随着数控车床制造技术的不断发展,形成了产品繁多、规格不一的车床,因而也出现了几种不同的分类方法。
1.按车床主轴位置分类
(1)立式数控车床 立式数控车床简称数控立车,如图1-2所示。其车床主轴垂直于水平面,一个直径很大的圆形工作台用来装夹工件。这类机床主要用于加工径向尺寸大、轴向尺寸相对较小的大型复杂零件。
(2)卧式数控车床 卧式数控车床又分为数控水平导轨卧式车床和数控倾斜导轨卧式车床。其倾斜导轨结构可以使车床具有更大的刚性,并易于排除切屑,如图1-3所示。

图1-2 立式数控车床

图1-3 卧式数控车床
2.按加工零件的基本类型分类
(1)卡盘式数控车床 卡盘式数控车床没有尾座,适合车削盘类(含短轴类)零件。夹紧方式多为电动或液动控制,卡盘结构多具有可调卡爪或不淬火卡爪(即软卡爪)。
(2)顶尖式数控车床 顶尖式数控车床配有普通尾座或数控尾座,适合车削较长的零件及直径不太大的盘类零件。
3.按刀架数量分类
(1)单刀架数控车床 单刀架数控车床一般都配置有各种形式的单刀架,如四工位卧式回转刀架或多工位转塔式自动转位刀架,如图1-4所示。
(2)双刀架数控车床 双刀架数控车床的双刀架配置平行分布,也可以相互垂直分布,如图1-5所示。
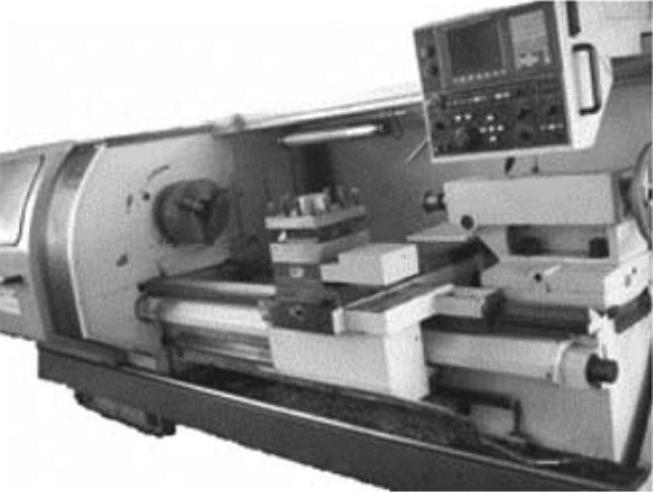
图1-4 单刀架数控车床
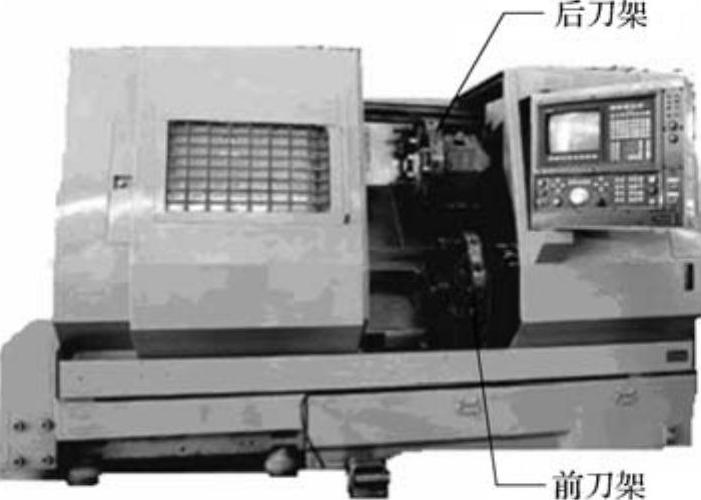
图1-5 双刀架数控车床(www.daowen.com)
4.按功能分类
(1)经济型数控车床 经济型数控车床一般用单板机或单片机进行控制,机械部分是在卧式车床的基础上改进设计的。它成本较低,但自动化程度和功能都比较差,车削加工精度也不高,适合要求不高的回转类零件的车削加工,如图1-6所示。
(2)普通数控车床 普通数控车床是根据车削加工要求在结构上进行专门设计并配备通用数控系统而形成的数控车床。其数控系统功能强,自动化程度和加工精度也比较高,适合一般回转类零件的车削加工。这种数控车床可同时控制两个坐标轴,即X轴和Z轴。
(3)车削加工中心 车削加工中心是在普通数控车床的基础上增加了C轴和动力头的更高级的数控车床,带有刀库,可控制X、Z和C三个坐标轴,联动控制轴可以是(X,Z)、(X,C)或(Z,C)。由于增加了C轴和铣削动力头,这种数控车床的加工功能大大增强,除了可以进行一般车削外,还可以进行径向和轴向铣削、曲面铣削、中心线不在零件回转中心的孔和径向孔的钻削等加工。车削中心如图1-7所示。

图1-6 经济型数控车床

图1-7 车削中心
5.按数控车床的布局分类
数控车床的布局形式与普通车床基本一致,但数控车床刀架和导轨的布局形式直接影响着数控车床的使用性能及机床结构和外观。另外,数控车床上都设有封闭的防护装置。
数控车床床身导轨与水平面的相对位置如图1-8所示,它有四种布局形式,如图1-8a所示为平床身,图1-8b所示为斜床身,图1-8c所示为平床身斜滑板,图1-8d所示为立床身。
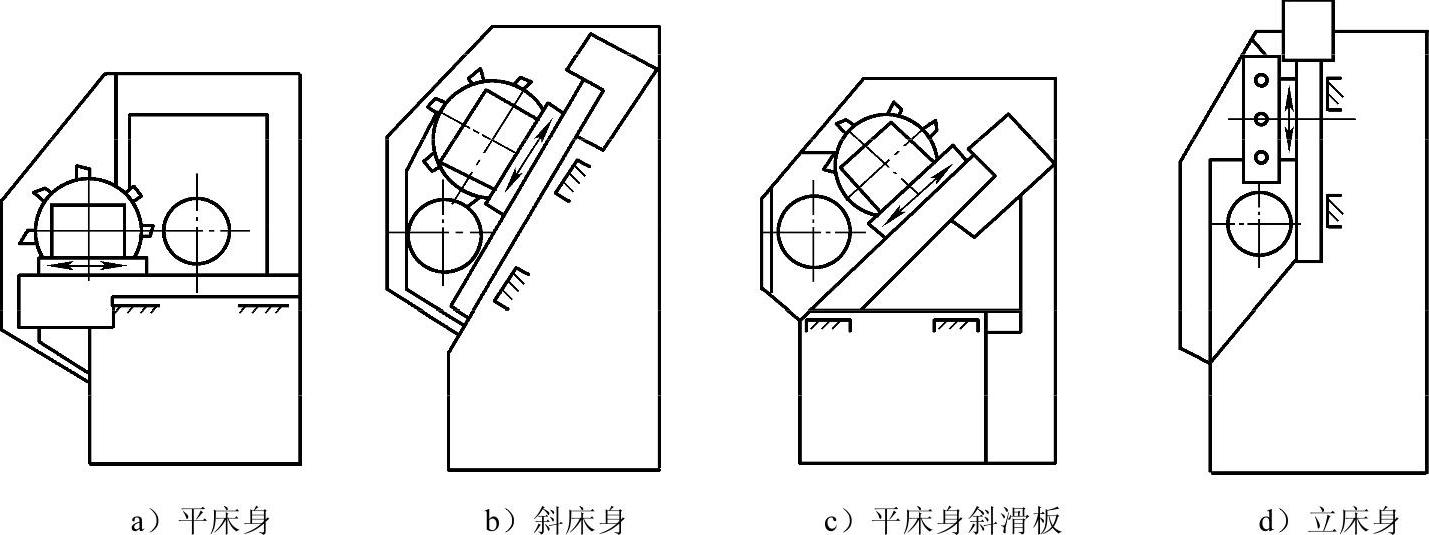
图1-8 数控车床床身导轨与水平面的相对位置图
1)平床身的工艺性好,便于导轨面的加工。平床身配上水平放置的刀架可提高刀架的运动精度,一般可用于大型数控车床或小型精密数控车床的布局。但是由于平床身下部空间小,故排屑困难。从结构尺寸上看,刀架水平放置使滑板横向尺寸较长,从而加大了机床宽度方向的结构尺寸。
2)平床身配置倾斜放置的滑板,并配置倾斜式导轨防护罩,这种布局形式一方面有平床身工艺性好的特点,另一方面机床宽度方向的尺寸较水平配置滑板的小,且排屑方便。平床身配上倾斜放置的滑板和斜床身配置斜滑板的布局形式被中、小型数控车床普遍采用。这两种布局形式的特点是:排屑容易,热铁屑不会堆积在导轨上,也便于安装自动排屑器;操作方便,易于安装机械手,以实现单机自动化;机床占地面积小,外形简单、美观,容易实现封闭式防护。
3)斜床身其导轨倾斜的角度分别为30°、45°、60°、75°和90°(称为立床身)。若倾斜角度小,排屑不便;若倾斜角度大,导轨的导向性差,受力情况也差。导轨倾斜角度的大小还会直接影响机床外形尺寸高度与宽度的比例。综合考虑上面的因素,中小规格的数控车床其床身的倾斜角度以60°为宜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






