1.焊接的作用
电子电路的元器件组装普遍使用锡焊焊接,焊锡对元器件有连接和固定作用。图1-32所示是某袖珍调频收音机的电路板,图1-32a为元器件排布面,图1-32b为焊接面。
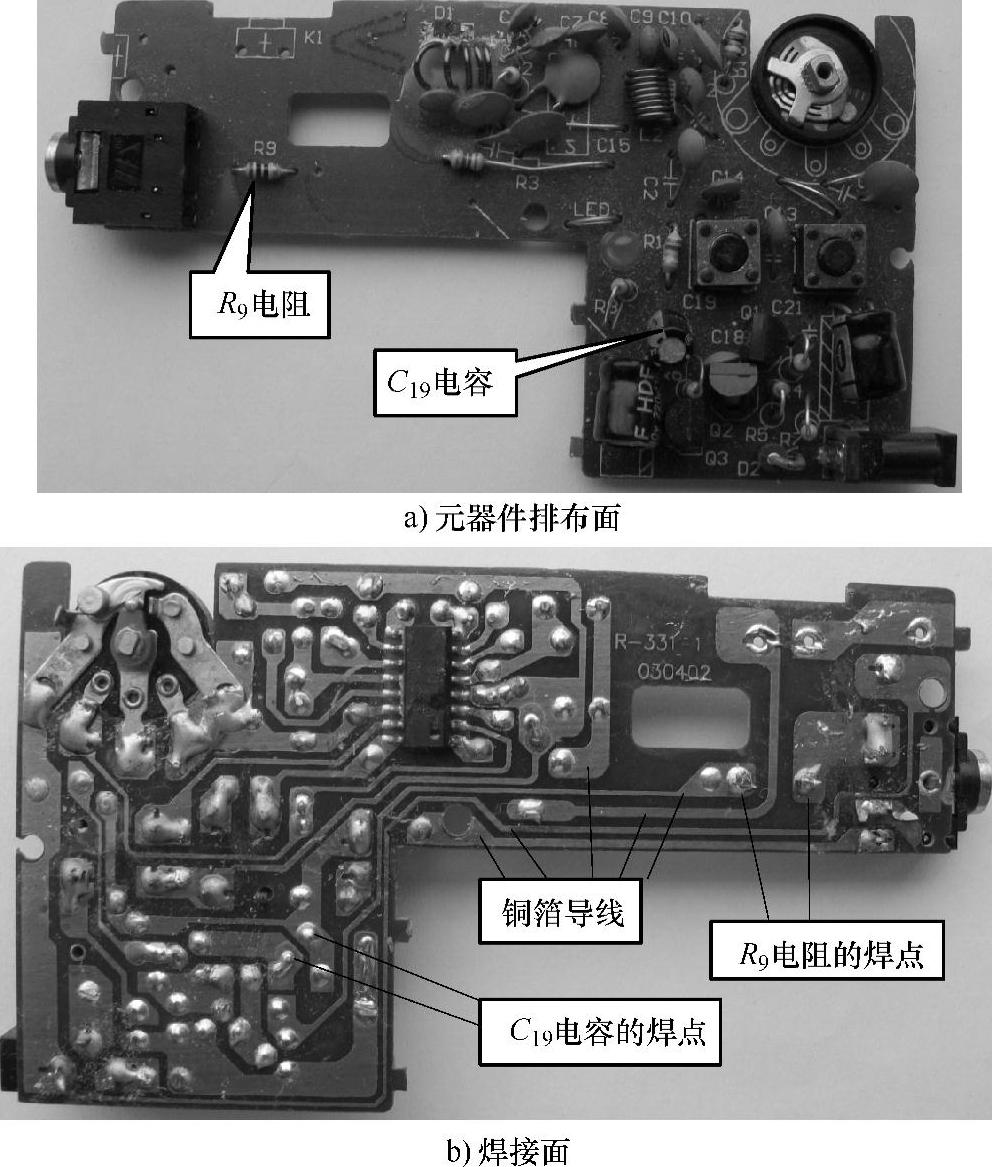
图1-32 焊接电路实例
(1)连接作用
电路由印制电路板上的铜箔焊接相应的电子元器件构成。元器件引脚、电路铜箔与焊锡的结合点叫焊接点(简称为焊点),要求焊点的电阻必须非常小,才能对电路工作几乎没有影响。若是出现虚焊、假焊,会使焊点的连接电阻增大或根本没有连接,造成隐蔽性故障,很难查找。
(2)固定作用
元器件在电路板上要稳固,能承受振动、拨动以及元器件自身重量等因素对焊点的影响。要求焊点必须有足够量的焊锡,但受电路板空间和美观的限制,焊点用锡也不能过多。由于焊锡的力学性能有限,大体积、大重量的元器件多用增加焊脚或配装金属支架的方法辅助固定。
从保障电路正常工作的要求来说,焊点的连接作用是第一位的,合格焊点的纵截面如图1-33a所示,其余均为不合格焊点。

图1-33 典型焊点的纵截面示意图
2.焊接的基本原理和影响焊接质量的因素
(1)手工焊接工具及相关材料
手工焊接所需的基本工具和相关材料如图1-34所示。
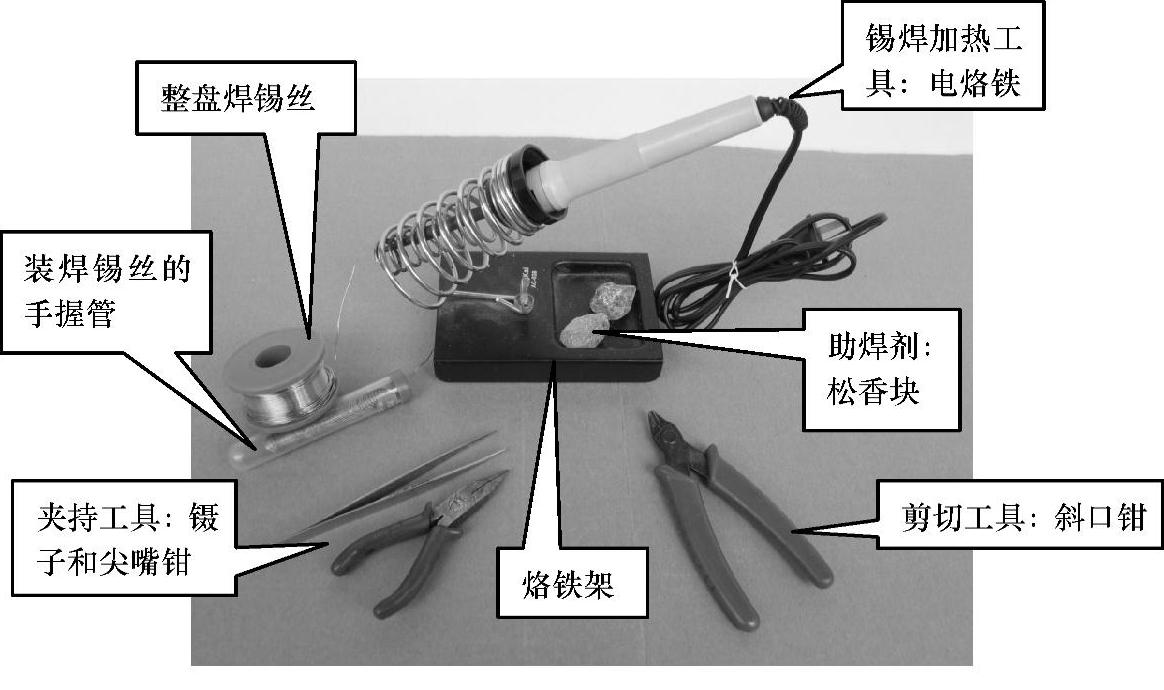
图1-34 手工焊接所需的基本工具和相关材料
利用图1-34所示的工具和材料,再简单地了解一点焊接原理,可以自然地理解和把握锡焊技术的要点,快速掌握焊接技术,焊出高质量的焊点。
(2)焊接原理
焊接是用熔化的焊料粘接固态金属的技术。焊接时,被加热熔化的焊料与被焊元器件表面分子之间形成紧密附着(物理学称其为浸润现象),焊料降温凝固,与被焊金属结成一体。
锡焊用的焊料是低熔点的焊锡,供手工焊接的焊锡制成中空的管状细丝,丝管中装有以松香为主要成分的助焊剂(俗称焊药),便于使用。
(3)影响焊接效果的4种因素
1)被焊件与焊料之间的可焊性。
液态焊锡与金属表面发生吸附作用是有选择的,锡焊只对“能沾锡的材料”进行焊接,可锡焊的常见金属(按易焊顺序排序)有:金、银、铜、铁、锌等。常用电子元器件的引脚、焊片多用铁或铜材料制作,为方便焊接,通常采取镀金、镀银、镀锡处理。
2)焊接部位的表面清洁。
焊件、焊料的表面是否清洁,直接影响两种物质在高温下相互吸附的效果,被焊件的焊接部位要彻底清除各类污物、氧化物,见到光亮的金属新茬。清洁焊点表面污物的方法有刀刮、砂纸打、钢锉锉等方法。为了使焊锡和被焊金属在焊接操作过程中表面清洁,相互吸附紧密,还要使用助焊剂,助焊剂也有清理污物的作用。金、银等一些不易氧化的金属可以直接焊接,不必作清洁,因此现在多数电子元器件的焊接引脚采用镀银、镀金处理。
3)焊料与被焊部位都要加热到适当的温度。
焊锡在常温下是固态物质,只有被加热熔化为液态,与加热到相应温度的金属接触,焊锡与金属的表面才能产生紧密的吸附效果。但温度也不能过高,否则会使表面迅速生成氧化物而阻碍液态焊锡与被焊金属的吸附,形成假焊。
4)稳定的凝固过程。
液态焊锡与被焊件表面形成良好的吸附并不是焊接的结束,要等焊锡良好地凝固形成光亮、结实的焊点才是焊接操作的完成。焊锡如果凝结不实(虚焊),不但降低焊点的力学性能,焊点的电阻也会增大,影响电路性能,给电路造成很难查找的故障,是不可忽视的。所以,在焊锡凝固的时间内要保持焊件静止,不能晃动,为加速凝固可用嘴对焊点吹气进行冷却。
焊接合格是由上述4种因素共同保障的,缺一不可。
3.焊接工具和材料
(1)电烙铁
锡焊的常用焊接工具是电烙铁,电烙铁的主要作用是对被焊件和焊锡进行加热。
电烙铁有内热式、外热式两种,如图1-35所示。
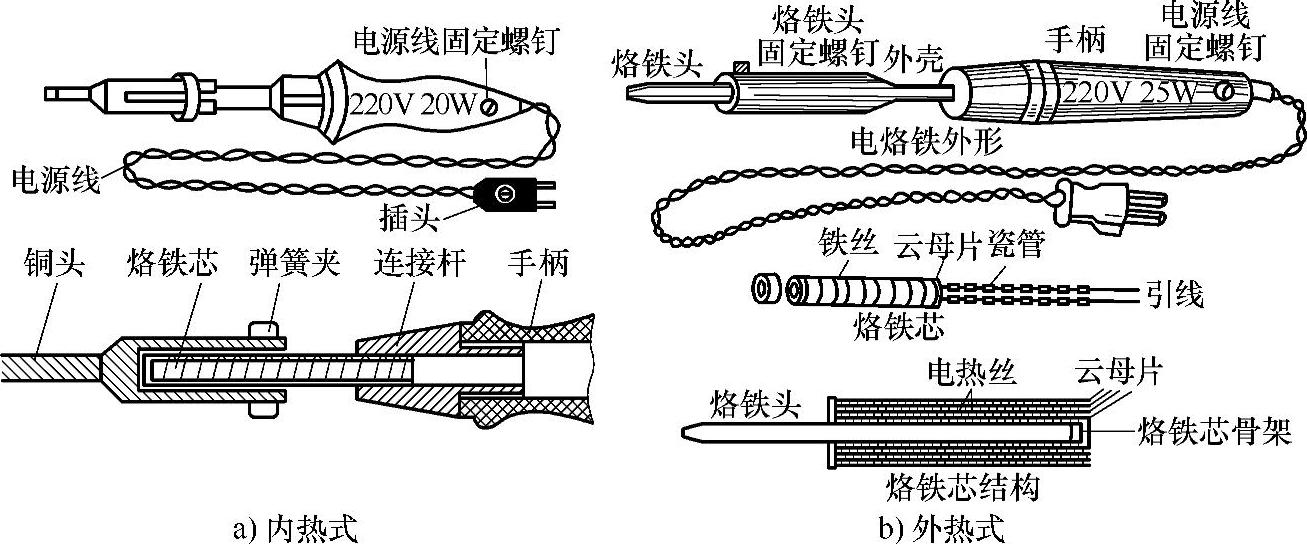
图1-35 电烙铁
电烙铁的主体结构由电热元件和烙铁头组成。电热元件在烙铁头内部的叫做内热式电烙铁。内热式电烙铁的热效率较高,体积较小,外形轻巧,但电热丝用瓷管作支撑物,在摔碰中易损坏。电热元件包在烙铁头外边的叫做外热式电烙铁。外热式电烙铁的电热丝以云母卷筒为主要支撑物,耐摔碰,使用寿命长。外热式电烙铁体积较大,热效率低于内热式电烙铁。
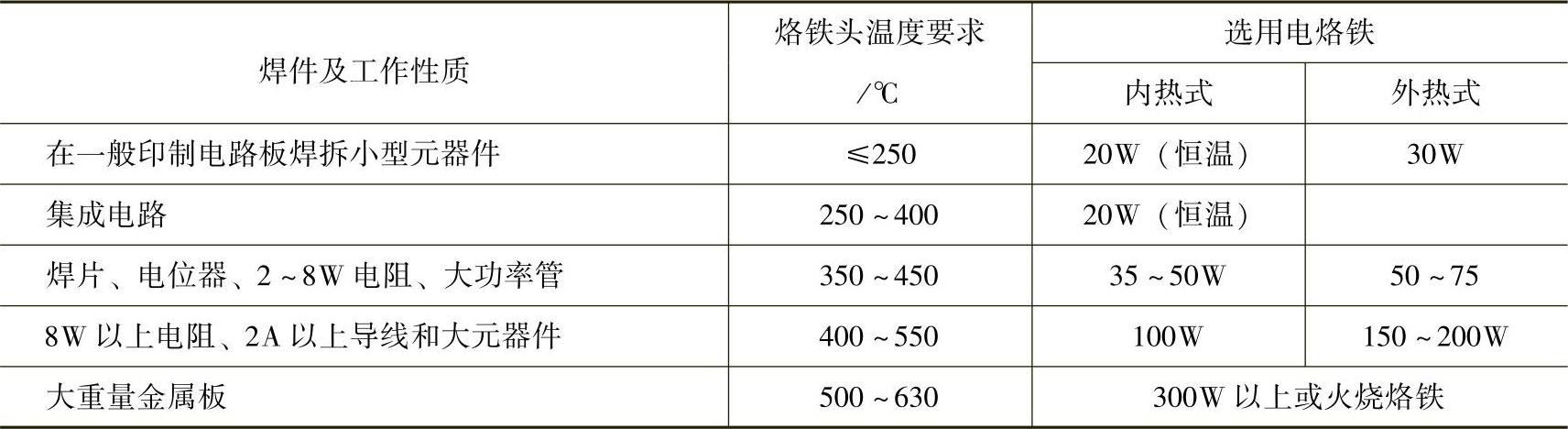
焊接温度取决于焊锡的熔点,但焊接时的升温快慢则由焊具功率、焊件大小、操作技术、环境温度、空气流速5种因素共同决定。电烙铁在焊接操作中作为加热工具,是热源,其温度高低和发热快慢由电功率大小决定,选用电烙铁的功率大小由焊件大小决定(见表1-5)。小型元器件的焊接和拆焊多选用20W(或35W)的内热式电烙铁(20W和35W内热式电烙铁可各备一个);质量大(热容量大)、表面积大(散热快)焊件的升温过程需要热量多,要用大功率电烙铁(如35W或更大些);对于MOS类集成电路等对温度、静电要求严格的器件,可选用恒温式电烙铁或带静电屏蔽功能的焊具。
表1-5 电烙铁的功率选择参考表
常用的烙铁头用能够吸附液态焊锡的纯铜材料制成,为适用不同焊件和焊点,烙铁头的工作端有多种形状,如图1-36所示。
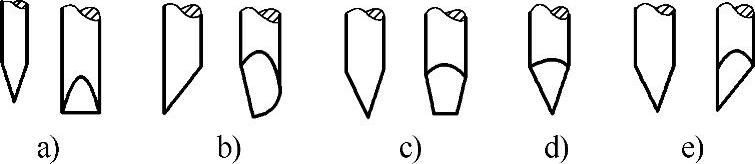
图1-36 烙铁头形状
纯铜烙铁头受长时间高温加热,表面会氧化生成黑色氧化铜,随着氧化铜碎片的脱落,烙铁头被逐步消耗,烙铁头的镀锡部位会被液态焊锡熔解形成凹陷,凹陷太深会影响使用,需要用钢锉把工作面锉平才好用,使用一段时间就需要更换新头。目前市场上有一种长寿命烙铁头,表面镀有抗氧化层,锥状前端是不易被液态焊锡熔解的银色合金镀层,应注意保护,不可打磨。
(2)焊锡
组装电子电路可用市场销售的成品焊锡丝,其主要规格参数是焊锡丝的直径,常见的有1.2mm、1.0mm、0.8mm、0.5mm等,可参照焊点大小选择,大焊点用粗焊锡丝、小焊点用细焊锡丝。
(3)助焊剂
助焊剂是保证焊锡与被焊件形成良好吸附效果必不可少的物质,助焊剂的主要作用是防止熔融的焊锡和焊件表面氧化或清除氧化物。在成品焊锡丝内都灌注有助焊剂(含有活性剂的松香),可参考表1-6选用助焊剂。
表1-6 助焊剂的选用

松香是焊接电子电路的常备助焊剂。把清洁好的焊件(导线、元器件引脚等)放在松香中用电烙铁烫热,就自然地包上了一层松香。松香有清洁烙铁头上焊锡表面的作用,可使电烙铁接触焊锡时加速焊锡熔化。读者可参考表1-7自制助焊剂。
表1-73 种助焊剂配方 (单位:g)

(4)清洁工具
焊接前的清洁不是简单擦拭,铁、铜、电镀层等金属表面的氧化物、污物、绝缘漆等,需用废钢锯条、小刀、砂纸、钢锉等工具进行打磨或刮除,必须见到金属新茬面。但对金、银、锡3类金属镀层要注意保护,否则会适得其反。
(5)烙铁架及石棉垫
烙铁架用于放置电烙铁,避免烫坏桌面或其他物品。可购买成品,也可自制。(www.daowen.com)
用石棉垫或湿抹布可擦去烙铁头上的炭化成黑色的松香残留物和其他污物。
(6)夹持工具
焊接操作中常用的夹持工具主要是镊子和尖嘴钳,有防止烫手和辅助散热的作用。
4.焊接操作的基本步骤
1)确认被焊件焊接部位的表面状况,决定金属表面处理方法以及助焊剂的选用(见表1-8)。
表1-8 常见金属表面的清洁方法及助焊剂的选用
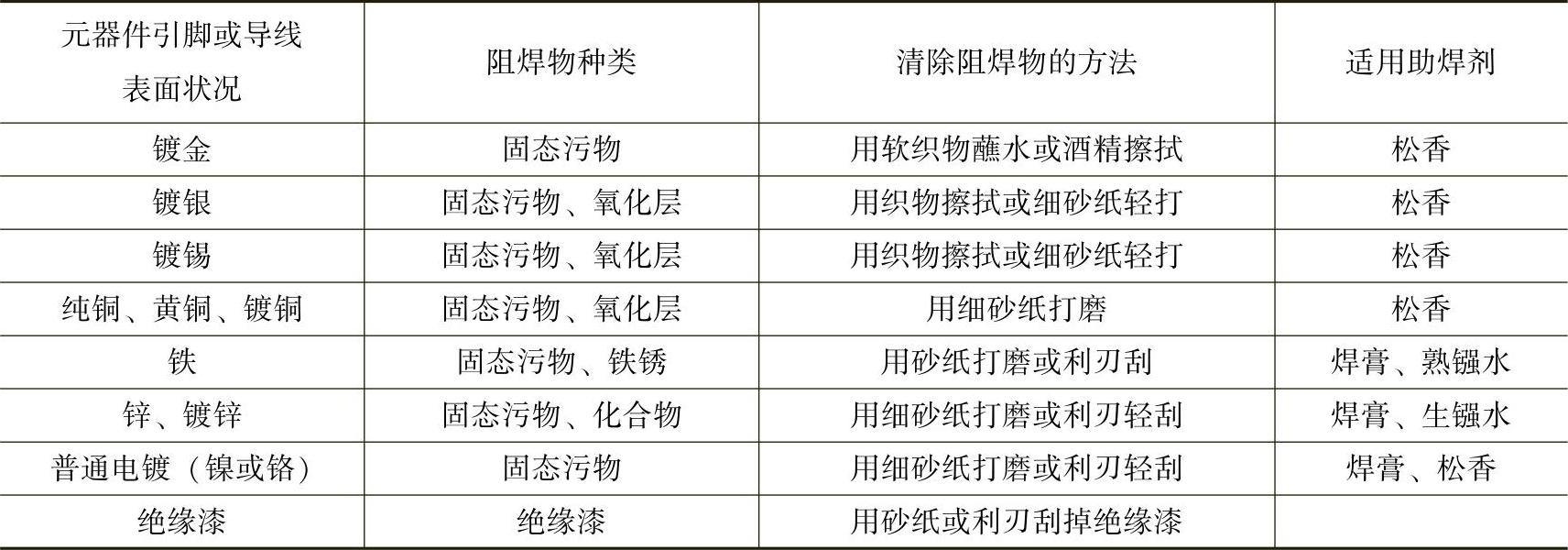
2)依据焊件与焊点的大小选择电烙铁,并将电烙铁插在烙铁架上,然后通电预热。如果是新烙铁,烙铁头的前端在达到使用温度后要上锡。上锡方法是:对于长寿命烙铁头可用耐高温的擦拭物把烙铁头端部擦拭干净,用焊锡丝与之接触,焊锡即可熔化并吸附在烙铁头上。对于普通烙铁头可用细钢锉或砂纸把约5mm前端打磨光亮,随即(否则会氧化变黑)蘸松香、涂焊锡,使烙铁头形成白亮的端头。
3)对准备焊接的部位进行表面处理(具体方法参照表1-8选择)。
对于表面为金、银、铜、锡的元器件引脚,处理干净后即可进行插件焊接,对于铁质或有镀镍层的元器件引脚(如大功率晶体管)应先上锡(也叫挂锡)再插板焊接。
成品电路板在非焊接部分都涂有阻焊漆(通常为绿色),在焊点部位留出光亮的铜箔圆盘(焊盘),并涂有松香(涂松香酒精溶液,酒精挥发后留下松香涂层),既保护焊盘不被氧化,又方便焊接。
4)按电路结构将元器件引脚插入电路板相应的焊孔。焊接练习可在万能实验板上进行,万能实验板可用单面覆铜板自制,如图1-37所示。
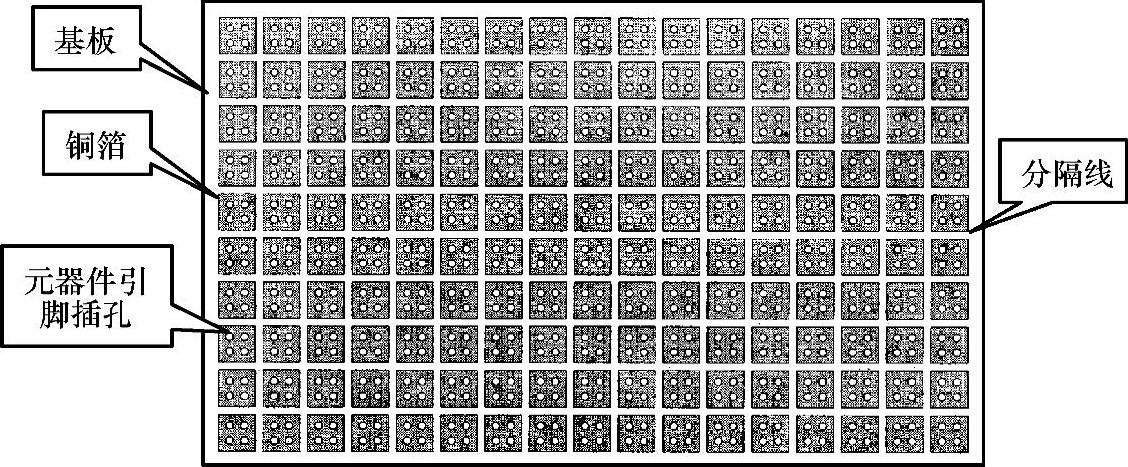
图1-37 万能实验板
自制方法很简单。选取一块面积适当的单面覆铜板,用钢锯把铜箔分成若干个正方形(边长为0.6~0.8mm)小块,再在每小块铜箔位置用钻头打4个焊孔。实验板制成后,用细砂纸把铜箔打磨干净,露出铜的光亮本色,再在上面涂刷松香酒精溶液(配制方法见表1-7),晾干后即可使用。
5)选用助焊剂。焊膏、镪水等助焊剂都有腐蚀性,用覆铜板制作的印制电路很容易被其腐蚀而形成断路。因此,组装电路通常都使用无腐蚀性的松香(或松香酒精溶液)作助焊剂,对于必须使用腐蚀性助焊剂的焊点,焊接完成后要认真清洗。
6)实施焊接操作。
7)保持焊件稳定,等焊锡充分凝固后再进行下一个焊点的焊接。其实一般焊点在电烙铁离开后会迅速冷却,稍大一些的焊点的冷却时间也就1~2s。但这个环节是不能忽视的。
8)用斜口钳剪去元器件多余的引脚,否则易造成搭线短路。
【边学边练】
5.常用的焊接操作方法
(1)点锡焊法
点锡焊法的操作方式(见图l-38a)及其过程(5个步骤见图l-38b)如下:
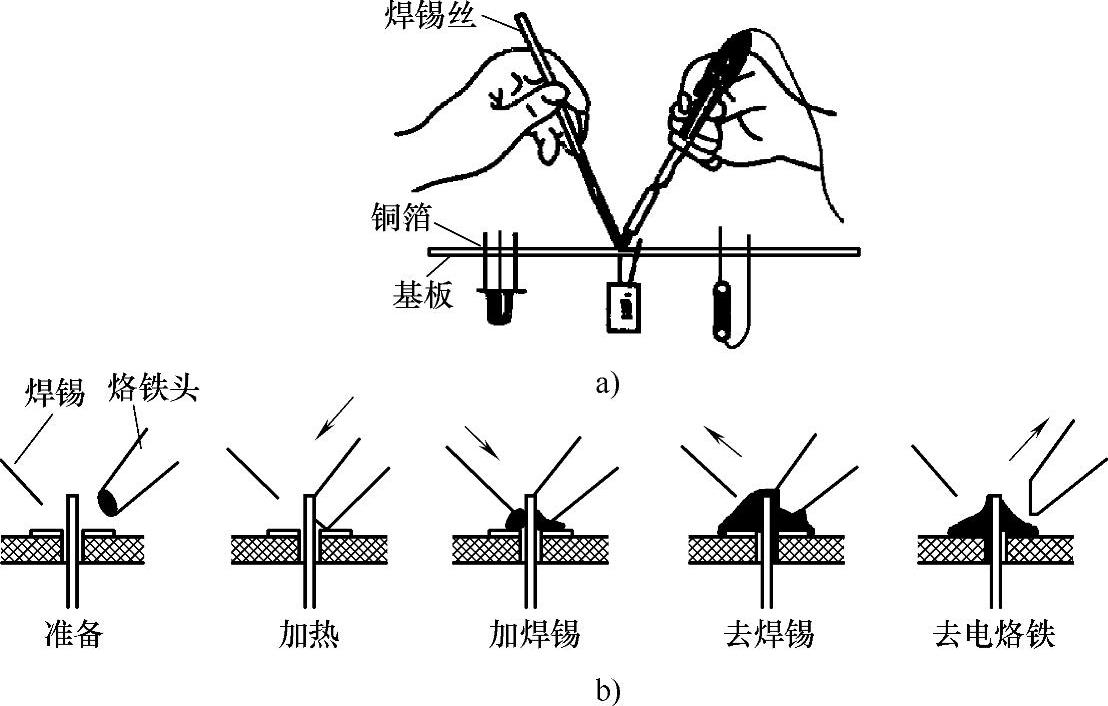
图1-38 点锡焊法操作及其5个步骤
1)准备(备焊件引脚和焊盘都达到可焊标准);
2)烙铁头与焊件接触加热(在正常室温下加热时间只需1-2s);
3)焊锡丝与高温焊接部位接触:
4)焊锡熔化适量,并与焊件形成环绕吸附的合格焊点后移开焊锡丝;
5)移开电烙铁,稳固元器件待焊锡冷却。
点锡焊法的优点是容易控制焊点的用锡量,焊点漂亮,只要焊前的准备到位,可确保焊接质量。缺点是操作时占用两只手(一手持电烙铁、一手持焊锡丝),电路板和元器件需用其他方法稳固。
(2)带锡焊法
带锡焊操作分为3步,如图1—39所示。
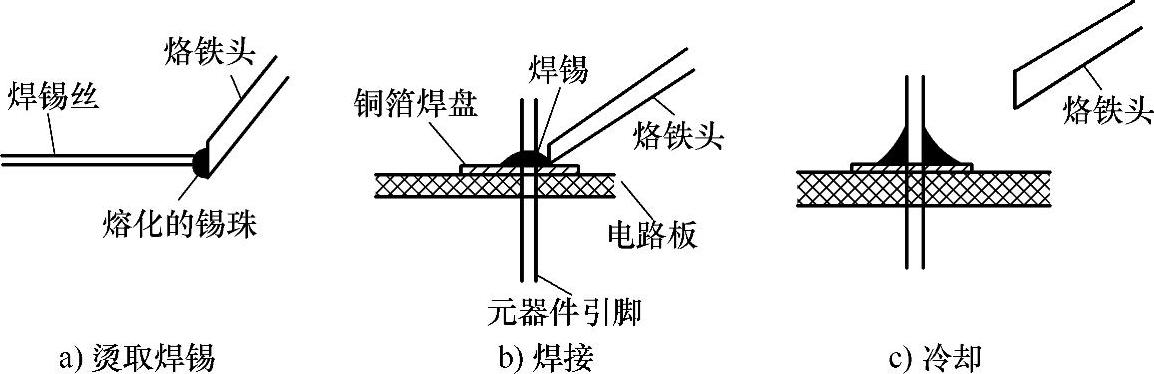
图1-39 带锡焊法的3步操作
1)按焊点大小估测用锡多少,用电烙铁烫取适量焊锡。
2)带有焊锡的电烙铁与焊接部位接触,对焊件加热,直到焊锡与焊件环绕吸附形成合格焊点。
3)移开电烙铁,稳固元器件待焊锡冷却。
带锡焊法的优点是用单手操作,另一只手可持电路板或用工具夹持被焊件,操作方便。缺点是焊锡在烙铁头上熔化后助焊剂挥发,表面形成氧化层,被焊部位与焊锡接触时是低温状态,若加热不充分,会形成假焊(焊锡与被焊金属没有吸附成一个整体)。烙铁头每次取锡量有限,用锡多的大焊点一次不能完成,影响焊点外观美观。
6.电烙铁的维护与常见故障处理
(1)电烙铁的日常维护
1)把电烙铁的塑料外皮的电源线换成电灯用线(内层橡胶绝缘、外层用纱线保护),这种线柔软耐用,偶尔碰到烙铁头也不会烫坏。
2)少用腐蚀性助焊剂。
3)内热式电烙铁不能敲击或摔磕,避免电热芯损坏。
4)注意用适当力度拧紧固线螺钉。加电导线固定是为了防止导线在接线柱部位频繁动作而断线,使手柄内发生搭线短路或打火。
5)长寿命烙铁头前端的合金电镀层只能擦,不能用砂纸或钢锉打磨。普通烙铁头出现的凹陷不到明显影响使用时可不必动锉,以延长使用寿命。如果(普通)烙铁头已经氧化损耗严重,并且前端被锉得很短,就要及时更换。
(2)电烙铁的常见故障处理
1)插头插入电源插座瞬间发生打火、跳闸。
原因:电烙铁手柄内或插头内有断线,并形成搭线短路。
处理:对可能的短路打火部位进行检查,重新接好电源线,再处理跳闸问题。
2)接好电源后数分钟不热。
原因:电源插座没电、电烙铁的插头与插座内接触不紧、电烙铁的手柄内或插头内有断线、电烙铁的电热元件内有断线。
处理:先检查电源插座供电是否正常,再检查有无接触不良,第3步检查电烙铁手柄内和插头有无断线,最后用万用表检查烙铁芯有无断线。
3)烙铁头明显高于正常使用温度,焊点不光亮。
原因:烙铁头氧化严重,热容量减小。
处理:更换烙铁头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






