本专机主要用于电厂转轮工地现场加工上冠法兰端面上螺纹盲孔的加工,电厂转轮联轴把合孔设计为销连接孔+螺纹盲孔结构,需在工地现场加工销连接孔和螺纹。设备使用时,需将设备吊放在镗模上待加工的联轴把合孔位置处,可通过预先在镗模上开设的相应螺纹把合孔和找正基准将设备把牢在镗模上并完成定位。每加工一个ϕ160H6销连接孔和M80×6-6H螺纹孔,设备需重新对刀,按对应的镗模基准孔找正,找正方法容易实现、可靠且精度高。每完成一个联轴把合孔加工后和下一个联轴把合孔加工前的设备移动和定位可采用吊装+机械调整方式。考虑转轮联轴把合孔为销连接孔+螺纹盲孔结构,设备具备钻、镗孔及数控铣内螺纹功能。设备镗孔轴向进给为伺服电动机驱动,主轴回转速度可调;要求设备使用螺纹铣刀,具备轴向进给(Z轴)、水平纵向进给(X轴)和水平横向进给(Y轴)三轴联动,纵向、横向、垂直三轴的进给均采用交流伺服系统及电动机驱动,无级变速,通过减速箱→滚珠丝杠传动实现。镗孔和铣螺纹刀具找正除在主操作箱上操作外,还设置独立的手持单元(手摇脉冲发生器)操作,移动数控轴与专用找正工装相结合方式。考虑设备具有灵活性、通用型、使用中需频繁吊装等特点,设备在满足加工要求的前提下,设计结构应紧凑,尽量减小外形尺寸和重量。
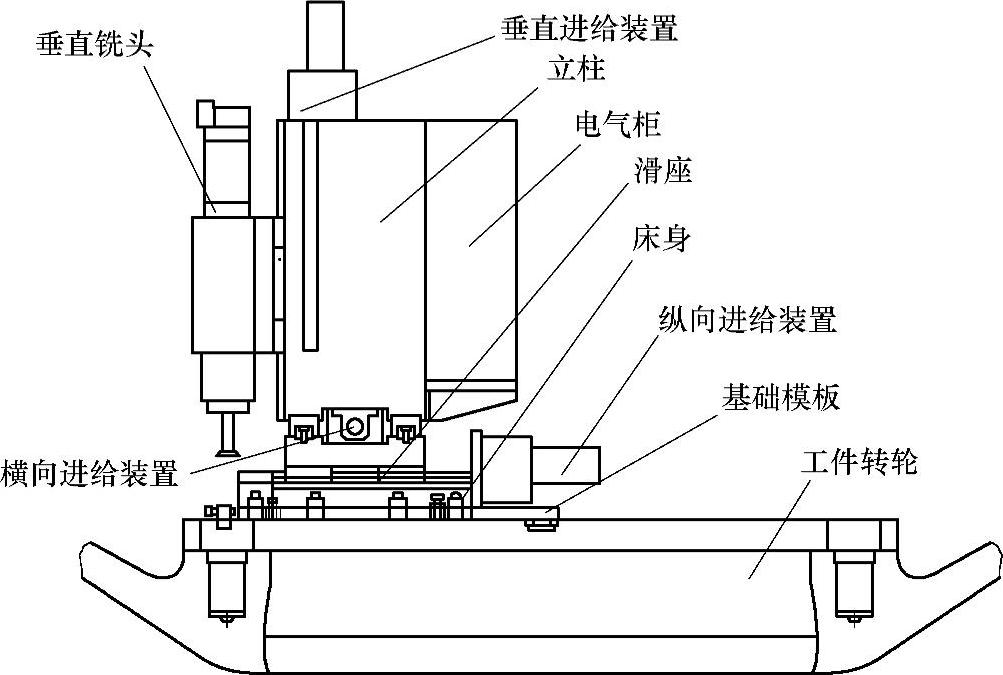
用于加工水轮机端盖螺纹孔的数控立式镗铣专用机床,结构如图6-14所示,它是螺纹孔的数控立式镗铣加工装置,由下列部件组成:床身、滑座、立柱、垂直铣头、垂直进给装置、纵向进给装置、横向进给装置、液压及润滑装置、刀具冷却装置、调整压紧装置、电气控制装置;定位基础模板固定在工件转轮上,通过纵向进给装置上安装横向进给装置,横向进给装置上安装垂直进给装置,三轴方向进给联动,垂直进给装置上安装垂直铣头,床身固定在基础模板上,滑座与床身上的直线导轨配合做纵向移动;立柱沿滑座上的直线导轨作横向移动,立柱为垂直铣头的支承基础部件;垂直铣头沿立柱上的直线导轨做上下垂直移动,垂直铣头由交流传动装置驱动;电气柜、液压系统集中安装在机架上。垂直铣头的主轴锥孔为ISO50的自动拉刀,主传动电动机采用15kW交流主轴电动机,机械两档无级变速,纵向进给装置、横向进给装置、垂直进给装置三个轴的进给均采用交流伺服电动机驱动,无级变速,通过减速箱、滚珠丝杠传动。
 (www.daowen.com)
(www.daowen.com)
图6-14 立式数控加工螺纹孔专机结构示意图
采用西门子SINUMERIK 828D数控系统。垂直铣头主轴锥孔为ISO50,自动拉刀,主传动电动机采用15kW交流主轴电动机,实现铣头主轴旋转运动,铣头最高转速为2000r/min,可实现高速铣削螺纹和低速镗孔的功能,主轴回转具有精确定位功能。三轴均采用伺服电动机自带的绝对值编码器进行半闭环控制,不用返回参考点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






