1)字母“E”表示焊条,“E”后面的字母直接用元素符号表示型号分类,同一分类中有不同化学成分要求时,用字母或数字表示,并以半字线“-”与前面的元素符号分开。
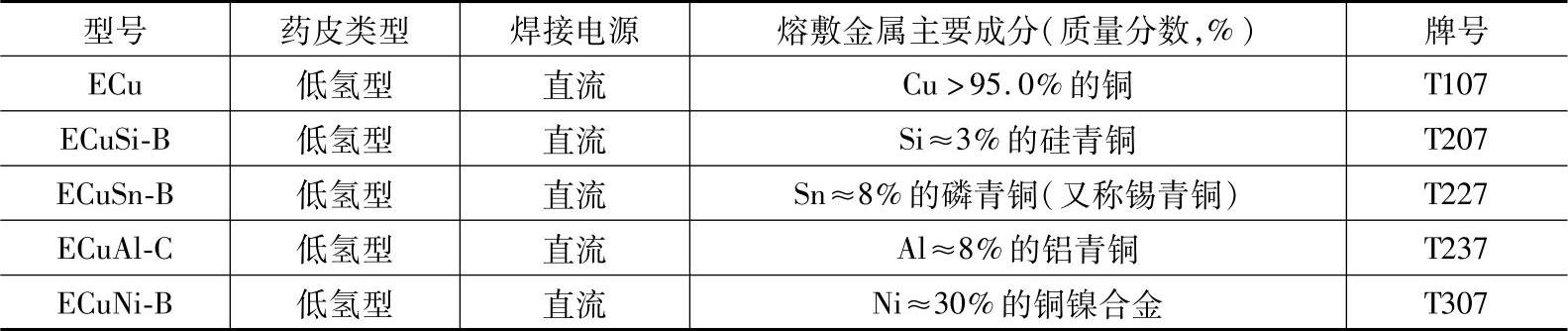
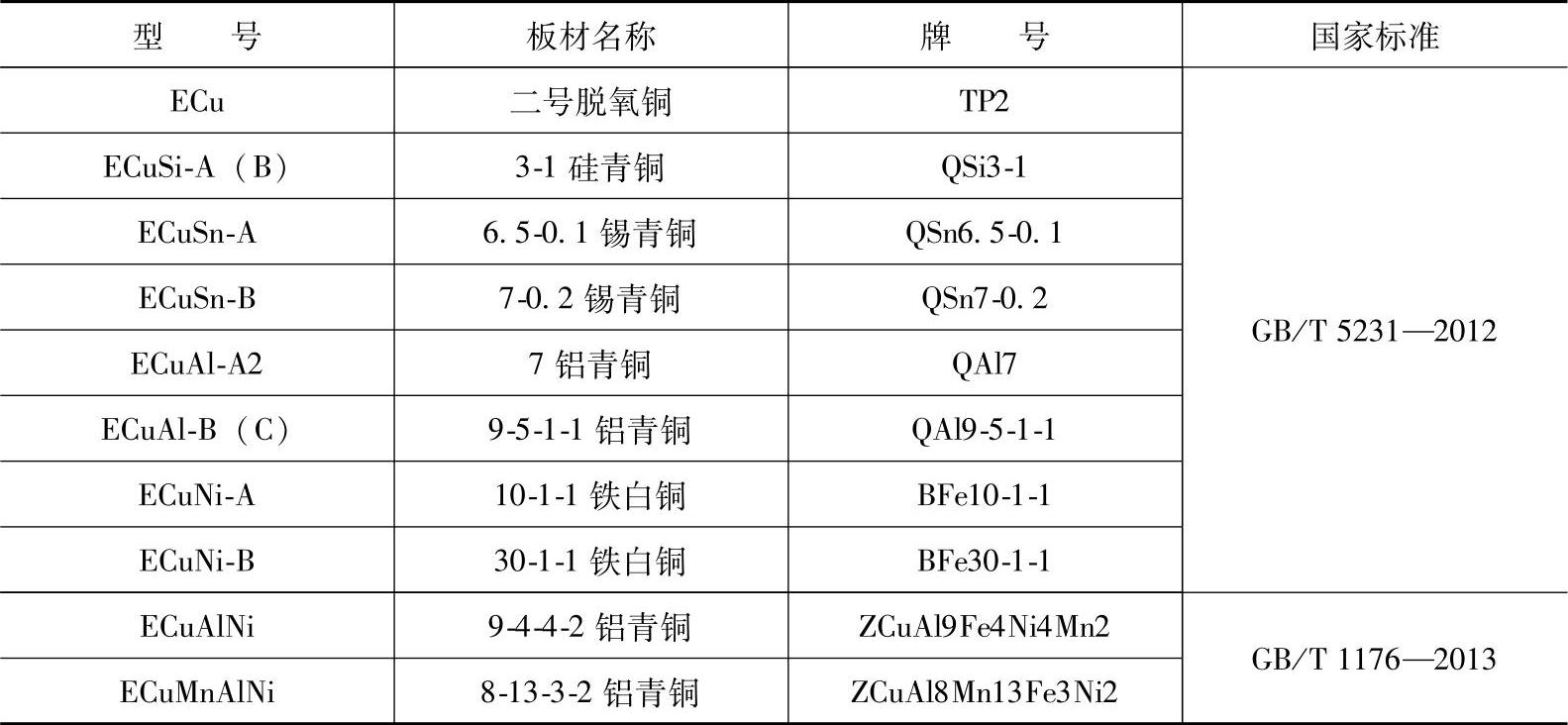
2)铜及铜合金焊条型号与牌号对照见表4-86。
表4-86 铜及铜合金焊条型号与牌号对照
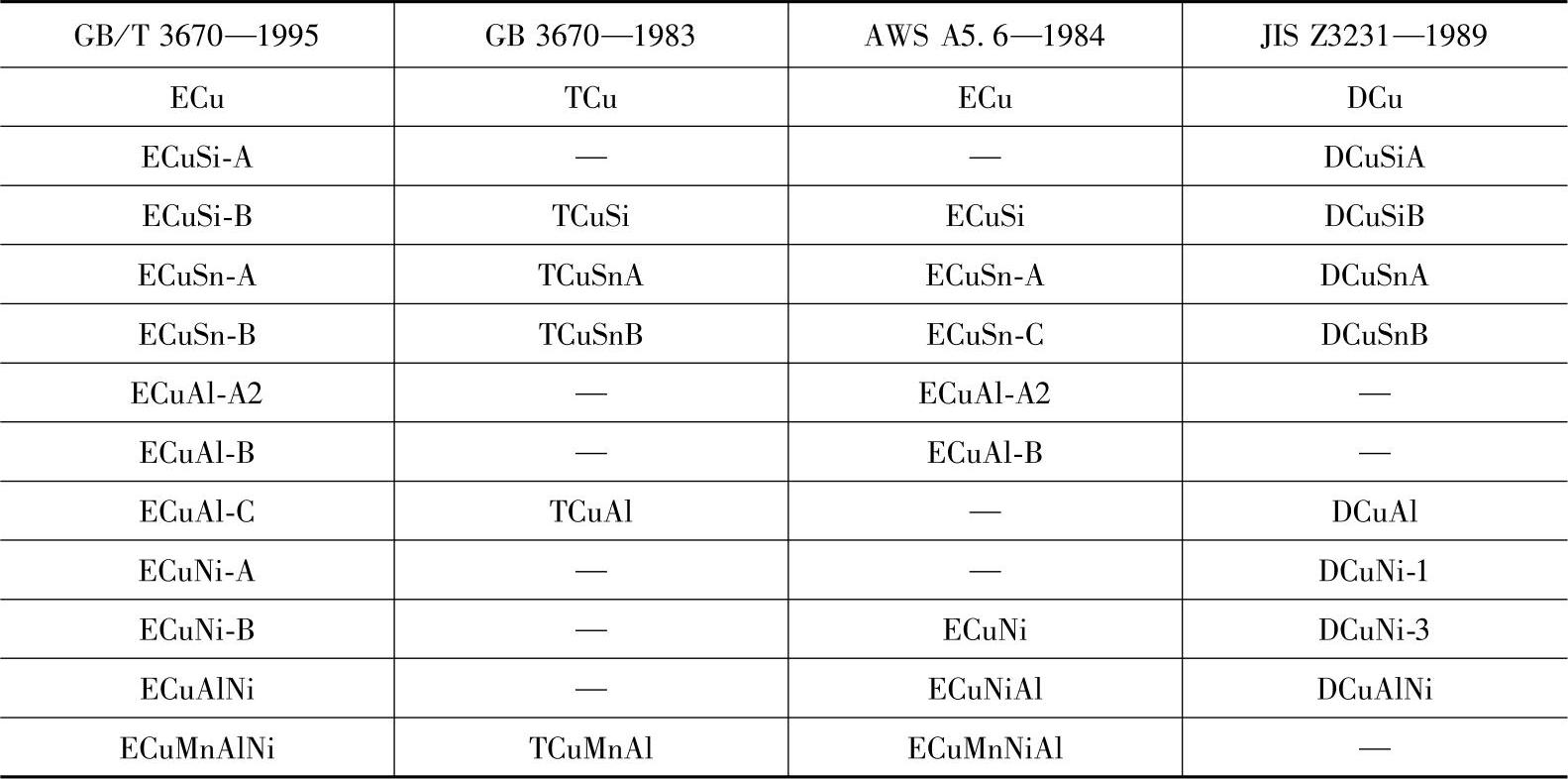
3)铜及铜合金焊条型号对照见表4-87。
表4-87 铜及铜合金焊条型号对照
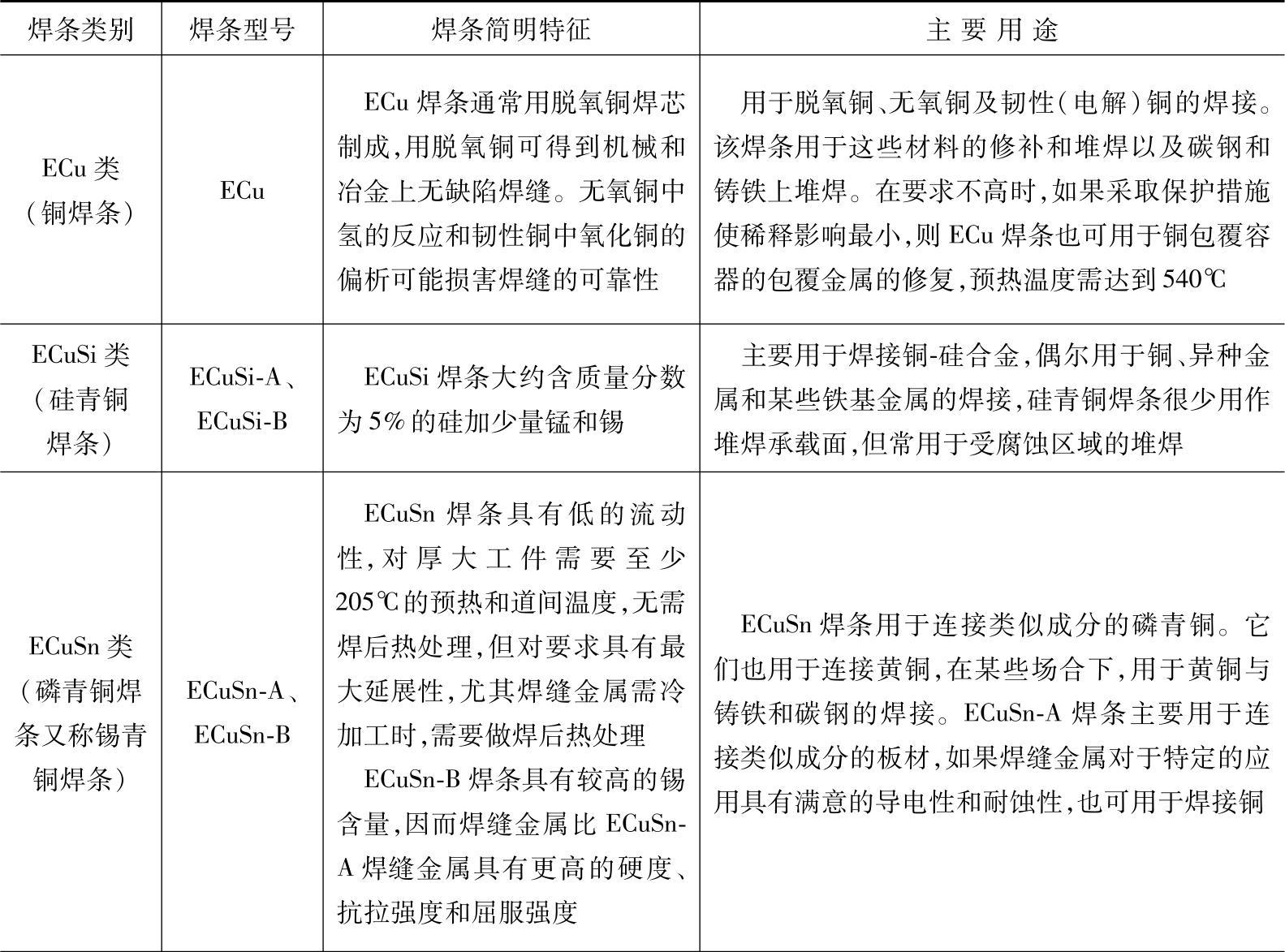
2.铜及铜合金焊条的特征及用途
铜及铜合金焊条的特征及用途见表4-88。
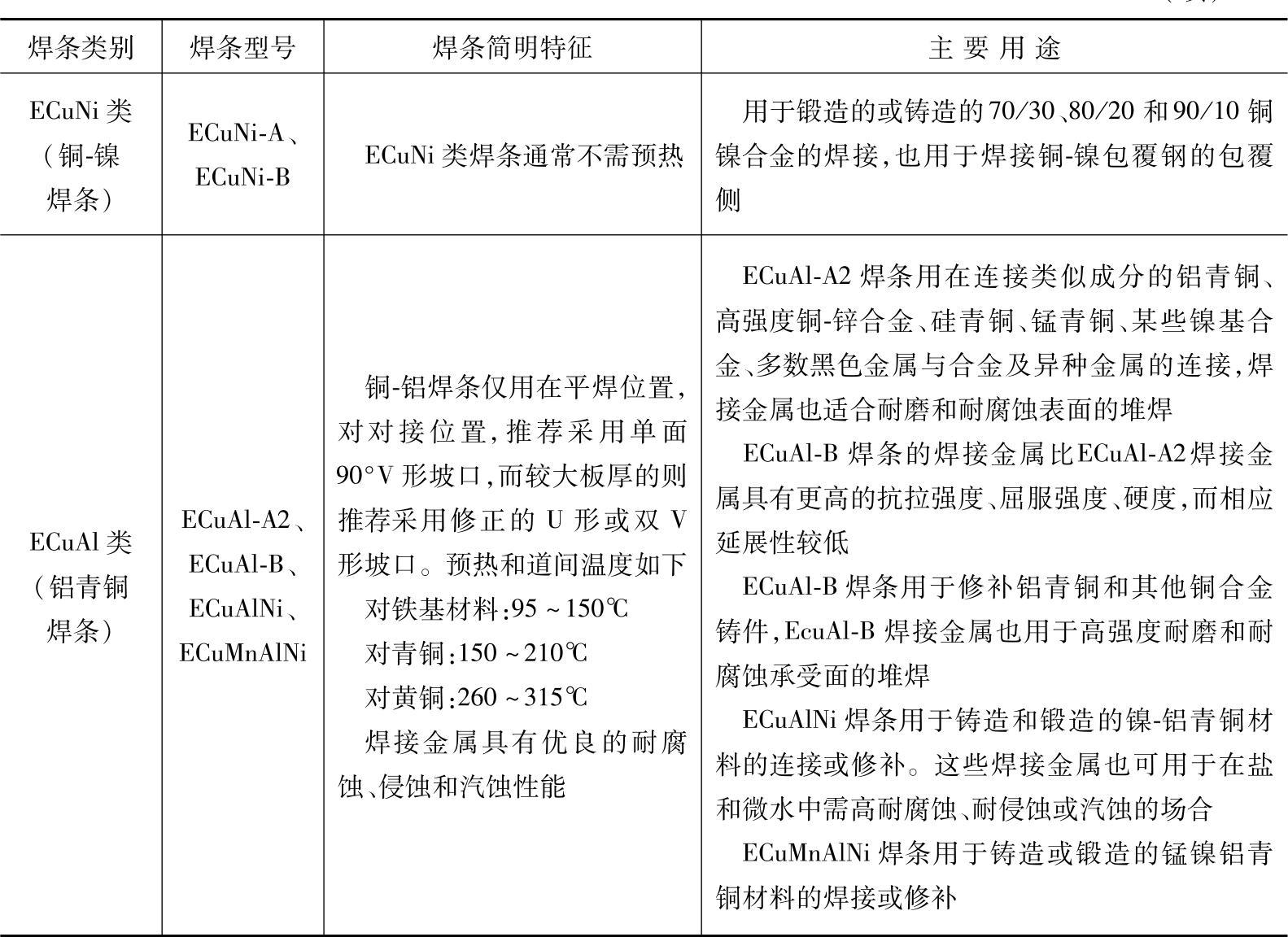
表4-88 铜及铜合金焊条的特征及用途
(续)
3.铜及铜合金焊条的尺寸
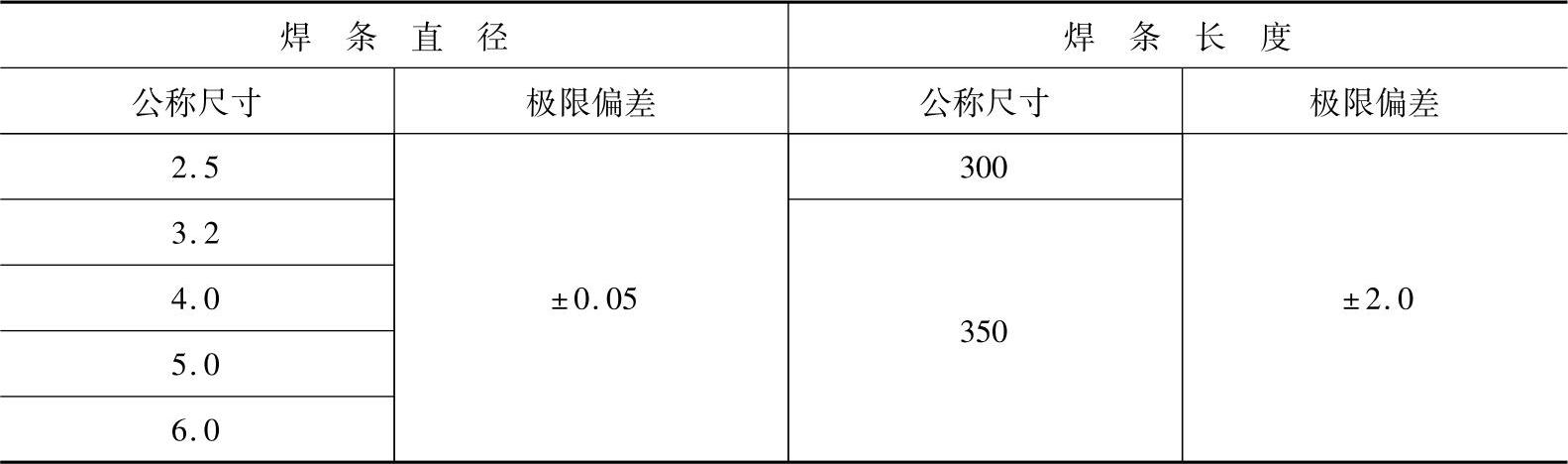
1)铜及铜合金焊条的尺寸见表4-89。
表4-89 铜及铜合金焊条的尺寸(摘自GB/T 3670—1995) (单位:mm)
2)铜及铜合金焊条夹持端长度见表4-90。
表4-90 铜及铜合金焊条夹持端长度(摘自GB/T 3670—1995) (单位:mm)

4.铜及铜合金焊条熔敷金属的化学成分
铜及铜合金焊条熔敷金属的化学成分见表4-91。
表4-91 铜及铜合金焊条熔敷金属的化学成分(摘自GB/T 3670—1995)
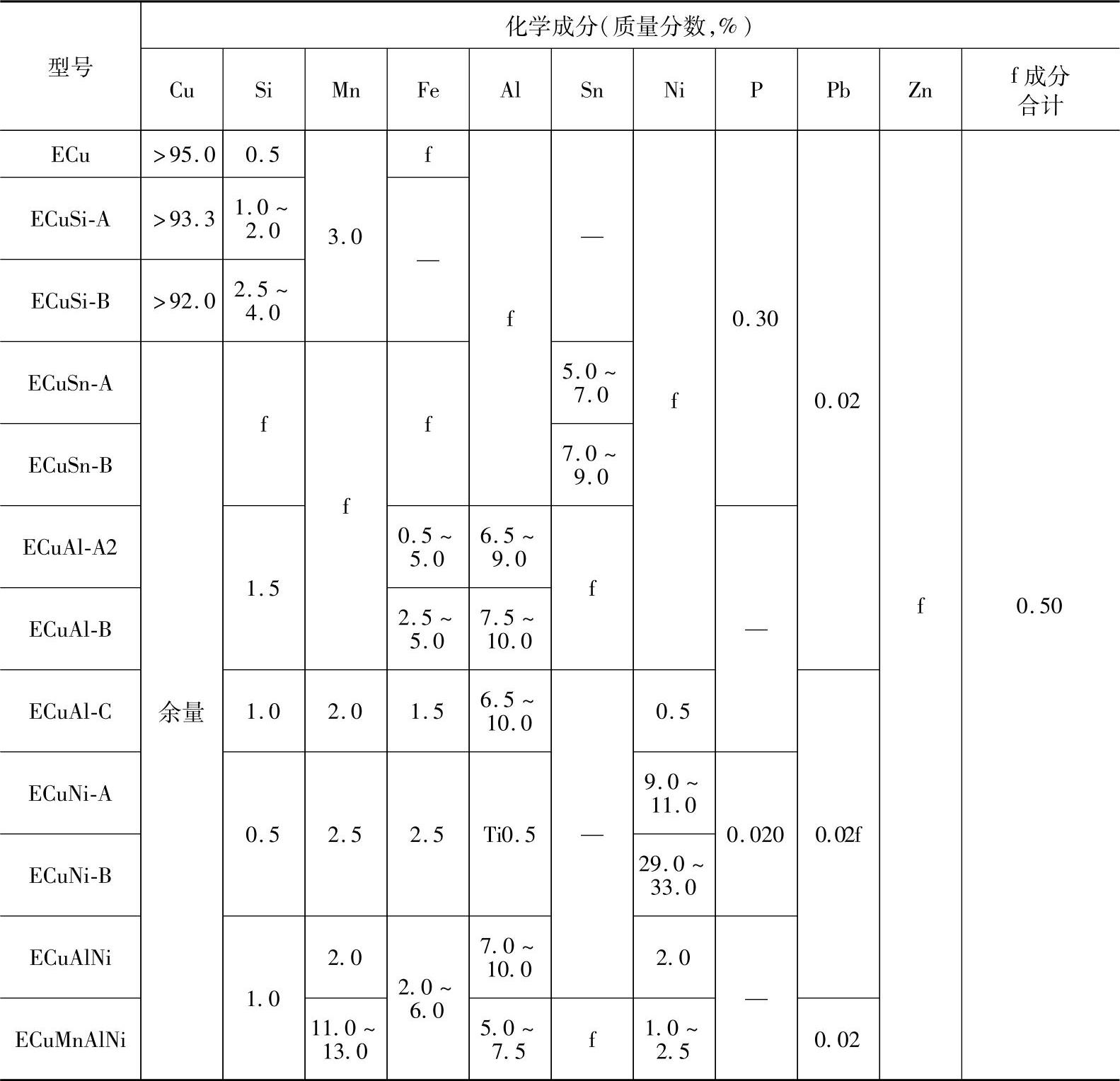
注:1.表中所示单个值均为最大值。
2.ECuNi-A和ECuNi-B类S应控制在0.015%(质量分数)以内。
3.字母f表示微量元素。
4.Cu元素中允许含Ag。
5.铜及铜合金焊条药皮
1)药皮应均匀紧密地包覆住焊芯,焊条引弧端药皮应倒角,焊芯端面应露出,但焊芯露出的长度应超不过3mm。整根焊条药皮上不应有妨碍焊条均匀性及影响焊接质量的缺陷。
2)焊条偏心度应符合如下规定:直径为2.5mm焊条,偏心度应不大于7%;直径为3.2mm和4.0mm焊条,偏心度应不大于5%;直径为5.0mm和6.0mm焊条,偏心度应不大于4%。
6.铜及铜合金焊条熔敷金属的力学性能
表4-92 铜及铜合金焊条熔敷金属的抗拉强度和伸长率(摘自GB/T 3670—1995)
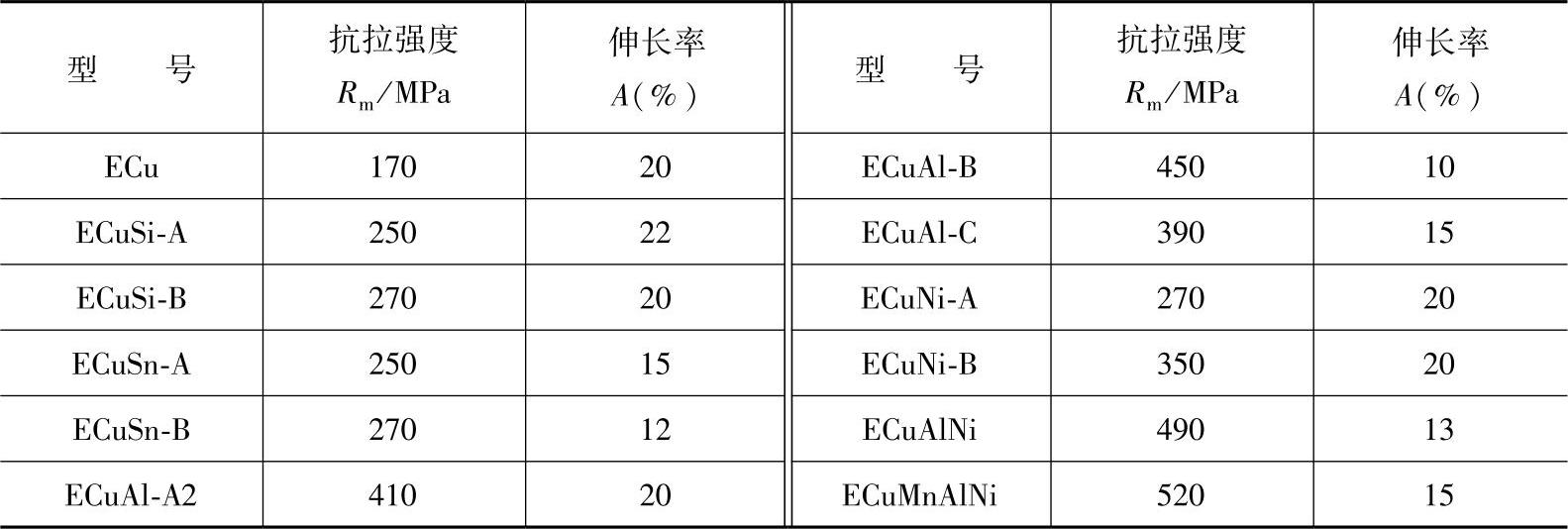
注:表中单个值均为最小值。
2)弯曲性能。弯曲后的试样外表面在任何方向上不应出现大于3mm的裂纹等缺陷,出现在试样边角上的裂纹不必考虑。
7.铜及铜合金焊条试验方法
(1)试验用母材 铜及铜合金焊条熔敷金属的化学分析和拉伸试验用母材应符合GB/T 700—2006中Q235A级、Q255A级的规定;弯曲试验用母材应符合表4-93的规定。
表4-93 弯曲试验用母材
 (www.daowen.com)
(www.daowen.com)
(2)焊接位置 熔敷金属的化学分析、拉伸和弯曲试验的试件制备均应在平焊位置焊接。
(3)熔敷金属的化学分析 包括以下内容:
1)试板尺寸:长≈50mm,宽≈70mm,高≈12mm。
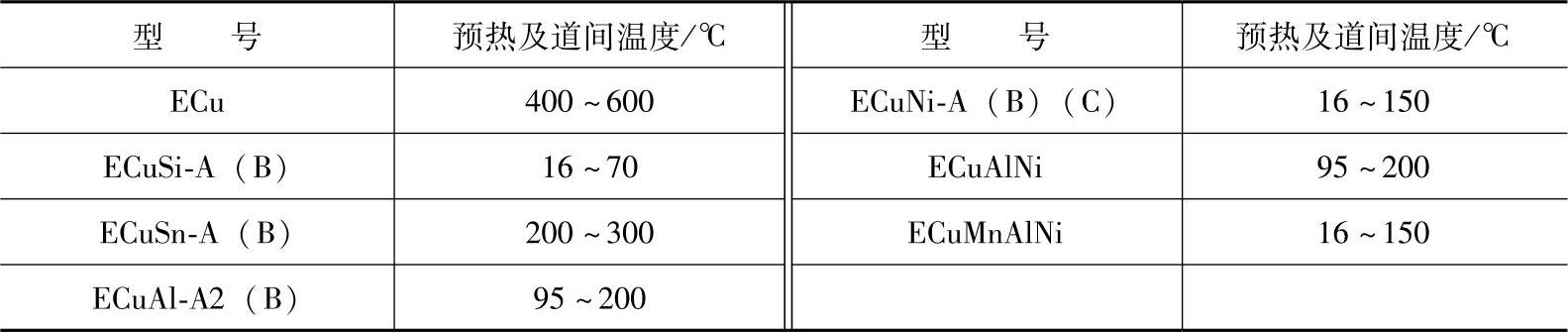
2)熔敷金属各焊道堆敷宽度为焊条直径的1.5~2.5倍,第1~3层用小电流进行焊接,从第4层起按表4-94的规定控制道间温度。
表4-94 预热及道间温度(摘自GB/T 3670—1995)
3)熔敷金属化学分析用堆焊层尺寸应符合图4-19和表4-95的规定,化学分析试样采用钻削或车削方法取得,也可从拉伸试验试样取样位置的平行部位取样。
表4-95 堆焊层尺寸(摘自GB/T 3670-1995)

①取去试样的高度。
4)熔敷金属化学分析按相关标准规定的方法进行。
(4)熔敷金属的拉伸试验 包括以下内容:
1)熔敷金属堆焊时,从第1~3层用小电流,第4层以后按表4-94规定控制道间温度。
2)焊接时,为防止变形,试板应置于适当夹具中夹紧。
3)从熔敷金属4层以上部位截取一个拉伸试样,截取位置如图4-20所示,试样尺寸如图4-21和表4-96所示。
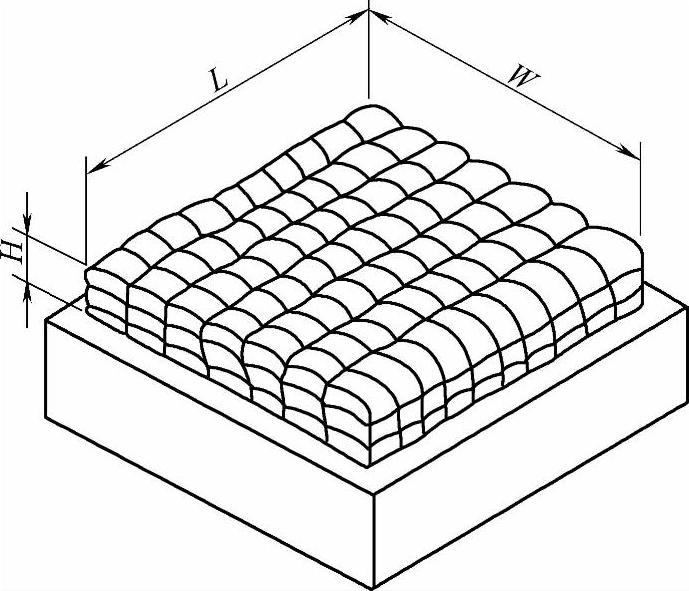
图4-19 化学分析试验用堆焊层
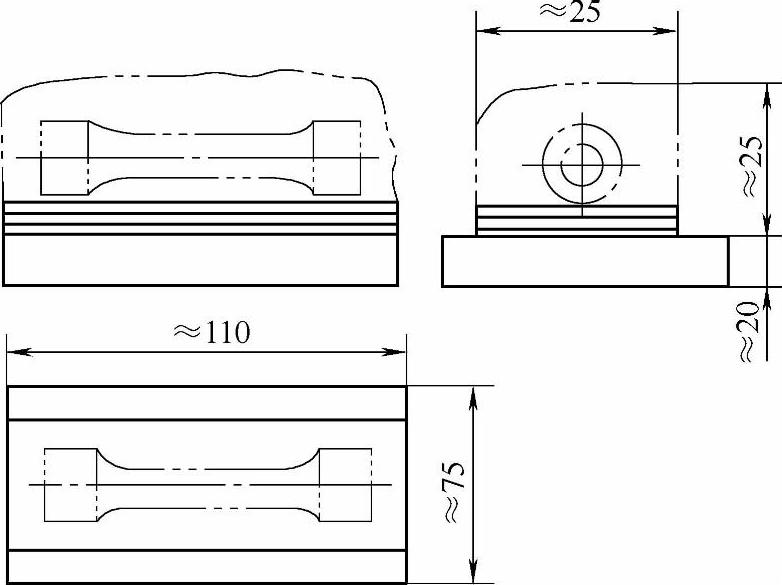
图4-20 试样位置、试板及试件尺寸
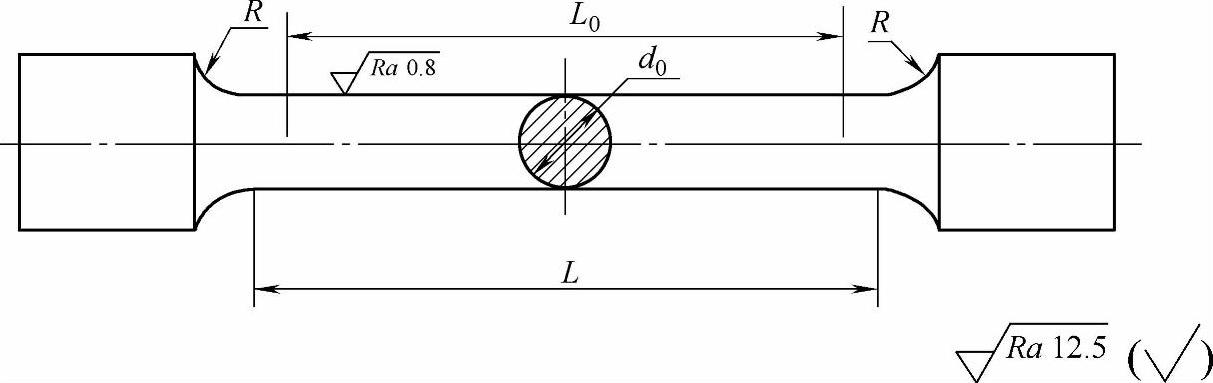
图4-21 拉伸试样
表4-96 拉伸试样尺寸(摘自GB/T 3670—1995) (单位:mm)

4)拉伸试验按GB/T 2652—2008规定的方法进行。
(5)熔敷金属的弯曲试验 包括以下内容:
1)试板尺寸如图4-22所示,试板焊后角变形不大于5°,试板焊前应留反变形或焊接时将试板置于适当的夹具中夹紧。
2)焊接层数应在2层以上,道间温度按表4-94的规定控制。
3)正弯和背弯试验均需进行。在如图4-22所示位置上,焊后分别截取一个正弯试样和一个背弯试样。弯曲试验按GB/T 2653—2008规定的方法进行。圆形压头弯曲试验的压头直径或辊筒弯曲试验的内辊直径为24mm,弯曲角为180°。
(6)熔敷金属的硬度试验 包括以下内容:
1)熔敷金属各焊道堆敷宽度为焊条直径的1.5倍,第1~3层用小电流进行焊接,从第4层起道间温度按表4-94的规定控制。
2)熔敷金属表面加工后,焊接层数应为6层以上。堆焊层尺寸:长≈70mm,宽≈40mm,高≈15mm。
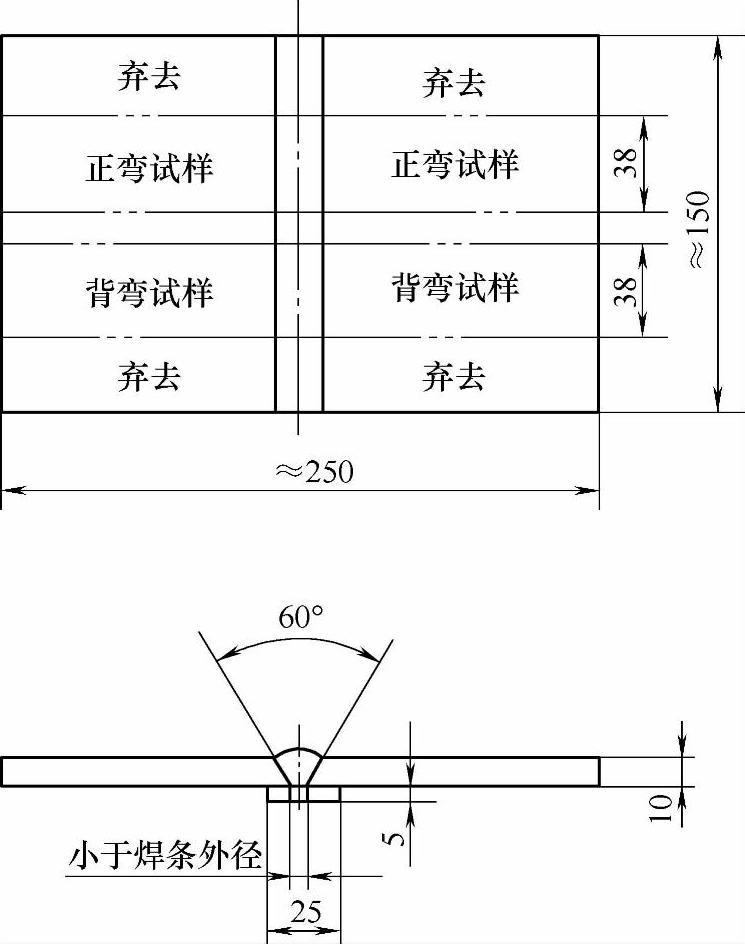
图4-22 试板尺寸及试样位置
3)硬度试验按GB/T 2654—2008规定的方法进行,测定位置如图4-23所示。
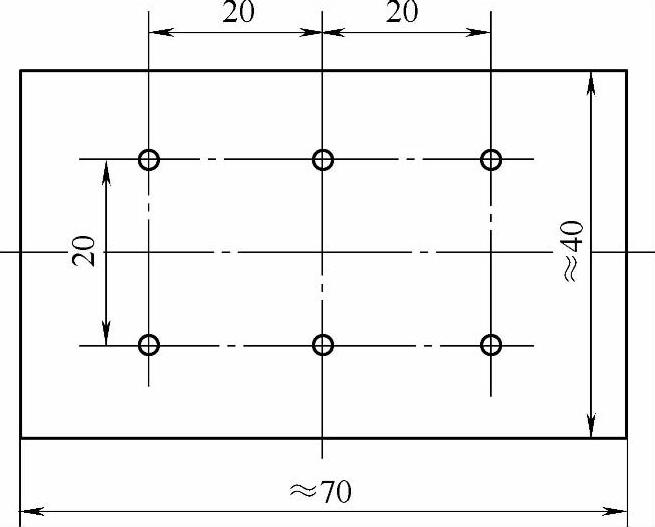
图4-23 硬度测定位置
8.铜及铜合金焊条包装和标志
1)焊条按批号每1kg、2kg、2.5kg、5kg净质量或按相应根数进行包装。包装应封口,以防止吸潮变质。
2)若干包装焊条应装箱,以保证在正常运输途中不致损坏。每箱净质量可以为5kg、10kg或20kg。
3)在靠近焊条夹持端的药皮上至少印上一个清晰的型号标记。字形应采用醒目的印刷体,字体颜色与焊条药皮间应有较强的反差,以便数字和字母在正常焊接前后都清晰可辨。焊条分类中的前置字母“E”可从标记中省略。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





