相互配合的零件在生产制造过程中,为了便于加工和刀具、量具的配备,在制订配合零件的公差带时,可以把其中一个零件作为基准件,通过改变另一个非基准件的公差带位置来达到不同配合的要求。国家标准规定配合有两种基准制,即基孔制和基轴制。
1.基孔制
基孔制是指基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带所形成各种配合的一种制度,如图1-7a所示。
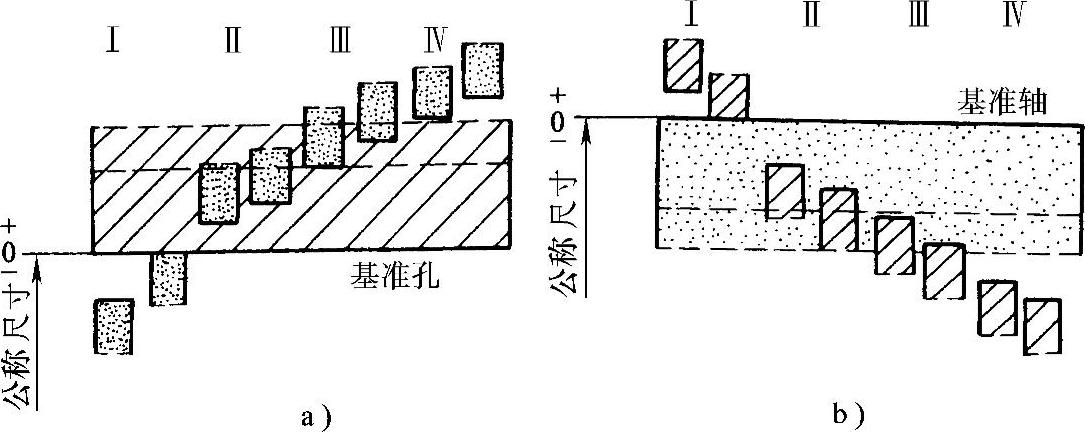
图1-7 基准制配合公差带图
Ⅰ—间隙配合 Ⅱ—过渡配合 Ⅲ—过渡配合或过盈配合 Ⅳ—过盈配合
基孔制中的孔称为基准孔,用H表示。基准孔下极限偏差为基本偏差,且数值为零,其公差带在零线上侧。基孔制配合中的轴为非基准件,由于有不同的基本偏差,使它们的公差带和基准孔公差带形成不同的相对的位置。根据不同的位置可以判断其配合类别。
2.基轴制
基轴制是指基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度,如图1-7b所示。(www.daowen.com)
基轴制中的轴称为基准轴,用h表示。基准轴的上极限偏差为基本偏差,而且数值等于零。公差带在零线的下侧。孔为非基准件,不同基本偏差的孔和基准轴可以形成不同类别的配合。
3.基准制的选择
1)优先选用基孔制。采用基孔制可以减少定制刀、量具的规格数目,有利于刀、量具的标准化、系列化,因而经济性好,使用方便。
2)有明显经济效益时选用基轴制。冷拉钢材做轴时,若其本身精度(可达IT8)已能满足设计要求,可以无须再加工时,则可选用基轴制。
3)根据标准件选择基准制。当设计的零件与标准件相配时,基准制的选择应依标准件而定。例如,与滚动轴承内圈相配的轴应选用基孔制。而与滚动轴承外圈配合的孔应选用基轴制。
4)特殊情况下可采用混合配合。为了满足配合的特殊要求,允许采用任一孔、轴公差带组成配合。
综上所述,基准制的选用应在考虑经济性、合理性的前提下,尽量选用基孔制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





