1.手动割管器
手动割管器又称割刀,用于切割4mm、6mm、8mm等不同直径、长度的纯铜管。图1-134所示为其外形。其使用方法:操作时,先将铜管夹在滚子与刀轮之间,旋动转柄至刀口顶住管子,将割管刀绕铜管旋转,并不断旋紧转柄。当割到接近管壁厚度时,轻轻一折,管子即断。
【提示】 操作时一定要使刀与管轴垂直,并缓缓进刀,以免进刀过猛发生挤扁铜管的情况;由于手动割刀在切断过程不会产生金属屑,当用力过大会使切断处口径缩小较多,因此,在使用手动割管器时,应注意进刀深度,每次进刀量不宜过多,只需拧进1/4圈即可,并确保切割断口的垂直度,切断后的铜管管口要整齐光滑,适宜涨扩管口。割好的管口一般形成内缩的锐边,一定要用铰刀将锐边倒棱,倒棱时应注意管口要朝下,并倒干净碎屑。
2.手动弯管器
手动弯管器(见图1-135)的外形是一根弹簧,用来弯曲铜管,通常有6~8种规格。不同的管径要采用不同的弯管规格模子,且管子的弯曲半径不小于管径的5倍,弯管时应先将需弯曲的管子退火,再将手动弯管器套在需要弯曲的铜管上,用力要缓慢平稳,弹簧可以保持铜管在一定的范围内铜管不会被弯扁,当管子弯曲到所需角度后,将弯管退出弯管模具。

图1-134 手动割管器外形

图1-135 手动弯管器外形
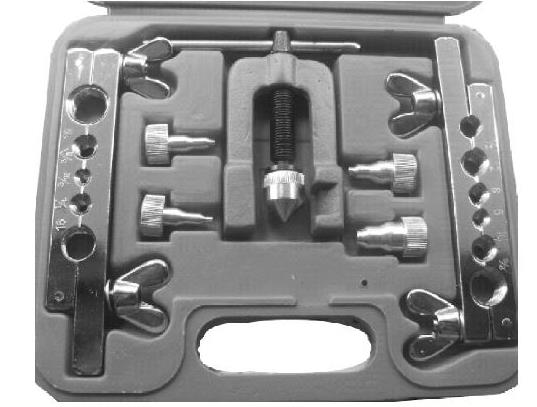
图1-136 扩口器外形
3.扩口器
扩口器又称涨管器(见图1-136),主要用来制作铜管的杯形口和喇叭口。其夹具分成对称的两半,夹具的一端使用销子连接,另一端用紧固螺母和螺栓紧固。两半对合后形成的孔按不同的管径制成螺纹状,为螺纹接头连接而将管口扩成60°喇叭口形状,或为管和管之间连接而将其中一管口涨成筒型,使两管插接便于钎焊,能保证对接口部位的密封性和强度。杯形口则在两个铜管连接时,一个插入另一个管径内使用。
1)扩口器扩喇叭口的方法:扩管时先用锉刀锉修平整铜管扩口端,部分铜管还需将其扩口端退火,再将铜管置于对应管径的夹具中,拧紧夹具上的紧固螺母,将铜管夹紧,扩喇叭口时管口必须高于扩口器的表面,其高度大约与孔倒角的斜边相同,然后将扩管锥头旋固在螺杆上,连同弓形架一起固定在夹具的两侧。扩管锥头顶住管口后再均匀缓慢地旋紧螺杆,锥头也随之顶进管口内,通常每旋进3/4圈后再倒旋1/4圈,反复操作直至扩制成型。(www.daowen.com)
【提示】 在使用扩口器扩喇叭口时,不要过度用力,避免顶裂铜管。扩成后的喇叭口要圆正、光滑、无裂纹。
2)扩口器扩杯形口的方法:管口露出夹具表面的高度应略大于涨头的深度。扩口器配套的系列涨头对于不同的管径的涨口深度及间隙都已制作成型(通常小于10mm管径的伸入长度为6~10mm,间隙为0.06~0.1mm),扩管时只需将与涨头固定在螺杆上,固定好弓形架,慢慢地旋进螺杆,锥头也随之顶进管口内,直至扩制成形。
【提示】 在使用扩口器扩杯形口时,夹具应夹紧铜管,避免扩口时铜管后移,致使杯形口的深度不够。
4.扩管冲头
扩管冲头包括冲头体与连接柄,冲头体由成形段和导引段组成,成形段的横截面为一锥体,该锥体的大端头与大弧形体连接,小端头与小弧形体连接,导引段是成形段端头沿轴线向外线性缩小的异型体,其横截面与成形段的横截面相似。图1-137所示为其外形。
5.封口钳
封口钳又称大力钳(见图1-138),采用钢材料做成,具有坚固耐用、磨损小、机械强度高、不易折断、封盖严密等优点,主要用于空调器制冷系统修复时夹封灌气管。其具体操作是:先应根据管壁的厚度调整钳柄尾部的螺栓,使钳口的间隙小于铜管壁厚的两倍,不宜过大、过小(过大时封闭不严,过小时易将铜管夹断),然后将铜管夹于钳口的中间,合掌用力紧握封口钳的两个手柄,即可将铜管的内孔封闭,拨动开启手柄,在开启弹簧的作用下,钳口即可自动打开。
【提示】 铜管内孔封闭后,应将铜管至压力表里面的氟利昂排出,再关闭表阀,观察压力表的压力变化,若压力不变,则说明铜管已完全封闭。
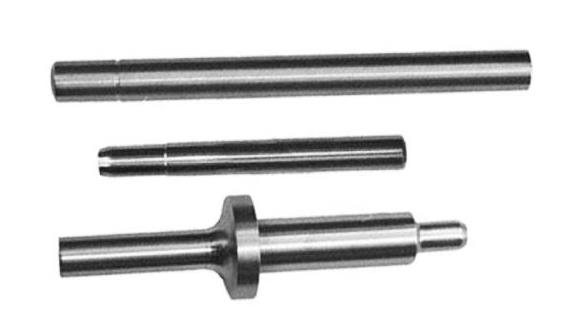
图1-137 扩管冲头外形

图1-138 封口钳外形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




