(1)设备改造的选型 为了便于设备的使用与维修,充分参考了公司其他数控卧式车床,西门子数控系统的固定循环功能应用起来是非常方便的。802Dsl数控系统中安装有西门子标准固定循环功能,其中涵盖了大多数加工中需要的循环功能。
循环的支持包括三个部分:
1)循环的选择。
2)参数赋值的输入屏幕格式。
3)每个循环的辅助图形。
螺纹加工时,只需调用子程序CYCLE98,根据图形提示输入各参数。螺纹切削辅助功能图形如图6-15所示。
(2)设备的系统配置 802Dsl数控系统是一款紧凑型数控系统,可配置4个进给轴和1个主轴。数控系统的NC模块、PLC模块和HMI都集成在一个控制单元中,用两条系统总线连接外围设备。PROFIBUS总线用于连接PLC接口板,DRIVE_CLiQ总线用于连接伺服系统的所有部件的通信,包括S120的功率模块、电动机模块、伺服电动机反馈、外置编码器,均使用选型总线DRIVE_CLiQ连接。802DslPLUS数控系统集成S7-200PLCCPU,通过PROFIBUS总线连接两块PP72/48I/O模块,可以控制144个输入点和96个输出点。通过PP72/48I/O模块连接机床控制面板和电子手轮的控制信号,调试时可以利用西门子公司标准的PLC子程序,节省了设备调试时间。伺服进给系统使用西门子S120伺服系统,两台1FK7伺服电动机,一台1PH7主轴电动机,主轴使用SMC30编码器接口模块连接独立编码器,实现机床的主轴位置检测功能。所有的S120伺服系统使用DRIVE_CLiQ总线与数控系统相连(包括电源模块、三个单轴模块、一个SMC模块、三台电动机的编码器模块)。
(3)802D sl的调试 可按下列步骤进行:
1)系统的连接及器件拨码开关设置。正确的连接是系统调试顺利进行的基础。
2)系统总清,设定口令、语言、日期时间、选项等。
3)基本参数设定,如MCP、PP72/48DPN生效等。
4)PLC基本调试。首先使安全功能生效(如急停、硬限位等)以及MCP功能生效。(www.daowen.com)
5)驱动调试。驱动器固件升级、拓扑识别及轴参数自动分配。
6)NC参数设定。设置控制参数、机械传动参数、速度参数等。
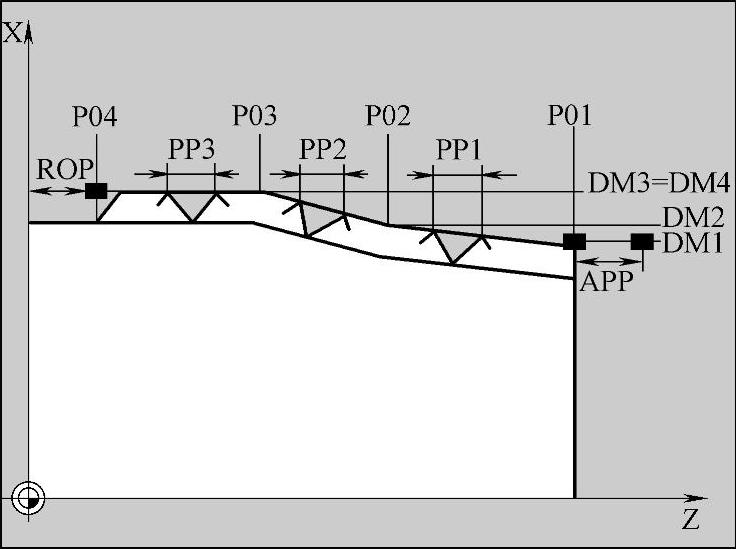
图6-15 螺纹切削辅助功能图形
7)PLC调试。刀塔、冷却、PLC报警等功能。
8)编辑PLC报警文本和报警帮助文本。
10)精度检测,反向间隙误差补偿。
11)机床功能测试,试切工件。
12)数据备份,存档。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







