答:圆锥常用下列三种方法检测。
(1)绝对测量法 绝对测量法测量锥度是指用计量器具测量圆锥角的数值,然后按C=2tan(α/2)求解得锥度。使用的计量器具有游标万能角度尺、光学测角仪等。这种方法测量精度高,但操作较为复杂,通常在计量室使用。
(2)量规检验法 圆锥量规检验法与前述光滑极限量规一样,采用精度较高的圆锥(通常圆锥工作量规的圆锥直径公差应小于被检验的圆锥零件直径公差的1/3)与被检验的圆锥相配合,根据其配合时轴向位置和接触率,来判断其是否合格。
圆锥量规的名称、代号与用途,见表49。
表49 圆锥量规的名称、代号与用途
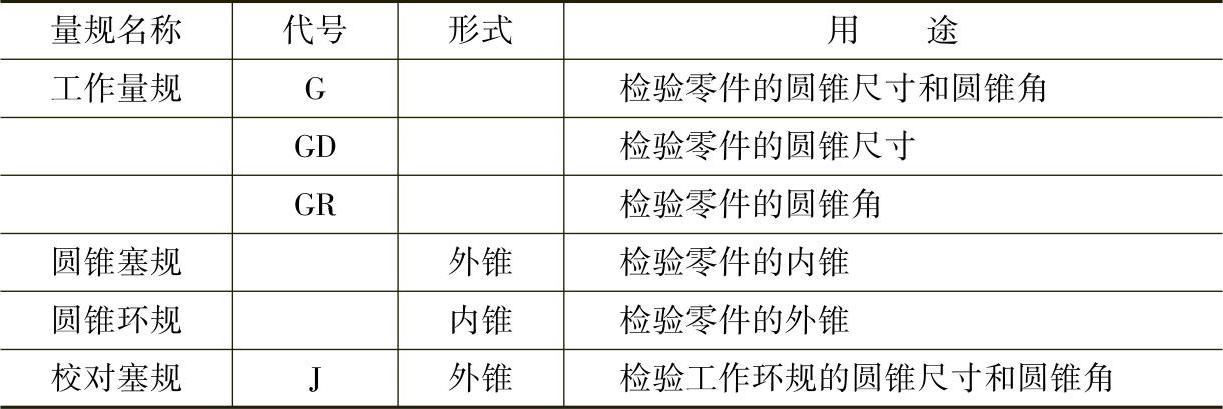
国家标准中对于圆锥角公差等级为AT3~AT8的零件所用圆锥量规分为1、2、3三个精度等级,其使用范围如下。
1级用于检验圆锥角公差等级为AT3、AT4的零件;
2级用于检验圆锥角公差等级为AT5、AT6的零件;
3级用于检验圆锥角公差等级为AT7、AT8的零件。
圆锥量规还规定有A型(不带扁尾的)和B型(带扁尾的)两种形式。B型圆锥量规仅用来检验零件的圆锥尺寸,不检验零件的锥角。
圆锥量规的非工作表面上均标志有规格、型号和精度等级、量规用途代号。检验零件圆锥直径的量规不标志精度等级。
用圆锥量规进行检验时,首先应按被测圆锥的结构尺寸规格、精度等级选择适宜的量规,如图153所示。
在量规的大端(或小端)处设有允许的轴向位移量Z标志线(图153a)或小台阶(图153b)。用工作量规检验零件的圆锥直径时,被测零件的大端(或小端)直径平面应处于Z标志线(或小台阶)之内,即为合格。
Z标志线如用刻线标志时,其计量位置为:对塞规应以刻线的前边缘为准;对环规应以刻线的后边缘为准(图153右侧局部放大图)。
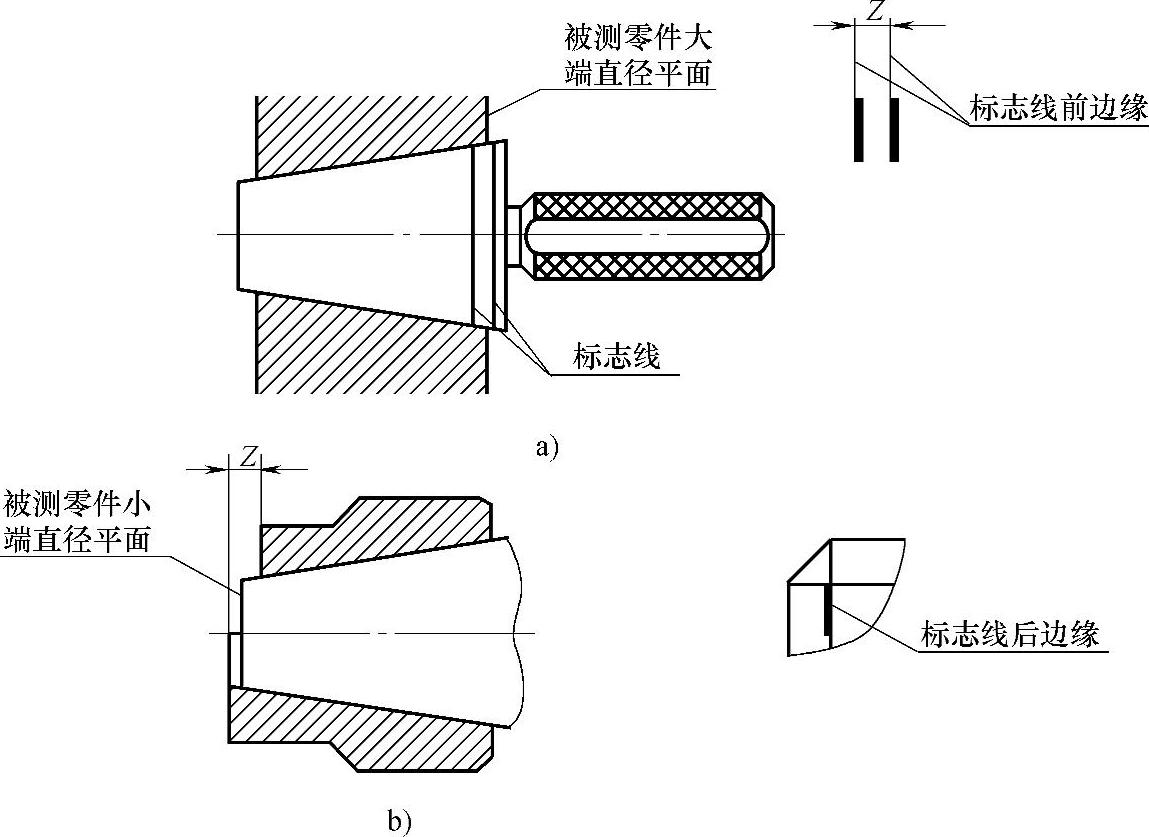
图153 圆锥量规
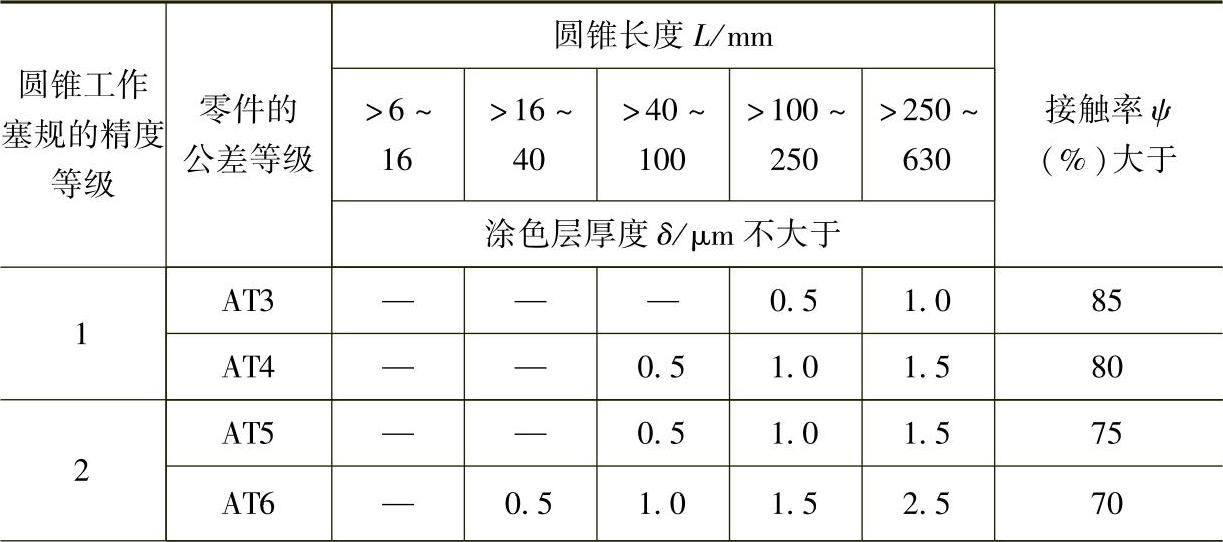
上述规定的1、2、3级三个精度等级的量规,可以用涂色研合的方法检验零件的圆锥角精度。其方法是:先按表50中规定要求在锥面上均匀地涂色,然后把量规与被测圆锥对研(来回旋转角应小于120°),研合时的轴向测力应控制在100N以下。根据两锥面上接触斑点,判定其接触率,按表50中规定的接触率要求,判断其圆锥角精度是否合格。(https://www.daowen.com)
表50 用涂色研合法检验圆锥度精度
(续)
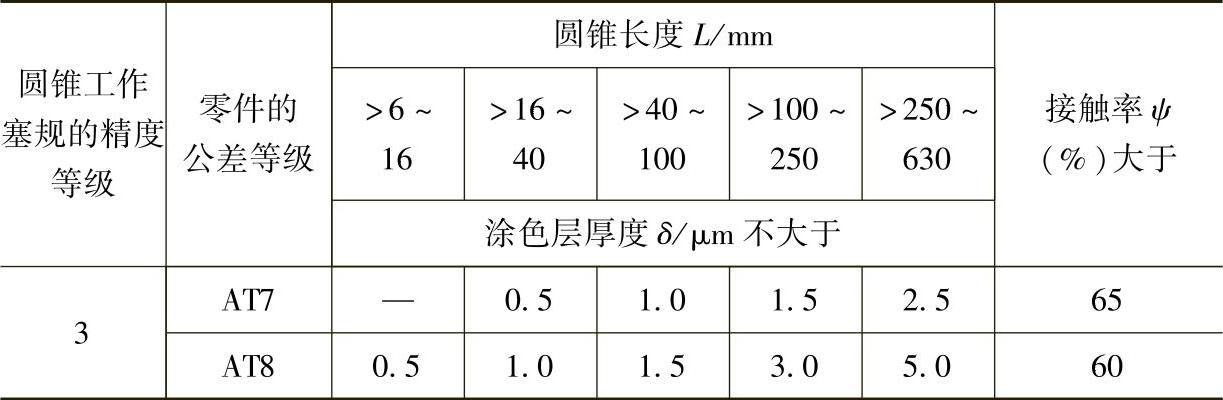
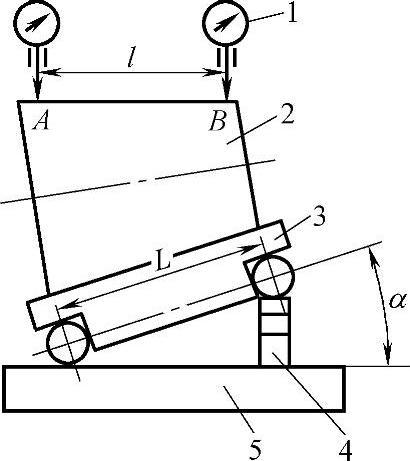
图154 用正弦规测量外锥体
1—指示表 2—被测零件 3—正弦规 4—量块 5—平板
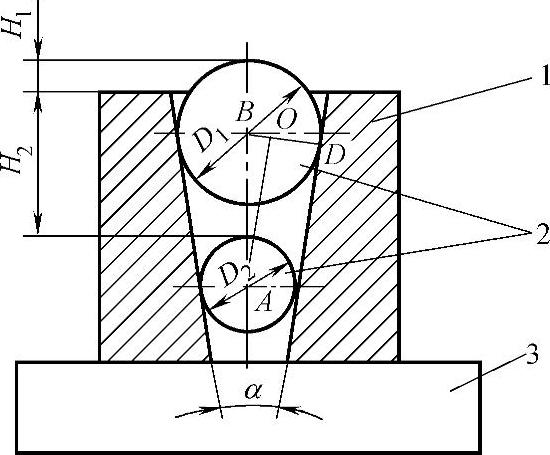
图155 双圆球测量内锥体
1—被测零件 2—圆球 3—平板
(3)间接测量法 间接法测量锥度是指用正弦规、圆柱、钢球等量具,先测量与圆锥角有关的线性尺寸,然后利用计算公式求解被测圆锥角和锥度的数值。
例如,利用正弦规测量外锥体的圆锥角,如图154所示。在正弦规的一个圆柱下垫一高度为h的量块(h=Lsinα),此时正弦规工作面相对于平面倾斜角α等于被测锥体的圆锥角。然后将被测锥体沿其圆锥角方向与正弦规夹角相反方向放到正弦规上,利用指示表测量锥体上相距为l的A、B两点。由A、B两点的读数差n对长度l之比,即可求得锥度误差ΔC=n/l(rad)。换算成角度值Δα=ΔC×2×105(′)。
又例如,用圆球测量内锥体,如图155所示。取两个直径分别为D1和D2的圆球先后放入内锥体,以被测内锥体最大直径端的端面为基准,分别测出圆球顶点到该基面的距离H2和H1,然后按下式求解内锥体素线夹角α/2的数值,由此便可推算出圆锥角α及锥度C的数值。

注意:上式中当D1圆球凸出于基面时取“+”值;没有凸出时则应取“-”值。
用间接法测量圆锥,手续麻烦,且要经过繁杂的计算,故只适用于单件小批生产。在成批生产时,锥形连接的零件一般都采用圆锥量规来检验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






