各类高合金耐热钢按其焊接行为评价,马氏体高合金钢焊接性最差,铁素体高合金耐热钢和沉淀硬化奥氏体耐热钢次之,奥氏体高合金耐热钢的焊接性较好。其焊接工艺有较大的差别。
1.马氏体高合金耐热钢的焊条电弧焊工艺
马氏体高合金耐热钢的焊条电弧焊工艺与马氏体铬不锈钢的焊接工艺有较大的差别。为保证马氏体高合金耐热钢及其焊接接头具有符合要求的高温持久强度和抗氧化性,母材和焊缝金属必须含有较高的碳含量(质量分数为0.10%~0.20%),并加入一定量的W、V、Nb、Co等碳化物形成元素,因此其淬硬倾向和冷裂倾向相当高。为焊制无裂纹且性能与母材相当的焊接接头,其焊接工艺要比马氏体铬不锈钢复杂得多。
(1)焊前准备 马氏体高合金耐热钢的焊前准备工作基本上可参照马氏体铬不锈钢对焊前准备的规定。因必须使用超低氢碱性药皮焊条,焊条使用前要求在300~350℃至少烘干2h。
(2)预热温度 按焊件结构复杂程度、接头的壁厚和拘束度,可以采取高温预热(400~450℃),和常规预热(200~280℃)。为降低焊工的劳动强度,通常推荐采用常规预热,但焊后冷却至90℃±10℃,保持30min,紧接着进行回火处理。
(3)焊条的选择 马氏体高合金耐热钢原则上应选用铬及其他合金含量与母材基本相同的焊条。在我国尚未将这种同质焊条列入相应的焊条标准。在欧洲标准和ISO3580-A(2008)中已纳入这种高合金耐热钢焊条。奥地利Böhler公司和德国Böhler Thyssen公司已生产出FoX20MVW、Thermanit MTS4和Thermanit MTS 5Co7等12%Cr高合金耐热钢相匹配的焊条。这几种焊条全焊缝金属的化学成分和力学性能分别列于表8-39和表8-40。
表8-39 12%Cr耐热钢焊条焊缝金属典型化学成分

表8-40 12%Cr耐热钢焊条焊缝金属典型力学性能
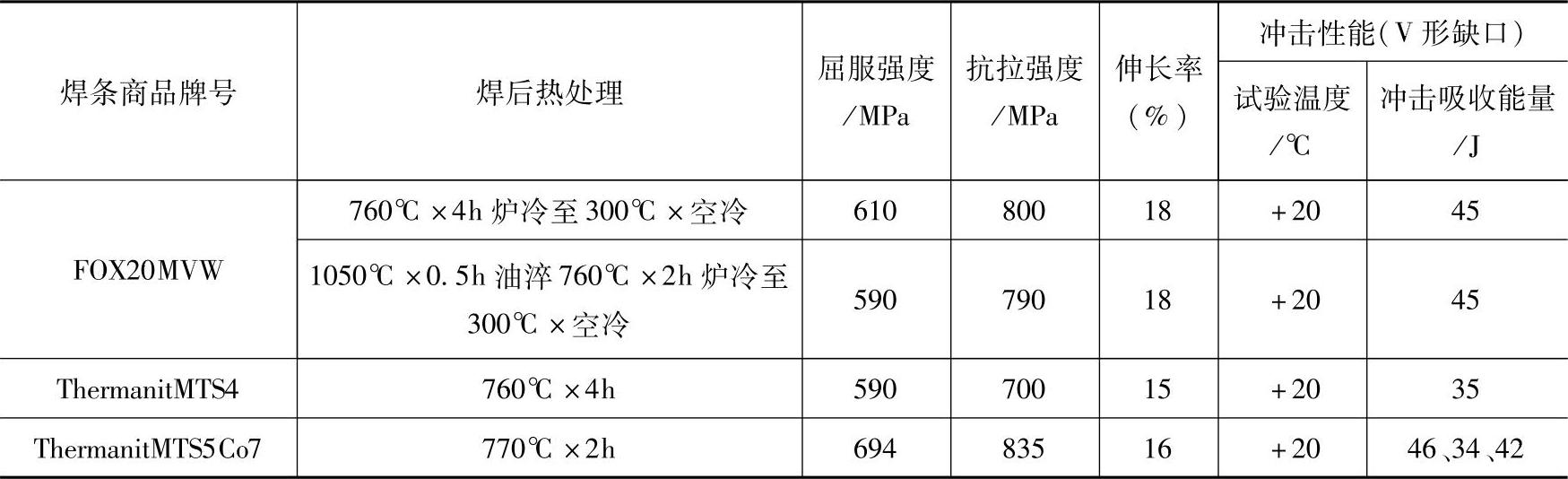
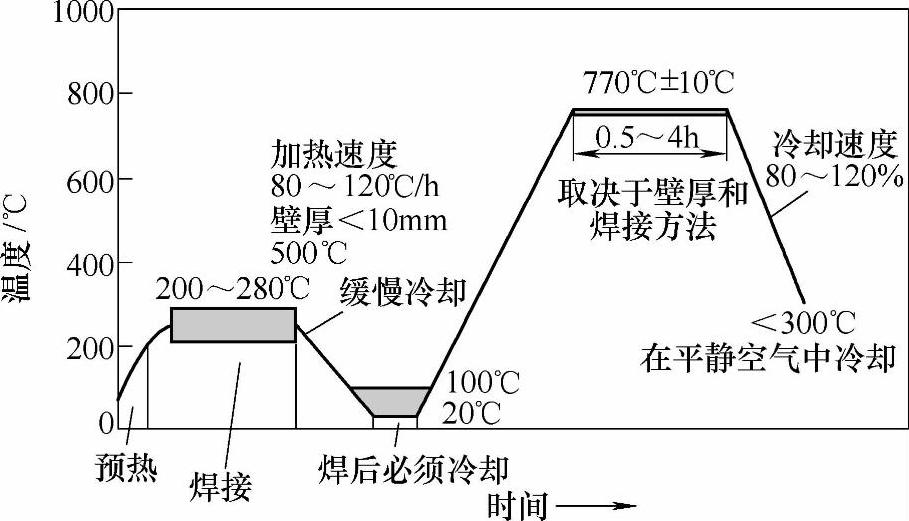
图8-36 新型12%Cr马氏体耐热钢的焊接温度和焊后热处理曲线
(4)焊接参数12%Cr耐热钢焊条电弧焊不像马氏体铬不锈钢那样要求严格控制焊接热输入,但因其电阻率还是较高,仍需限制焊接电流。采用φ4mm焊条焊接时,最大焊接电流为140A。φ5mm焊条容许的最大焊接电流为180A。
(5)焊后热处理12%Cr马氏体耐热钢的焊后热处理,分为亚临界退火和完全退火两种。完全退火可使接头的多相组织转变为全铁素体组织,其加热温度范围为830~885℃,保温结束后冷却至600℃,接着空冷。这种退火工艺要求严格控制整个加热和冷却过程,因此除非要求达到最大程度的软化,一般不推荐采用这种热处理。亚临界退火的温度范围为650~780℃,保温结束后以80~120℃/h的速度冷却。待冷却到300℃后在平静空气中冷却。保温时间按2.5~3min/mm计算。如焊缝金属的合金成分,包括碳含量与母材基本匹配,焊后也可作淬火+回火处理。
图8-36示出一种新型12%Cr马氏体耐热钢(德国钢号X12CrCoWVNb11-2-2)焊接温度和焊后热处理曲线。由图可见,预热温度在200~280℃范围内按接头壁厚选择。焊后缓慢冷却到100~20℃,保持30min后立即作770℃±10℃的回火处理,保温时间0.5~4h,视接头壁厚而定。保温结束后以80~120℃/h的速度冷却到300℃,接着空冷。
按此焊接温度和焊后热处理曲线完成的焊接接头无裂纹且强度与母材相当。常温和高温(600℃)接头拉伸试样均断裂于母材。
2.铁素体高合金耐热钢的焊条电弧焊工艺
铁素体高合金耐热钢的焊条电弧焊工艺与普通级别铁素体铬不锈钢焊接工艺基本相同。其最重要焊接特点是对过热十分敏感,故应选用尽可能低的焊接热输入。
铁素体高合金耐热钢的焊接可以按接头的工作条件选用以下三种类型的焊条:①合金成分基本与母材相匹配的高铬钢焊条;②奥氏体铬镍合金钢焊条;③镍基合金焊条。对于在高温下长时运行的焊件,不推荐采用铬镍奥氏体钢焊条。镍基合金焊条因价格昂贵,只有在一些特殊高温结构中才被采用。
铁素体高合金耐热钢焊接时,焊前预热的作用与马氏体耐热钢不同。由于其接头热影响区的晶粒会受焊接热循环的高温作用而急剧长大,而预热将延长接头在高温区的停留时间,并降低接头的冷却速度,产生不利的影响。因此应谨慎选择预热温度和层间温度。某些铁素体高合金耐热钢倾向于在晶界处形成马氏体。在这种情况下,预热有助于防止焊接热影响区裂纹的形成,并降低焊接残余应力。
铁素体高合金耐热钢的预热温度主要按钢的碳含量和合金成分、所要求的接头力学性能、接头的壁厚和拘束度而定。适用的预热温度范围为150~230℃。对于高拘束度接头,层间温度应不低于所选定的预热温度。(https://www.daowen.com)
铁素体高合金耐热钢焊条电弧焊时,在操作技术上应尽可能压短电弧,以避免铬元素的氧化损失和氮的吸收。短弧也可防止焊缝中气孔的产生。此外不推荐摆动焊条的焊接法。
铁素体高合金耐热钢焊件通常在亚临界温度范围内作焊后热处理,以防止晶粒的进一步长大。适用的焊后热处理温度范围为700~840℃。在热处理过程中,应尽可能地减少氧化。为防止接头各区性能变脆,在冷却过程中应快速通过540~370℃温度区间,这也有利于控制焊件的变形和焊接残余应力。对于σ相形成倾向较大的高铬铁素体钢,应尽量避免在650~850℃危险温度区间进行焊后热处理。热处理过程中,加热保温结束后,应快速冷却。如要求接头具有均一的力学性能,对于结构简单的焊件,焊后可作淬火+回火处理。
3.奥氏体高合金耐热钢的焊条电弧焊工艺
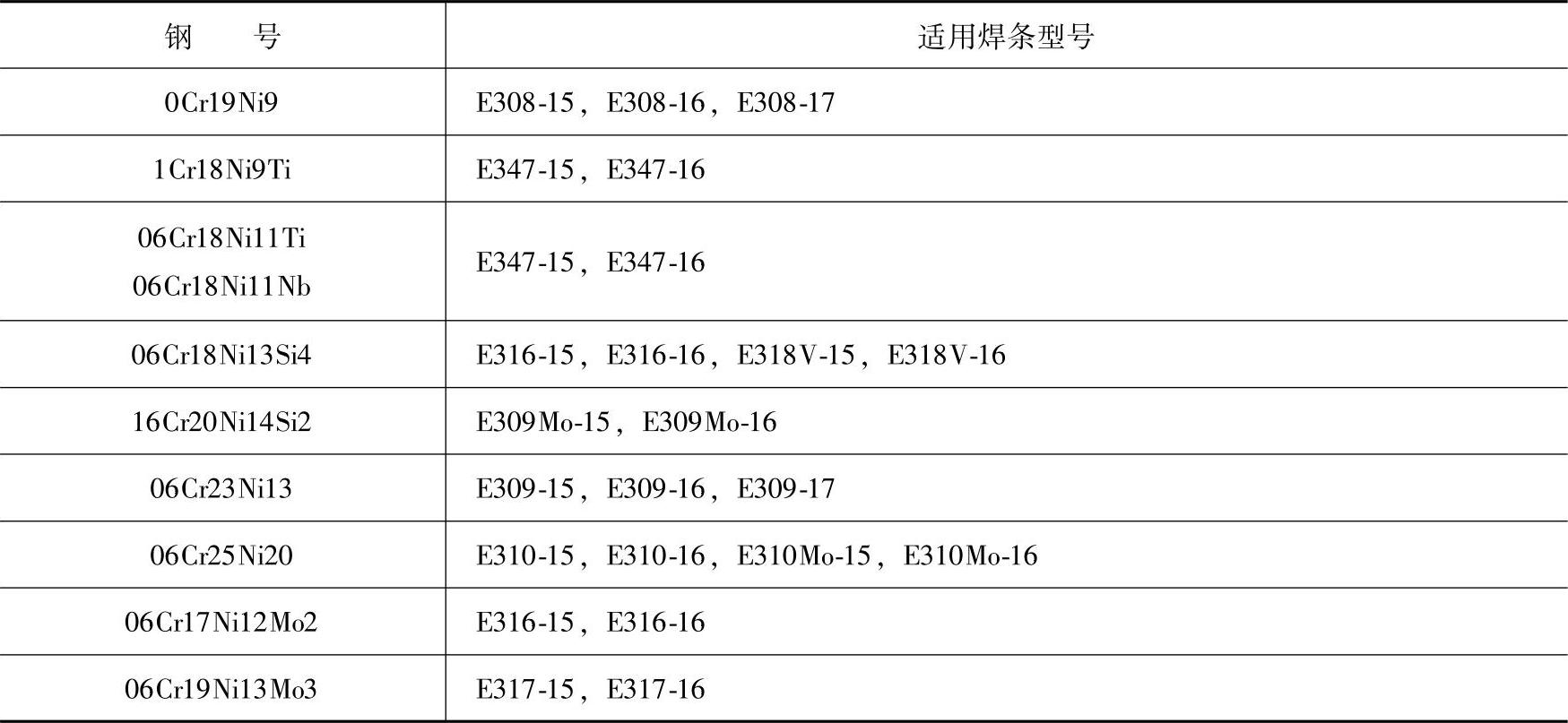
奥氏体高合金耐热钢焊条电弧焊工艺,除焊条选用原则不同外,其余各项与奥氏体不锈钢的焊接工艺基本相同。奥氏体耐热钢焊条的选择原则是:①应使焊缝金属的热强性,即高温持久强度与所焊母材等强度。这就要求其合金成分大致与母材成分匹配;②对于长期在高温下运行的奥氏体耐热钢焊件,焊缝金属内铁素体的体积分数不应超过5%;③为提高全奥氏体钢焊缝金属的抗裂性,可选用w(Mn)=6%~8%的焊条。常用奥氏体耐热钢焊条可按表8-41选用。
在焊后热处理方面,奥氏体耐热钢焊件原则上可不作焊后热处理。如因焊件结构复杂,接头壁厚超过相应制造法规界定的极限,以及冷变形和热加工变形率超标等原因要求作焊后热处理,则可按下列原则作适当的热处理。
奥氏体耐热钢焊件的焊后热处理,按其加热温度可分低温、中温、高温焊后热处理。
低温焊后热处理是指加热温度低于500℃的热处理。这种热处理对接头的力学性能不会产生明显的影响。其主要作用是降低接头的残余应力峰值,提高结构尺寸的稳定性。加热温度300~400℃的焊后热处理,可降低应力峰值约40%,平均应力只降低5%~10%。在实际生产中,奥氏体耐热钢焊件常用的低温焊后热处理的温度范围为400~500℃。
加热温度在550~800℃之间的热处理为中温热处理。这种热处理的目的主要是消除接头中的焊接应力,稳定结构外形尺寸。但在这一温度区间,奥氏体钢可能发生σ相和碳化物的析出,降低接头和母材的韧性。因此对于碳含量较高,或铁素体含量较多的奥氏体钢焊缝金属,应慎重选用中温热处理。
表8-41 常用奥氏体耐热钢焊条选用表
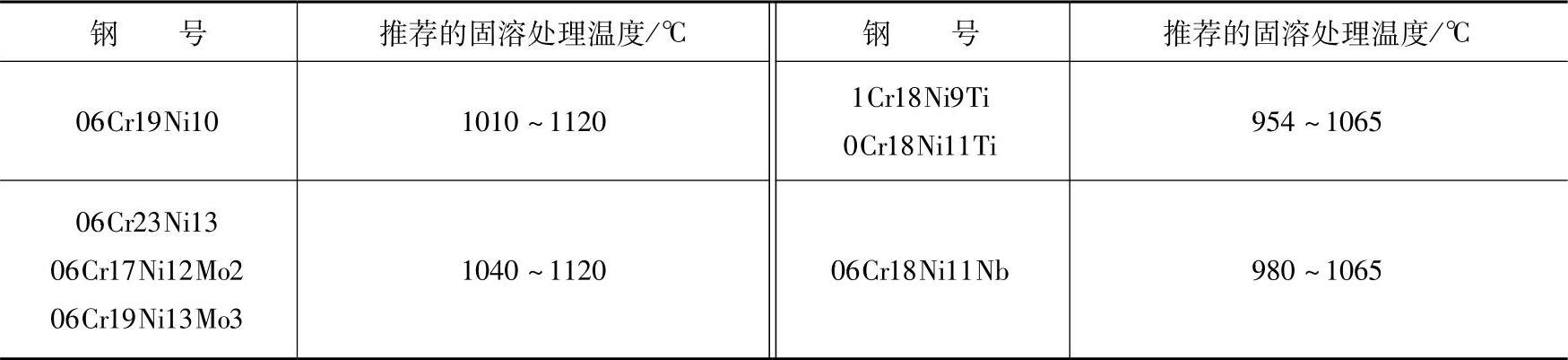
高温热处理的加热温度在900℃以上,其目的是将已形成的σ相和晶界碳化物溶解,以恢复接头的力学性能。为形成全奥氏体组织的固溶处理,也属于高温热处理。由于固溶处理的冷却速度很快,焊件将产生较大的变形,故只有那些形状较简单的焊件或半成品才能作这种热处理。几种常用奥氏体耐热钢焊接接头固溶处理推荐温度列于表8-42。
表8-42 几种常用奥氏体耐热钢焊接接头固溶处理推荐温度
4.沉淀硬化高合金耐热钢焊条电弧焊工艺
沉淀硬化高合金耐热钢焊条电弧焊工艺基本上与沉淀硬化不锈钢相同。
沉淀硬化马氏体和半奥氏体耐热钢焊接时,如要求焊缝金属与母材等强度,则应采用特制的AMS 5827型低氢药皮焊条。其熔敷金属具有下列成分:w(C)max=0.06%、w(Mn)max=1.0%、w(Si)max=0.75%、w(Cr)=16.25%~17.50%、w(Ni)=4.25%~5.25%、w(Cu)=3.0%~4.0%、w(Nb+Ta)=0.10%~0.35%。
如不要求焊缝金属与母材等强度,则可采用E308-16、E308-17型普通Cr-Ni奥氏体钢焊条。焊后不必作沉淀硬化热处理。
焊条电弧焊时,焊前应将焊条按相应规定进行烘干,以使焊缝金属保持低氢含量。施焊过程中尽量保持短弧,以减少合金元素的氧化烧损。焊后将焊件作520~600℃的时效处理。
对于半奥氏体沉淀硬化耐热钢焊接接头,为达到与母材基本等强度,应作下列焊后热处理:-73℃×3h冰冷处理+454℃×3h回火,或在上述处理前,加一道932℃×1h的固溶处理。在某些情况下,可采取双重时效处理,即746℃×3h空冷+454℃×3h空冷。
对于沉淀硬化奥氏体耐热钢,由于焊接裂纹比较严重,通常不推荐采用焊条电弧焊。如因生产条件所限,不能选用其他焊接工艺方法,则应尽可能降低焊接热输入,并使用奥氏体耐热钢或镍基合金焊条,焊后不作热处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







