是通过数控车床的拖板移动来实现的。对带自动换刀的车床而言,执行T指令时,将先让刀架转位,按T代码前2位数字指定的刀具号选择好刀具后,再按T代码后2位数字对应的刀具补偿寄存器中刀具位置补偿值的大小来调整刀架拖板位置,实施刀具几何位置补偿和磨损补偿。
2.刀具半径补偿及实现
在实际车削加工中,为了提高刀具寿命并降低加工表面的表面粗糙度值,刀具的刀尖处制成圆弧过渡刃,且有一定的半径值。但在编程中,一般是按假想刀尖A来进行编程,而在实际车削中真正起作用的切削刃是圆弧与工件轮廓表面的切点,如图1-26所示。
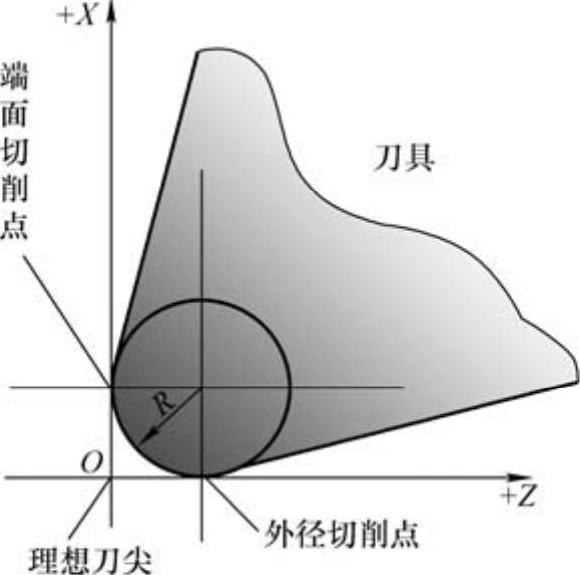
图1-26 刀尖圆弧半径图(https://www.daowen.com)
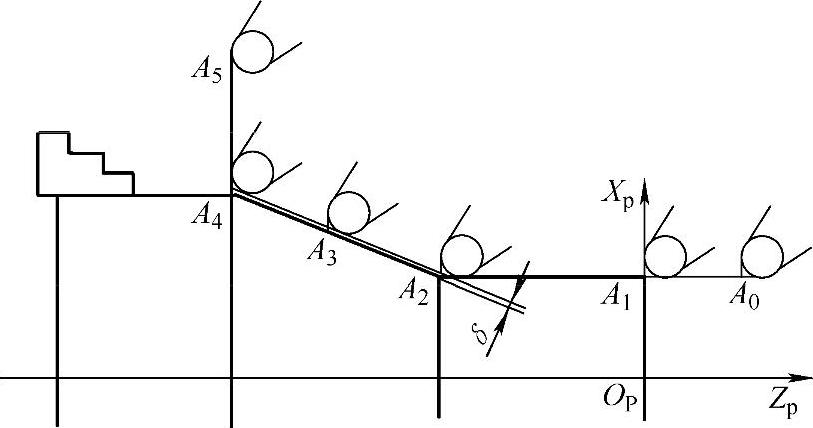
图1-27 车削锥面时的加工误差图
当用按理论刀尖点编出的程序进行端面、外径、内径等与轴线平行或垂直的表面加工时,是不会产生误差的。但在进行倒角、锥面及圆弧切削时,由于刀尖圆弧R的存在,实际车出的工件形状就会和零件图样上的尺寸不重合,如图1-27所示,这样就会产生圆锥表面误差。如果工件要求不高,此量可以忽略不计,但是如果工件要求很高,就应考虑刀尖圆弧半径对工件表面形状的影响。
(1)补偿方向的判别 从垂直于加工平面坐标轴的正向朝负向看,沿着刀具运动的方向(假定工件不动),刀具位于工件左侧的补偿称为左刀补,用G41指令表示;刀具位于工件右侧的补偿称为右刀补,用G42指令表示,如图1-28和图1-29所示。
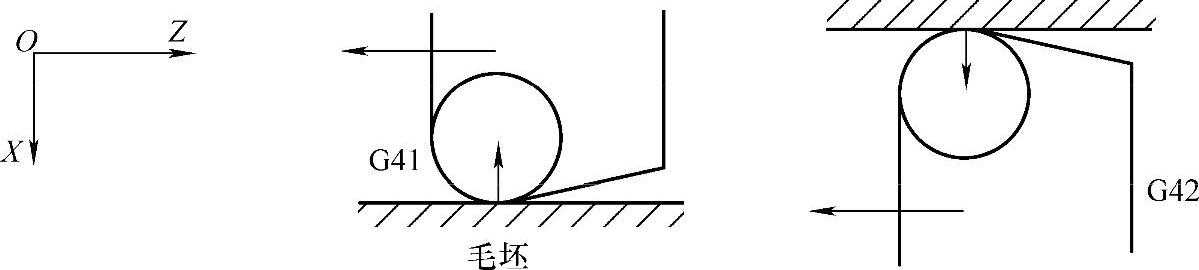
图1-28 前置刀架刀尖圆弧半径补偿图
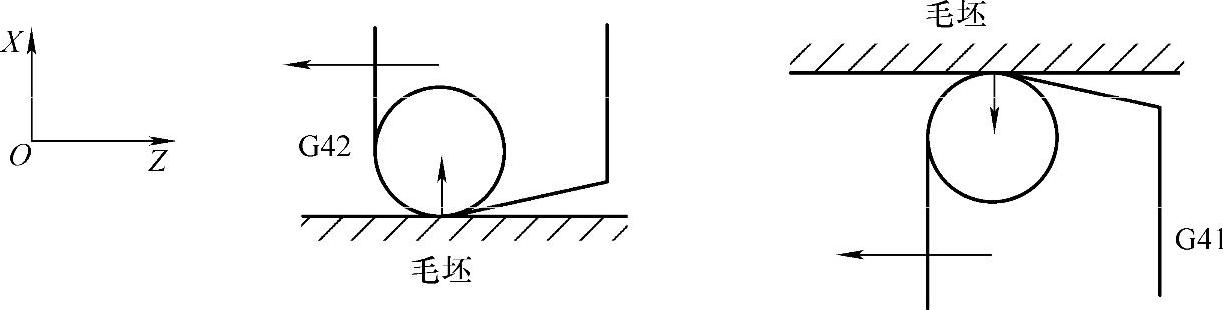
图1-29 后置刀架刀尖圆弧半径补偿图
(2)刀具半径补偿的执行过程 刀具半径补偿的过程分为三步:刀具半径补偿的建立,即使刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个刀尖圆弧半径的过程(偏移量必须在一个程序段的执行过程中完成,并且不能省略);刀具半径补偿的执行,即执行有G41或G42的程序段后,刀具中心始终与编程轨迹相距一个偏移量(G41、G42不能重复使用);刀具半径补偿的取消,即刀具离开工件,刀具中心轨迹过渡到与编程轨迹重合的过程。刀具补偿的建立和取消如图1-30和图1-31所示。
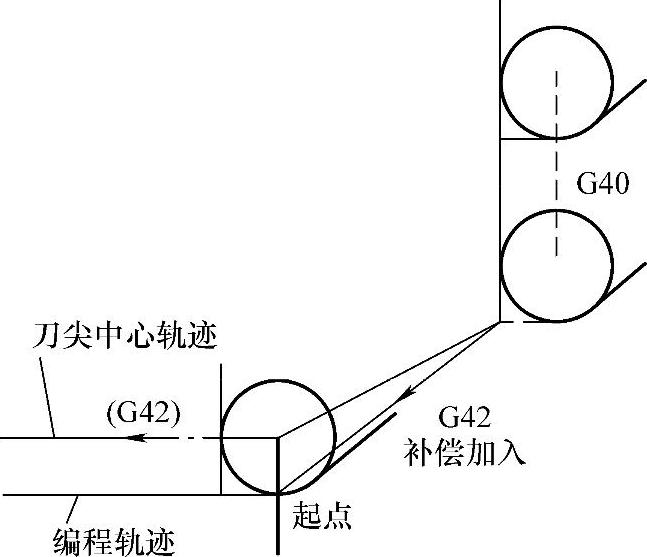
图1-30 刀具补偿的建立图
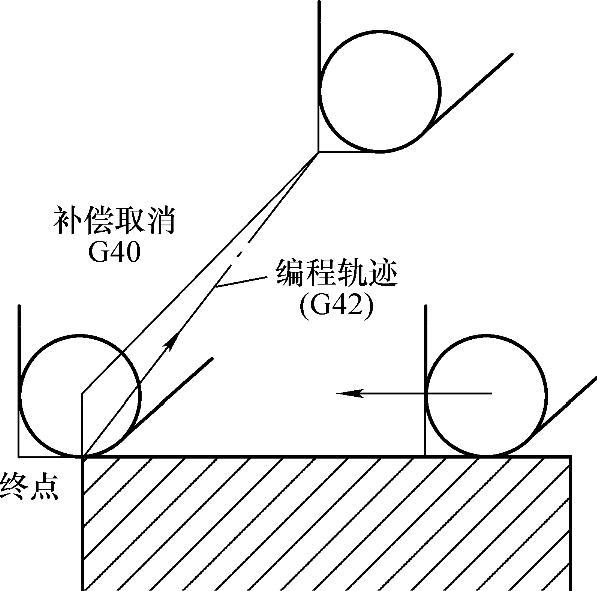
图1-31 刀具补偿的取消图
(3)刀尖方位号 对应每把刀具的补偿包括偏置量X、Z,刀具半径补偿值R和刀尖方位号T。如果刀具的刀尖形状和切削时所处的位置不同,刀具的补偿量和补偿方向也不同,因此假想刀尖的方位必须同偏置量一起提前设定。刀尖方位号共有九种,分别用0~8表示,当刀位点取刀尖圆弧半径中心时,刀位号取0,也可以说是无半径补偿,如图1-32和图1-33所示。
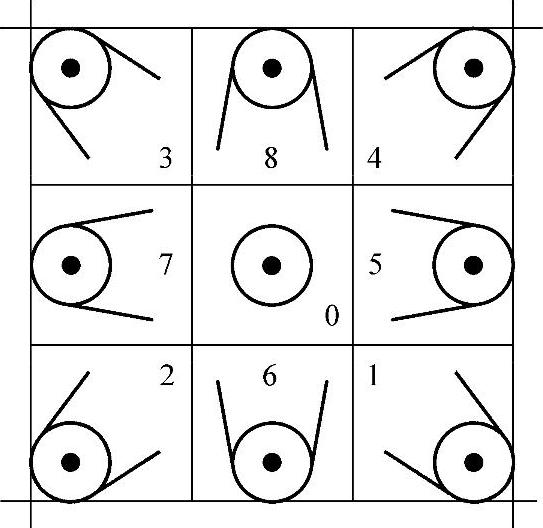
图1-32 前置刀架刀位号图
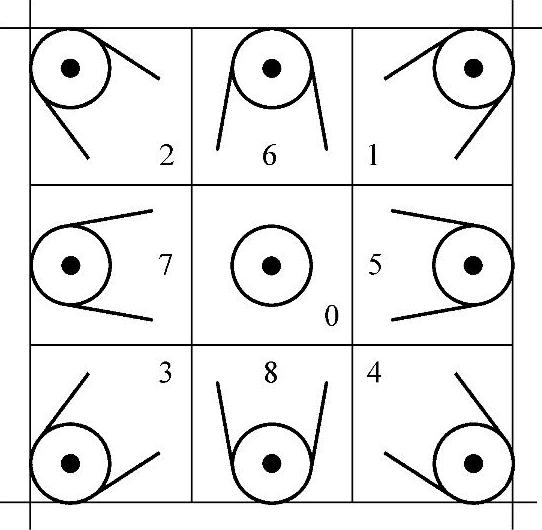
图1-33 后置刀架刀位号图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






