穿透型等离子弧焊的主要焊接参数有焊接电流、焊接速度、喷嘴高度、保护气体流量和离子气流量等。现分述如下:
1.焊接电流
焊接参数与离子气流量是相匹配的,焊接电流过大,则容易产生偏弧,破坏焊接过程的稳定性,焊缝质量下降;当焊接电流过小,不仅焊接电弧不容易稳定,而且电弧的吹力下陷,使已经形成的小孔消失,焊接过程难以进行。
2.焊接速度
焊接速度的大小与焊接热输入有关,当焊接速度降低时,母材过热,背面的焊缝金属下陷,严重的时候会导致熔池金属泄漏,使焊接过程无法进行;当加大焊接速度时,焊缝获得的热量减少,小孔直径随之也减小,直至消失,使焊接过程无法进行。
3.喷嘴高度
喷嘴高度加大,电弧吹力下降,焊接电弧熔透能力下降;喷嘴高度降低,则容易产生双弧现象,降低焊接电流。喷嘴高度一般为3~8mm。
4.保护气体
在等离子枪内有两层气体,即从喷嘴流出的离子气和从保护气罩流出的保护气。保护气体流量应与离子气体流量有一个适当的比例,离子气体流量不大而保护气体流量太大时,会导致气流的紊乱,从而影响离子弧的稳定和保护效果,穿透型等离子弧焊的保护气体流量一般在15~30L/min范围以内。为保证焊接过程稳定,大电流焊接时,离子气与保护气成分应相同;小电流焊接时,离子气一律使用纯氩,保护气可以用纯氩,也可以选择其他成分。等离子弧焊所用的气体主要有:
(1)氩气(Ar) 用于焊接碳钢、低合金高强度钢或活性金属(Ti、Ta、Zr等)。
(2)氩气+氢气(Ar+H2)混合气 可以提高焊接电弧温度,电弧电场强度,能够更有效地将电弧热量传递给焊件,在给定的焊接电流条件下,可以得到较高的焊接速度。Ar+H2的混合气体有还原性,可以获得更光亮的焊缝。但是,过量的H2会使焊缝容易出现气孔及裂纹,一般H2的体积分数限制在70%以下。
(3)氩气+氦气(Ar+He)混合气 当φ(He)超过40%以上时,电弧的热量有明显的变化,当φ(He)超过75%时,气体的性能基本上与纯He相同。(https://www.daowen.com)
(4)氩气+二氧化碳气(Ar+CO2)混合气 提高了电弧的穿透力和焊丝熔化率,其流量在10~15L/min以内,可以焊接低碳钢及低合金钢。
(5)氦气(He) 纯氦气作为离子气时,由于离子弧温度较高,会降低喷嘴的使用寿命及承载电流的能力,此外,氦气的密度比较小,在合理的离子气流量下,难以形成小孔效应,只能用于熔透法焊接铜及铜合金。
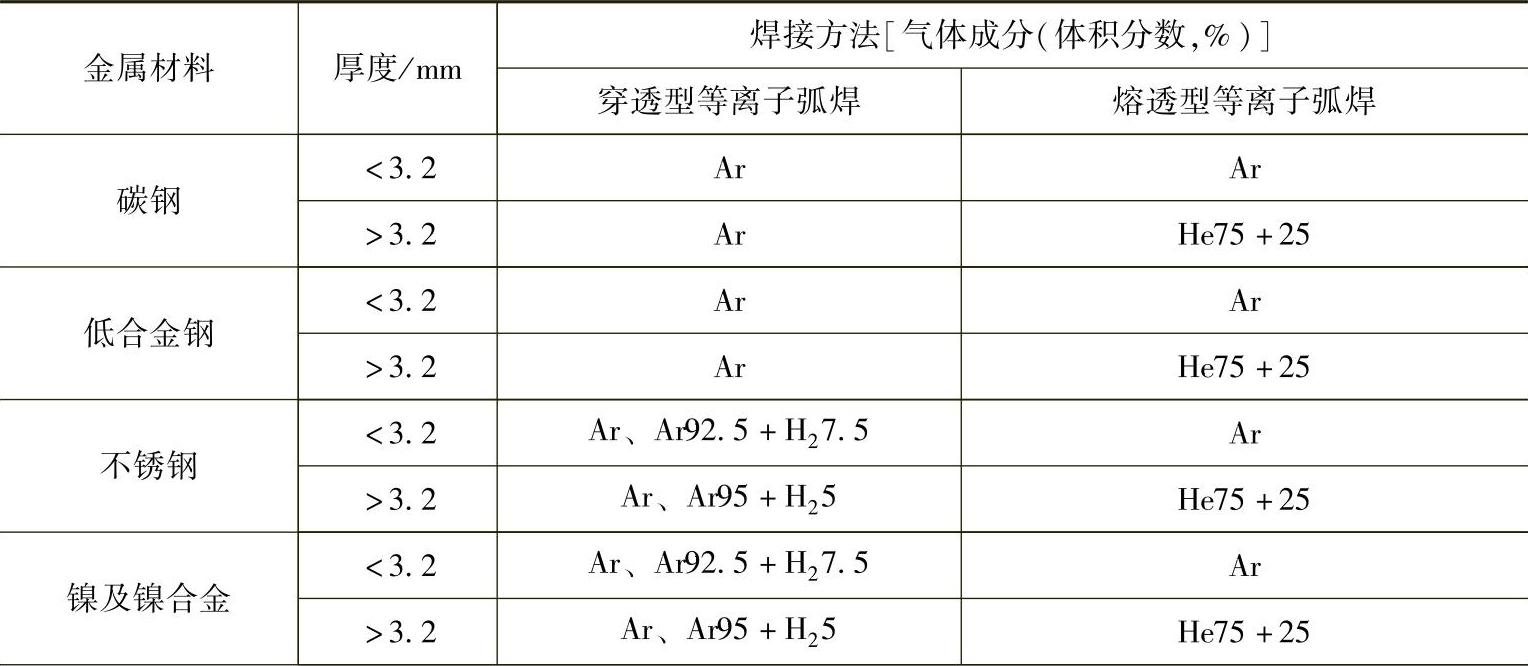
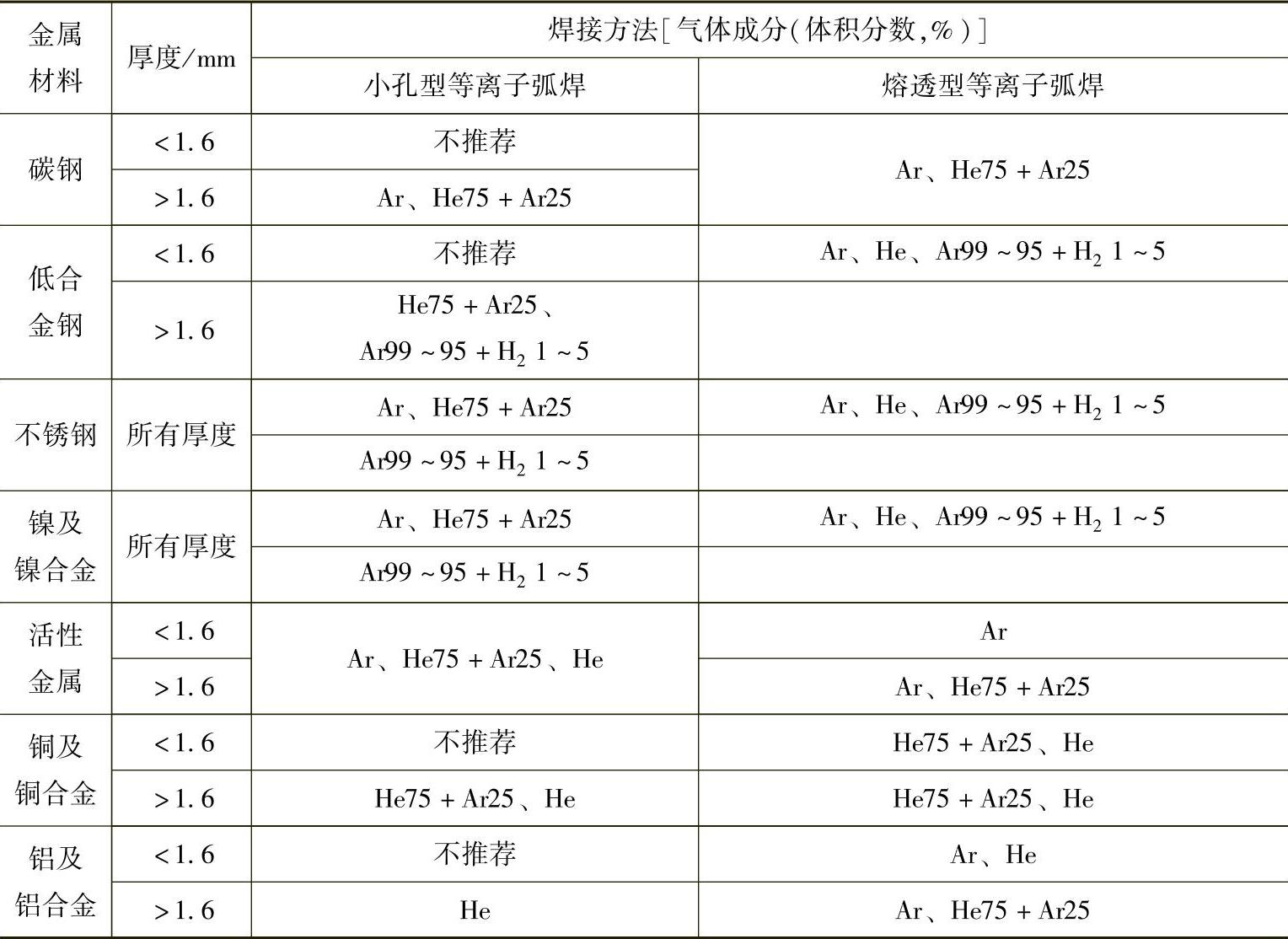
常用金属材料大电流等离子弧焊的气体选择见表3-13。常用金属材料小电流等离子弧焊的气体选择见表3-14。
5.离子气流量
离子气流量是穿透型等离子弧焊的主要焊接参数,当离子气流量过大,电弧吹力大,焊接过程中的小孔无法封闭,焊接过程就转变为切割;当离子气流量过小时,则离子弧的穿透能力不足以产生小孔,焊接也无法进行。在喷嘴孔径确定后,离子气流量的大小,要视焊接电流和焊接速度而定,即离子气流量、焊接电流、焊接速度三者之间要有一定的匹配。离子气通常是氩(Ar),或在氩气中加入少量的导热系数较大的气体,如H2、He,以增大电弧的穿透能力。
表3-13 常用金属材料大电流等离子弧焊的气体选择
(续)
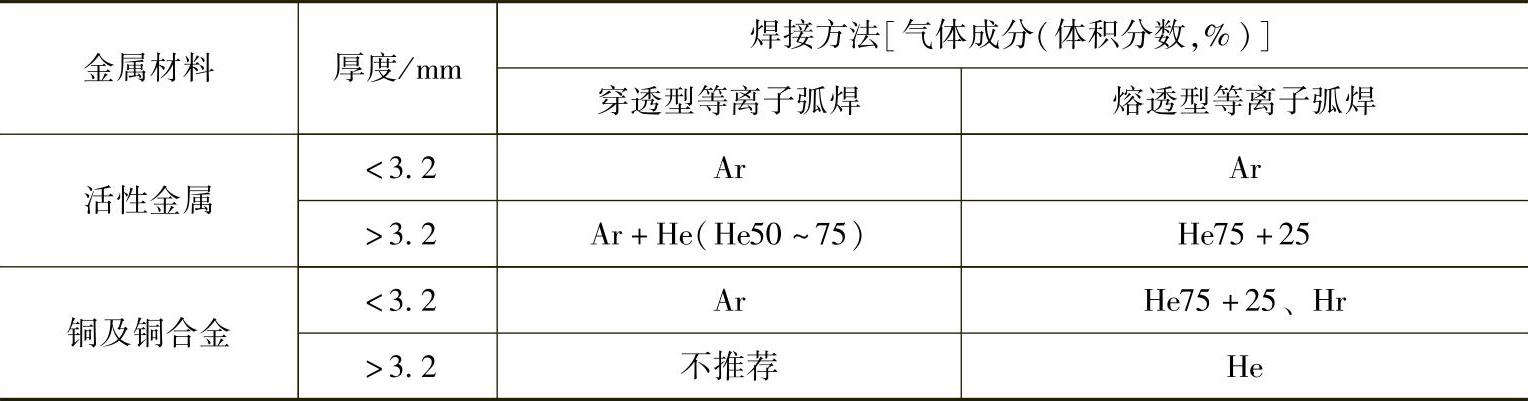
表3-14 常用金属材料小电流等离子弧焊的气体选择
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





