1.尺寸
以特定单位表示线性尺寸的数值称为尺寸。它由特定数字和长度单位组成,包括直径、半径、宽度和中心距等,但不包括用角度表示的角度量。
2.公称尺寸
通过它应用上、下极限偏差可算出极限尺寸的尺寸(一般指设计尺寸)称为公称尺寸,一般由设计人员根据零件使用要求,通过计算或结构等方面的考虑,并按标准圆整后确定。
3.实际尺寸
通过测量后获得的某一孔、轴的尺寸称为实际尺寸。在测量过程中总有测量误差存在,因此实际尺寸并不一定是尺寸的真值。另外,由于零件的形状误差等影响,不同部位的实际尺寸也不一定相等,见图1-1。
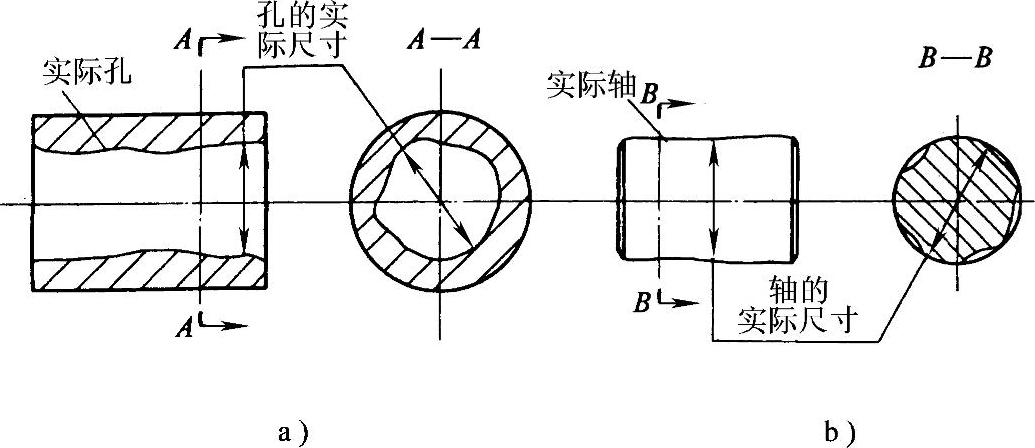
图1-1 孔、轴的实际尺寸示意图
4.极限尺寸
一个孔或轴允许的尺寸的两个极端称为极限尺寸。实际尺寸应位于其中,也可达到极限尺寸。零件在生产加工过程中,由于各种因素的影响,即使是同一个操作者,在同一台设备上也无法使所加工的各零件的实际尺寸完全一致,总是存在误差。因此,设计人员就必须规定实际尺寸的变动范围。这个允许变动范围的两个界限值就称为极限尺寸。其中较大的尺寸称为上极限尺寸,较小的尺寸称为下极限尺寸,零件任一位置的实际尺寸都应在这两个极限尺寸所限制的尺寸范围内,即实际尺寸小于或等于上极限尺寸,大于或等于下极限尺寸的零件方为合格。否则,为不合格。在图1-2中,孔的上极限尺寸是ϕ30.021mm,下极限尺寸是ϕ30mm,轴的上极限尺寸是ϕ29.98mm,下极限尺寸是ϕ29.967mm。如果加工出的孔的实际尺寸是ϕ30mm,轴的实际尺寸是ϕ29.97mm,则零件合格。
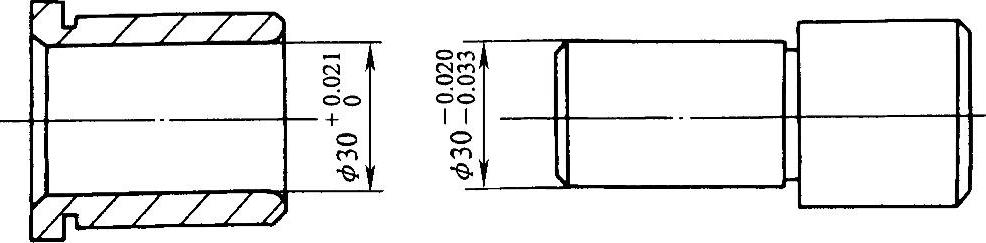
图1-2 孔、轴的公称尺寸和极限尺寸
5.尺寸偏差
某一尺寸(实际尺寸或极限尺寸)减其公称尺寸所得到的代数差称为尺寸偏差(简称偏差)。实际尺寸减其公称尺寸所得到的代数差称为实际偏差。由于实际尺寸可能大于、小于或等于公称尺寸,因此实际偏差可能为正、负或零值,不论书写或计算时均须标注正号或负号。极限尺寸减其公称尺寸的代数差称为极限偏差,由于极限尺寸有两个,所以极限偏差也有两个。
(1)上极限偏差 上极限偏差是上极限尺寸减其公称尺寸所得的代数差。孔用ES表示,轴用es表示。即
ES=Dmax-D
es=dmax-d
式中 Dmax——孔的上极限尺寸(mm);
D——孔的公称尺寸(mm);
dmax——轴的上极限尺寸(mm);
d——轴的公称尺寸(mm)。
(2)下极限偏差 下极限偏差是下极限尺寸减其公称尺寸所得到的代数差。孔用EI表示,轴用ei表示。即
EI=Dmin-D
ei=dmin-d
式中 Dmin——孔的下极限尺寸(mm);
dmin——轴的下极限尺寸(mm)。
用上述两个算式可算出图1-2零件孔、轴的上、下两个极限偏差。(https://www.daowen.com)
孔的上极限偏差
ES=Dmax-D=30.021mm-30mm=+0.021mm
孔的下极限偏差
EI=Dmin-D=30.00mm-30mm=0
轴的上极限偏差
es=dmax-d=29.980mm-30mm=-0.020mm
轴的下极限偏差
ei=dmin-d=29.967mm-30mm=-0.033mm
零件的实际偏差只要在两个极限偏差范围内,该零件就是合格品。在实际生产中,零件图样上通常不标注零件的极限尺寸,只标注公称尺寸和上、下极限偏差。
在图1-2中,导套孔尺寸可写成ϕ30+0.0210 mm,轴可写成ϕ300.0200.033mm,国家标准规定“0”不可省略,极限偏差值前面的正负号也不可省略。
6.尺寸公差
尺寸公差是上极限尺寸减下极限尺寸之差或上极限偏差减下极限偏差之差,它是允许尺寸的变动量,(简称公差)。公差等于上极限尺寸与下极限尺寸之差的值,也等于上极限偏差与下极限偏差之差的值。孔的公差用Th表示;轴的公差用Ts表示。如孔的尺寸为ϕ30+0.0210 mm,其公差为
Th=30.021mm-30mm=0.021mm
或 Th=+0.021mm-0=0.021mm
又如轴的尺寸为ϕ300.0200.033mm,其公差为
Ts=29.980mm-29.967mm=0.013mm
或 Ts=-0.020mm-(-0.033mm)=0.013mm
公差值是一个没有符号的绝对值,也不可能为零。必须注意的是:公差和偏差是两个不同的概念,千万不能将两者混为一谈。
为了说明上述一系列有关公差的基本概念,如图1-3所示,可用公差配合示意图来表示公称尺寸、极限尺寸、尺寸偏差、尺寸公差之间的关系。
7.公差带图
图1-3所示的公差配合示意图的画法比较烦琐,而且公差与公称尺寸的大小悬殊,不便于用同一比例在图样上表示,为了简化起见,在实用中仅画出孔、轴的公差带。公差带是指零件的尺寸对其公称尺寸所允许变动的范围,用图所表示的公差带,称为公差带图,如图1-4所示。
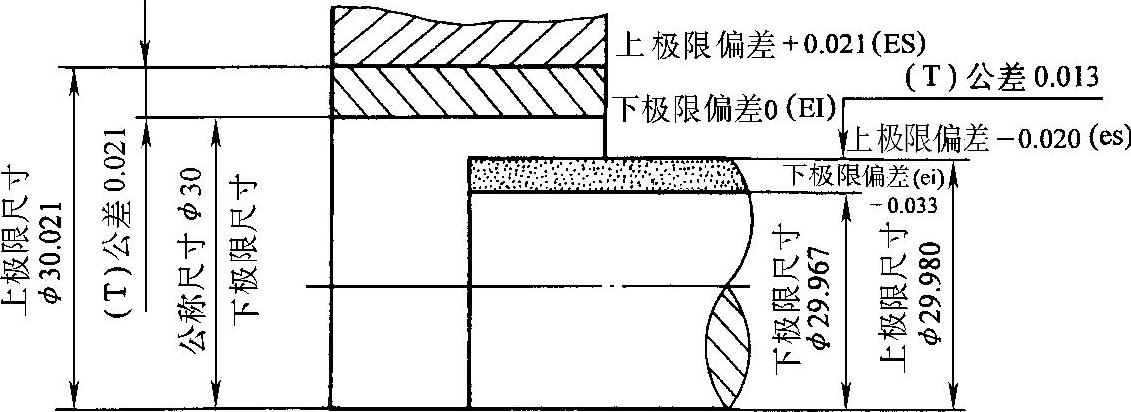
图1-3 公差配合示意图
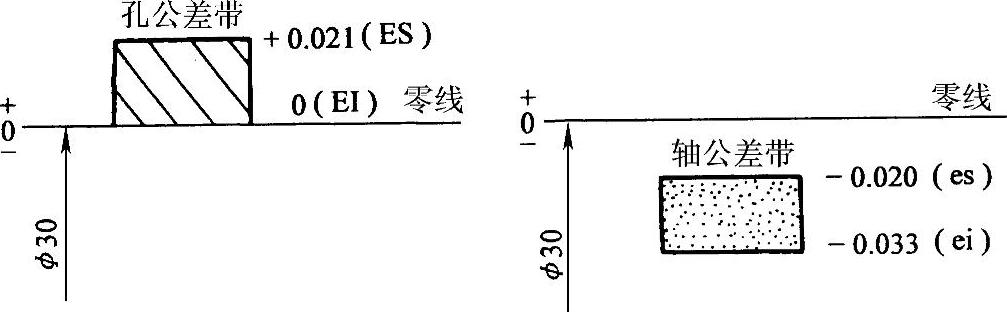
图1-4 孔、轴公差带图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




