答:某一尺寸减其公称尺寸所得的代数差,称为尺寸偏差(简称为偏差)。某一尺寸可以是上极限尺寸、下极限尺寸或实际尺寸。
由极限尺寸减其公称尺寸所得的代数差,称为极限偏差。其中上极限尺寸减其公称尺寸所得的代数差,称为上极限偏差(轴的上极限偏差用小写字母es表示,孔的上极限偏差用大写字母ES表示);下极限尺寸减其公称尺寸所得的代数差,称为下极限偏差(轴的下极限偏差用小写字母ei表示;孔的下极限偏差用大写字母EI表示)。
实际尺寸减其公称尺寸所得的代数差,称为实际偏差。
用公式表示为:
上极限偏差=上极限尺寸-公称尺寸
下极限偏差=下极限尺寸-公称尺寸
实际偏差=实际尺寸-公称尺寸
极限尺寸和实际尺寸可能大于、小于或等于公称尺寸,所以偏差可为正值、负值或零。
在零件图样上,通常不直接标注零件的极限尺寸,而只标注公称尺寸和上、下极限偏差。
根据零件功能要求不同,图样上标注的极限偏差,可以出现以下几种不同形式,如图8所示。
1)上、下极限偏差都是正值。图8e所示的ϕ50-0.042+0.017mm,即表示其上与下极限尺寸都大于公称尺寸。
2)上、下极限偏差都是负值。图8c所示的ϕ50-0.025-0.050mm,即表示其上与下极限尺寸均小于公称尺寸。(www.daowen.com)
3)下极限偏差为零,上极限偏差必为正值。图8d所示的ϕ50+0.0250mm,即表示上极限尺寸大于公称尺寸,下极限尺寸等于公称尺寸。
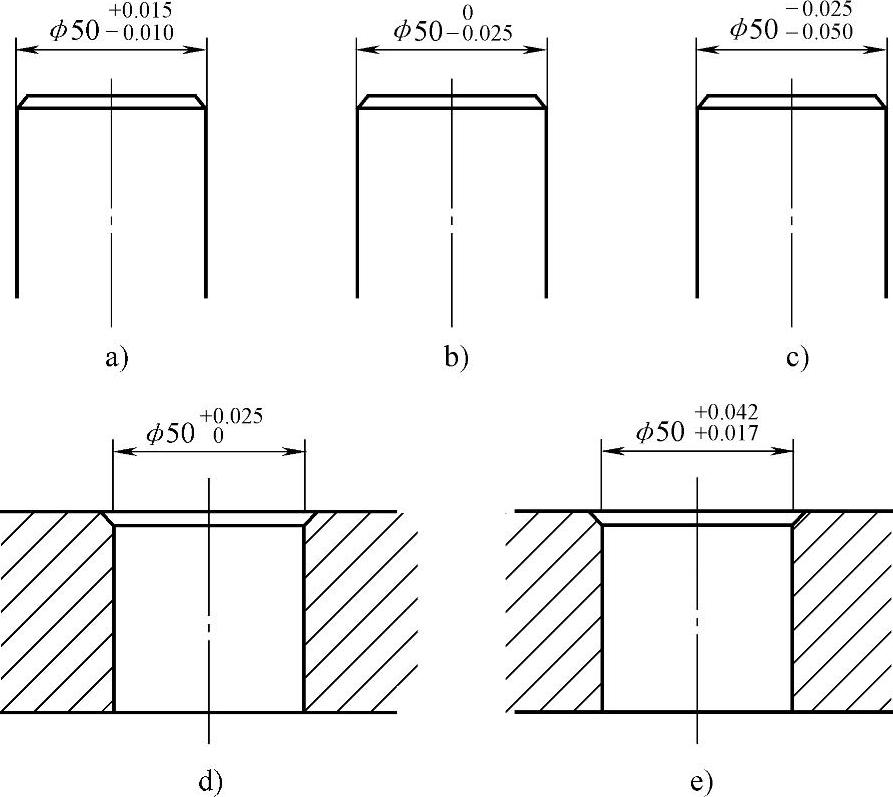
图8 极限偏差的不同标注形式
4)上极限偏差为零值,下极限偏差必为负值。图8b所示的ϕ500-0.025mm,即表示上极限尺寸等于公称尺寸,下极限尺寸小于公称尺寸。
5)上极限偏差为正值,下极限偏差为负值。图8a所示的ϕ50+0.015-0.010mm,即表示上极限尺寸大于公称尺寸,下极限尺寸小于公称尺寸。
生产中经常需要根据图样中给出的极限偏差,求出相应极限尺寸,计算公式如下。
上极限尺寸=公称尺寸+上极限偏差
下极限尺寸=公称尺寸+下极限偏差
如计算ϕ50+0.015-0.010mm的极限尺寸,则
上极限尺寸=50mm+0.015mm=50.015mm
下极限尺寸=50mm+(-0.010)mm=49.99mm
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




