本设备主要用于大型螺栓的加工,当螺纹切削启动后,不能停止进给,所以一旦程序出现问题,或者主轴出现故障,就会造成很严重的后果。通过对802Dsl数控系统的研究,我们觉得通过异步子程序的应用,可以实现在螺纹加工中随时退刀。使用异步子程序功能,我们可以通过PLC来触发一些NC程序,它不受任何操作模式的限制,也不受加工程序的限制。在802D_SL中,仅支持两个异步子程序,这两个ASUP文件必须事先存放在CMA机床制造商循环目录。文件名必须是PLCASUP1.SPF和PLCASUP2.SPF。在同一时刻,只有一个ASUP能执行。PLCASUP1.SPF优先级高于PLCASUP2.SPF。
首先,设定机床参数:
MD19340$ON_PROG_MASK=4 (激活异步子程序)
MD10702$MN_IGNORE_SINGLEBLOCK_MASK=13(忽略单端功能)
MD11604$MN_ASUP_START_PRIO_LEVEL=2 (设定优先级)
MD20107$MC_PROG_EVENT_IGN_INHIBIT=C
MD20109$MC_PROG_EVENT_MASK_PROPERTIES=1
然后,在PLC中设置初始化,在VB12000001传入数值1,设定PLCASUP1.SPF的优先级。(www.daowen.com)
为了避免误动作,使用M80将PLC接口信号V12000000.0和V12000000.2置为1,用于启动准备异步子程序,如图6-16所示。设置好初始化后,用机床控制面板的自定义按钮KT5的上升沿信号将V34000000.0置1,执行程序PLCASUP1.SPF。当不使用螺纹切削功能时用M81将异步子程序复位,如图6-17所示。
经测试,可以在螺纹加工时随时抬刀,保证机床加工安全。
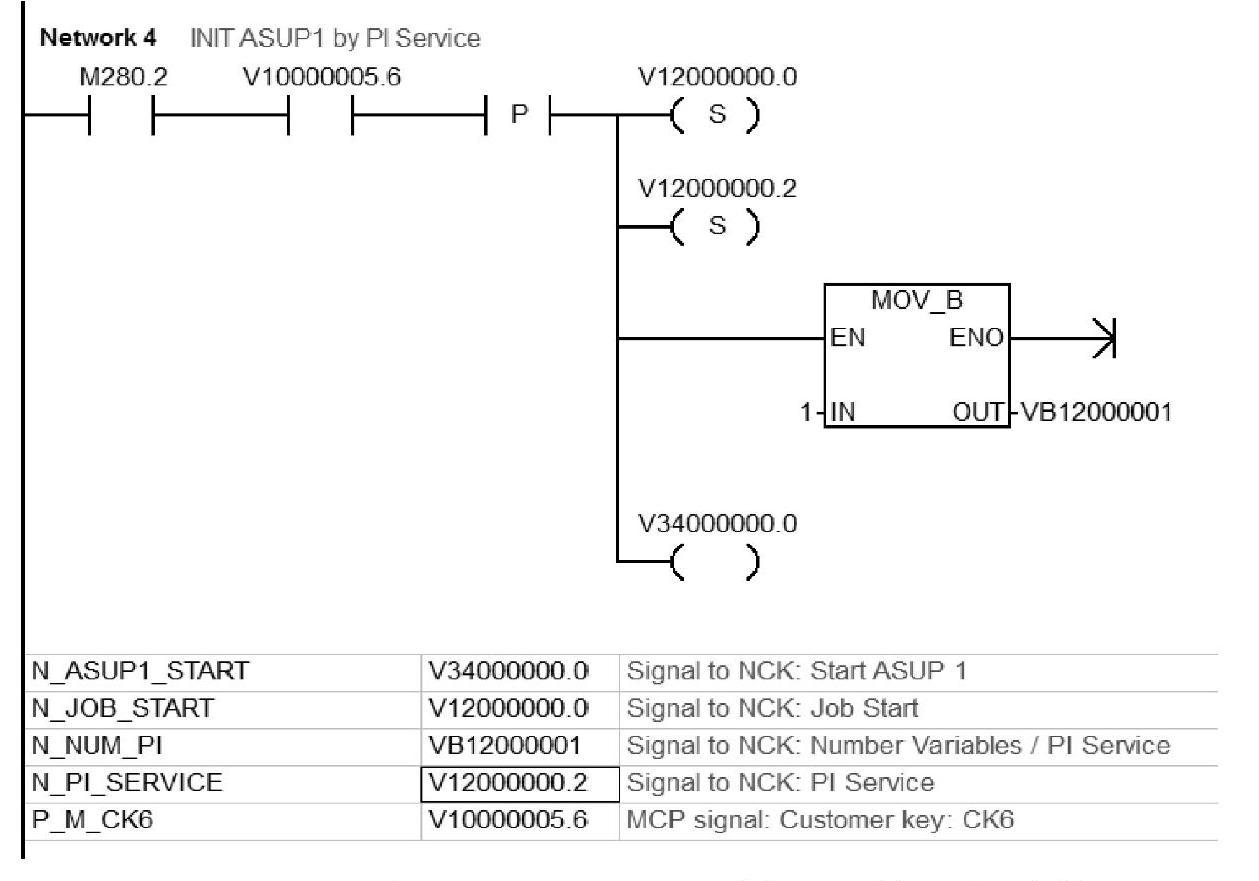
图6-16 M80接口信号置位
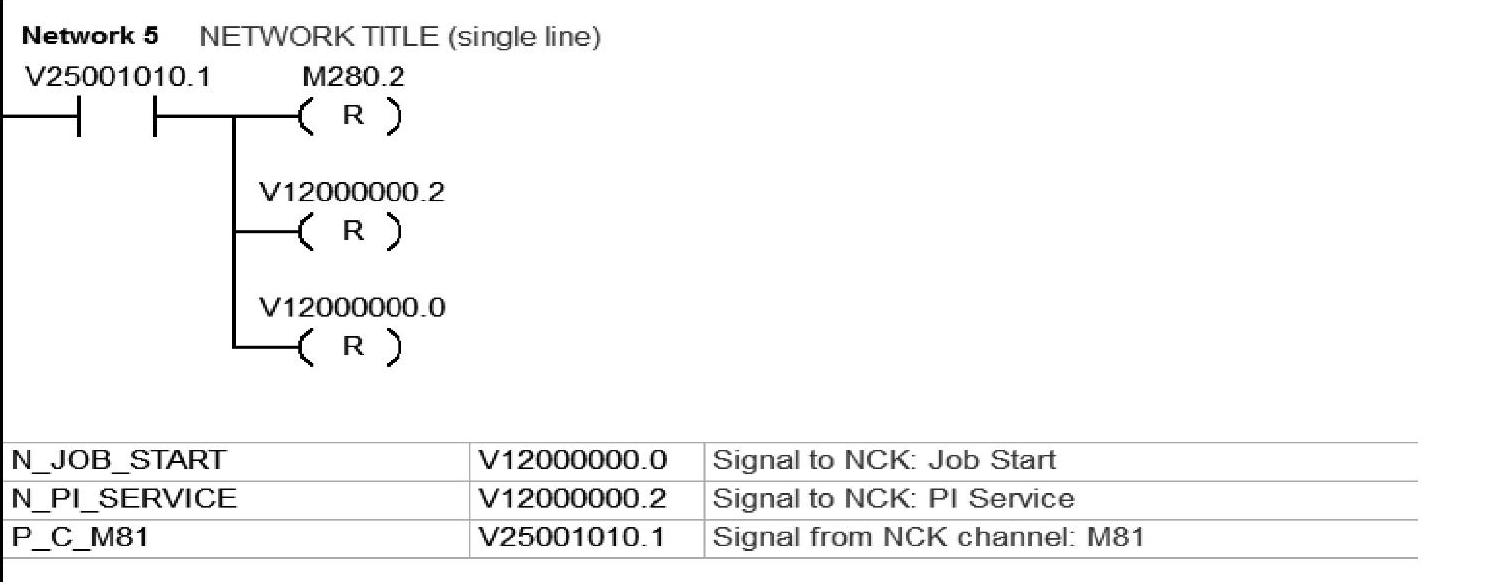
图6-17 M81接口信号复位
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





