1.标准公差和标准公差等级
在国家标准中用表格列出的,用以确定公差带大小的任一公差称为标准公差。标准公差的数值是按一定公式计算出来的,代号是IT。实际工作中,标准公差用查表法确定。
标准公差的大小与标准公差等级有关,标准公差等级是确定尺寸精确程度的等级,同一公差等级对所有公称尺寸的一组公差被认为具有同等精确程度。国家标准将标准公差等级分为20级,各级标准公差的代号为IT01、IT0、IT1至IT18,其中IT01级最高,其余依次下降,IT18级最低。其相应的标准公差在公称尺寸相同的条件下,随公差等级的降低而依次增大,见表1-1。
2.标准公差等级的选择
合理选择标准公差等级,主要是为了解决机械零件使用要求与制造工艺及成本之间的矛盾。因此,选择标准公差等级的基本原则是,在满足使用要求的条件下,选择低的标准公差等级。
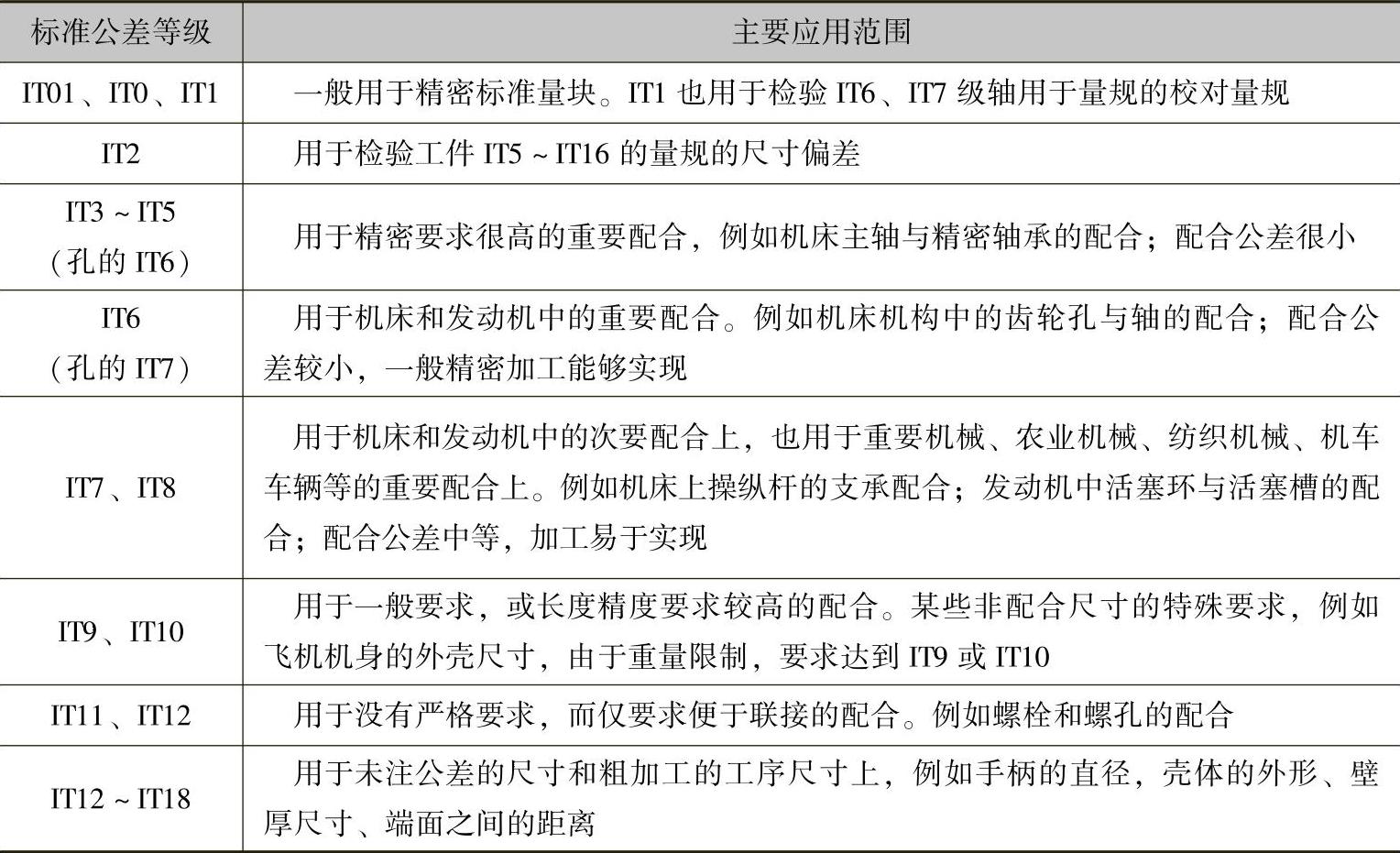
标准公差等级一般用类比法选择,也就是参照生产实践的经验,进行比较选择。表1-2为各种加工方法可能达到的等级;表1-3为标准公差等级的主要应用范围。
表1-1 公称尺寸小于等于500mm的标准公差数值

注:1mm以下无IT14~IT18。
用类比法选择标准公差等级时,还应考虑以下问题:
1)注意孔和轴的工艺等价性。孔和轴的工艺等价性是指孔和轴加工难易程度应相同。最常用的方法是当标准公差等级较高时,相互配合的轴与孔中,轴的标准公差等级应高一级。
2)注意相关件和相配合件的精度。例如,齿轮孔与轴的配合,它们的标准公差等级决定于相关件齿轮的精度等级。
3.基本偏差
基本偏差是指在标准极限与配合制中,确定公差带相对零线位置的那个极限偏差,一般为靠近零线的那个偏差。当公差带位于零线上方时,基本偏差为下极限偏差;反之,当公差带位于零线下方时,基本偏差为上极限偏差,如图1-5所示。
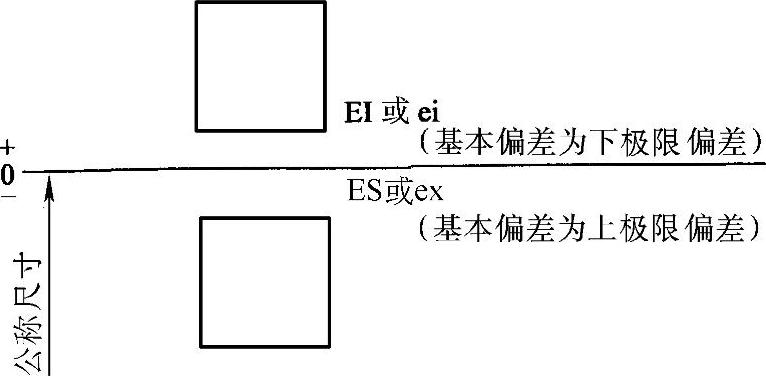
图1-5 基本偏差位置图
表1-2 加工等级

表1-3 标准公差等级的主要应用范围
从图1-5可以看出,基本偏差用来确定公差带的位置,标准公差用来确定公差带的大小,知道了公差带的大小、位置,公差带也就定下来了,尺寸的上、下极限偏差可以根据计算公式得到。
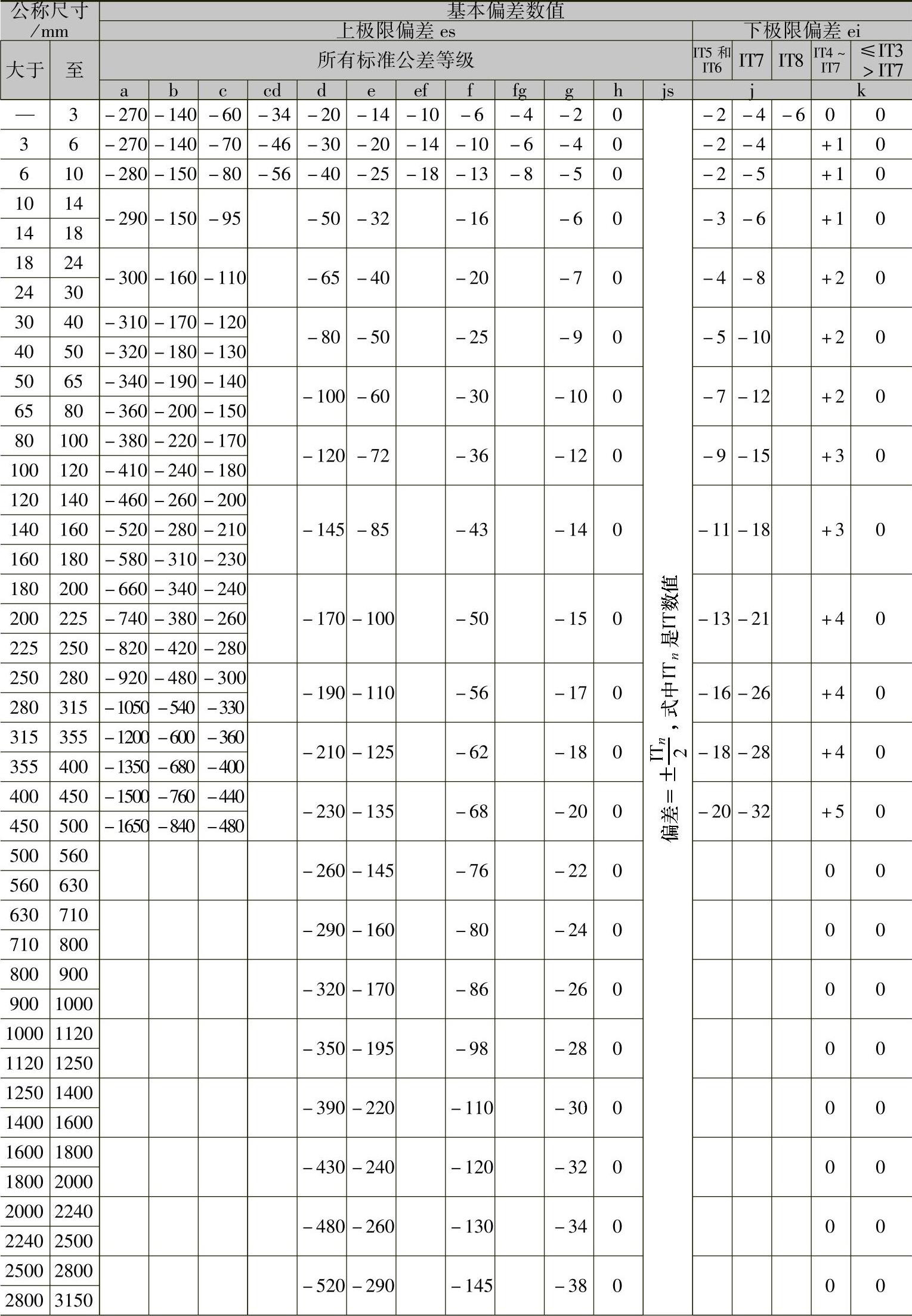
图1-6所示为孔和轴的基本偏差系列。国家标准规定的基本偏差用拉丁字母表示,并按顺序排列,其中大写的拉丁字母表示孔的基本偏差代号,小写的拉丁字母表示轴的基本偏差代号。孔、轴各有28个基本偏差代号,其中JS和js为完全对称偏差。轴的基本偏差数值见表1-4,孔的基本偏差数值见表1-5。(www.daowen.com)
表1-4 轴的基本偏差数值 (单位:μm)
(续)

注:1.公称尺寸小于或等于1mm时,基本偏差a和b均不采用。
2.公差带js7至js11,若ITn值数是奇数, 。
。
表1-5 孔的基本偏差数值 (单位:μm)

(续)
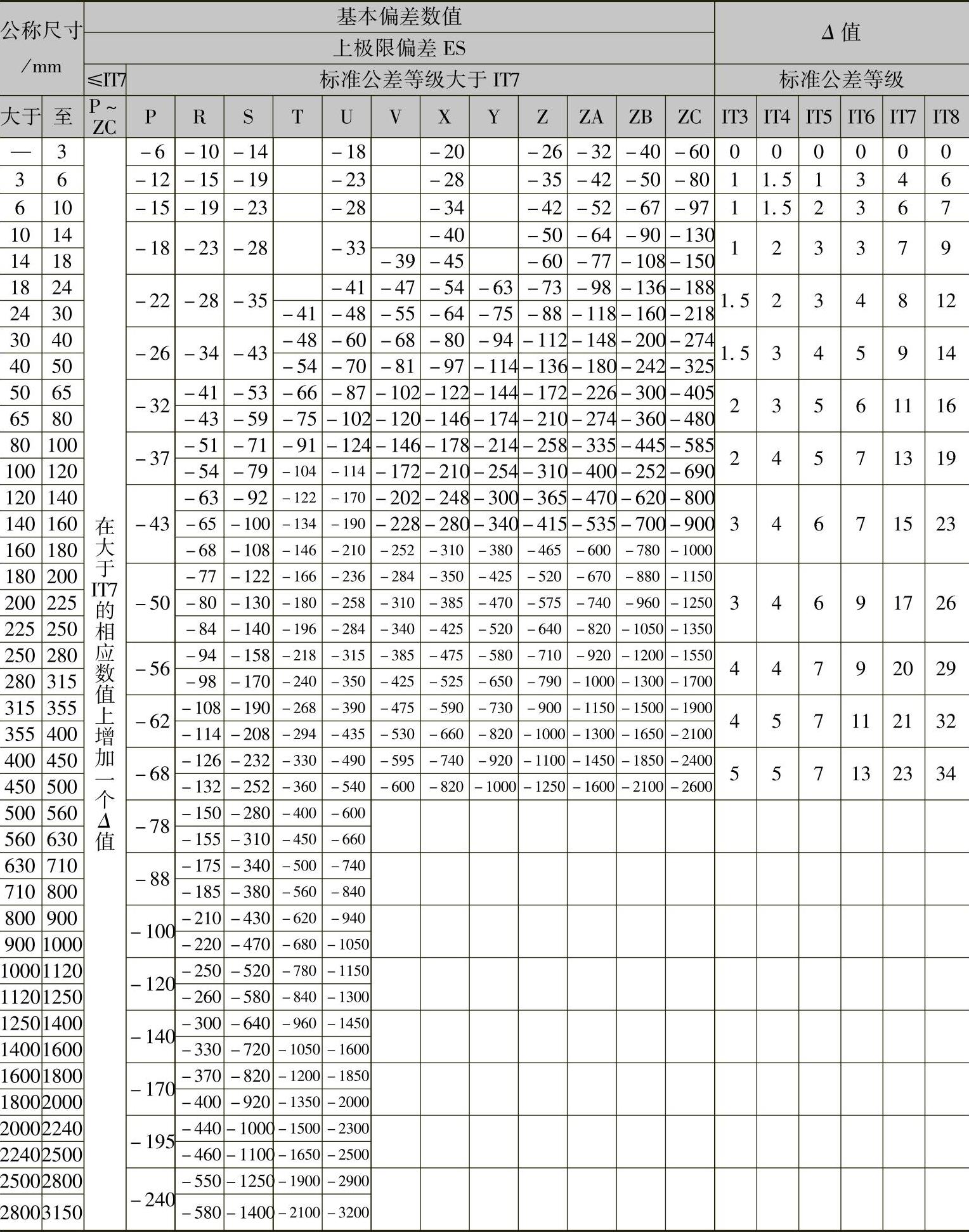
注:1.公称尺寸小于或等于1mm时,基本偏差A和B及大于IT8的N均不采用。
2.公差带JS7至JS11,若ITn值数是奇数, 。
。
3.对小于或等于IT8的K、M、N和小于或等于IT7的P~ZC,所需Δ值从表内右侧选取。
例如:18~30mm段的K7∶Δ=8μm,所以ES=-2μm+8μm=+6μm
18~30mm段的S6∶Δ=4μm,所以ES=-35μm+4μm=-31μm
4.特殊情况:250~315mm段的M6,ES=-9μm(代替-11μm)。
根据公称尺寸、基本偏差代号和标准公差等级查表便可得到基本偏差值。在图1-6中,只给出了靠近零线的极限偏差,即只画出了公差带属于基本偏差一端的极限偏差,其数值可以从表1-4和表1-5中查得,而另一端在基本偏差系列图上所显示的是“开口”的,这说明基本偏差是用来确定公差带相对零线位置的要素。那么轴和孔的另一偏差是怎样决定的呢?它可以根据公差等级用计算公式通过计算得到。
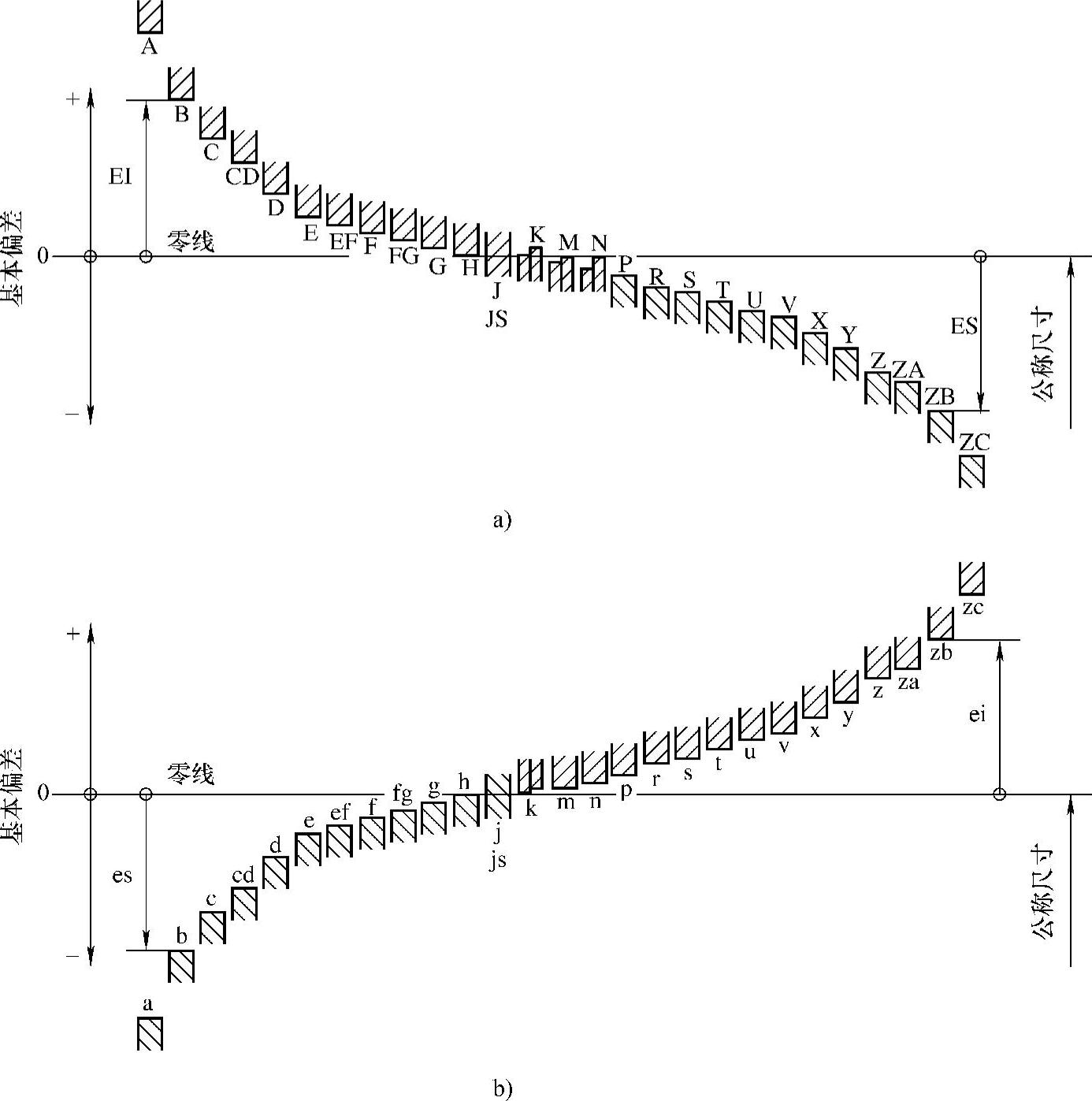
图1-6 孔和轴的基本偏差系列
a)孔 b)轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





