【摘要】:放样是保证产品质量、缩短生产周期和节约材料的重要因素之一,是一项十分重要而又细致的工作。例 计算大于30~50mm公称尺寸段的标准公差因子。首先确定大于30~50mm公称尺寸分段计算值图3-1 放样审图2)制作样板的材料有黄厚纸、油毡纸、镀锌铁皮等。图3-3 放样号料的部分工具及制作的样板表3-1 平行线与垂直线对于小于或等于3mm尺寸段的公称尺寸分段值,则用1mm和3mm的几何平均值来计算标准公差和基本偏差。
答:由前述可知,在计算标准公差因子时,都是由公称尺寸来确定的。同样,在确定尺寸公差的许多参数中(如基本偏差等),也都与公称尺寸有关。
在生产中,零件的公称尺寸是各不相同的,若将每一种公称尺寸所对应的标准公差数值,一一对应地分别求出,所列出的公差表格就显得非常繁琐,使用也极不方便。从上述标准公差因子与公称尺寸之间的关系来看,相近数值的公称尺寸所求得的标准公差因子数值也极为相近,而且生产中也没有必要区分得过细。为了减少公差的数目,可统一公差值,以便于简化公差表格;方便生产中应用,标准中按一定规律将公称尺寸划分成若干范围段落,称为尺寸分段。
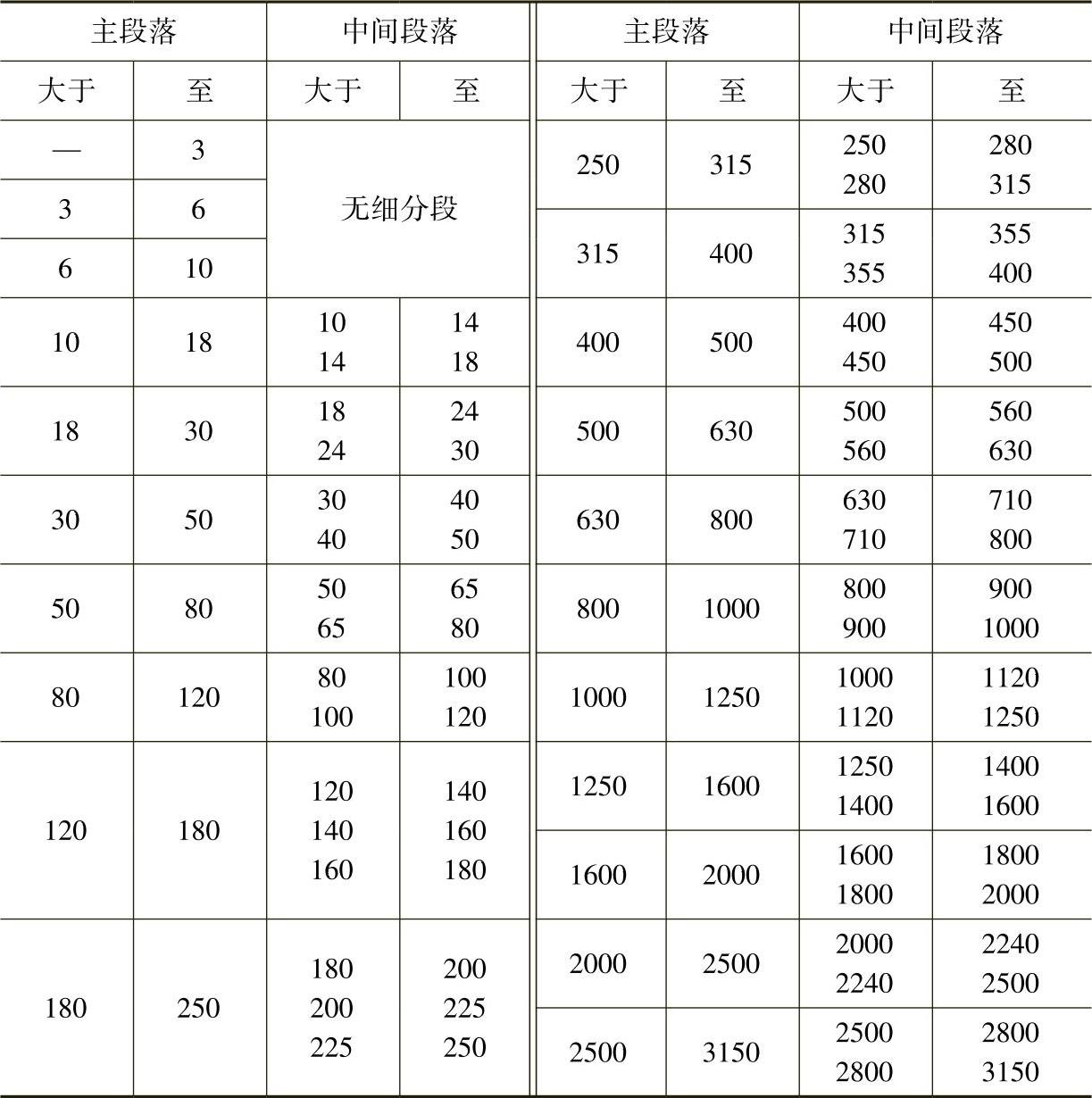
标准中公称尺寸分段所采用的方法是:对公称尺寸小于等于180mm的,采用不均匀递增系列;对公称尺寸大于180mm的,则采用优先数系R10与R20系列。具体分段方法见表2。
表中公称尺寸分段分为主段落和中间段落两部分。其中中间段落仅用于计算尺寸至500mm的轴的基本偏差a~c及r~zc或孔的基本偏差A~C及R~ZC和计算尺寸大于500~3150mm的轴的基本偏差r~u及孔的基本偏差R~U。
表2 公称尺寸分段 (单位:mm)
在计算各公称尺寸段的标准公差和基本偏差时,式中的D用每一尺寸段中首尾两个尺寸(D1和D2)的几何平均值,即
 (www.daowen.com)
(www.daowen.com)
例 计算大于30~50mm公称尺寸段的标准公差因子。
首先确定大于30~50mm公称尺寸分段计算值

然后代入题29所给出的标准公差因子计算公式中,便可求得该尺寸分段的标准公差因子


对于小于或等于3mm尺寸段的公称尺寸分段值,则用1mm和3mm的几何平均值 来计算标准公差和基本偏差。
来计算标准公差和基本偏差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关公差与配合问答的文章






